NPM-W_z_110601.pdf - 第46页
NPM-W 2011.0601 - 40 - ■ 功 能一览 No. 项 目 内 容 [A] 外部安装扫描器读取型 在前端的传送带设置外部 安装扫描器,通过扫描器读取基板的 1D/2D 代码 ※ 1 , 自动进行机种切换。 [B] 贴装头读取型 ※生产数据有限制 ※ 3 使用前端设备的贴装头相机读取基板的 2D 代码 ※ 1 , 自动进行机种切换。 1 机种切换 功能 [C] 计划表读取型 1 天的生产量一览,作为计划表通过 1D/2D…
NPM-W 2011.0601
- 39 -
5.2
自动切换机种
支援切换作业
(
生产数据的切换、轨道宽度的切换
)
,切换品种将作业损失控制到最低限。根据用户的运用情况,可
以从「外部安装扫描器读取型」、「贴装头读取型」、「计划表读取型」的
3
种类中进行选择。
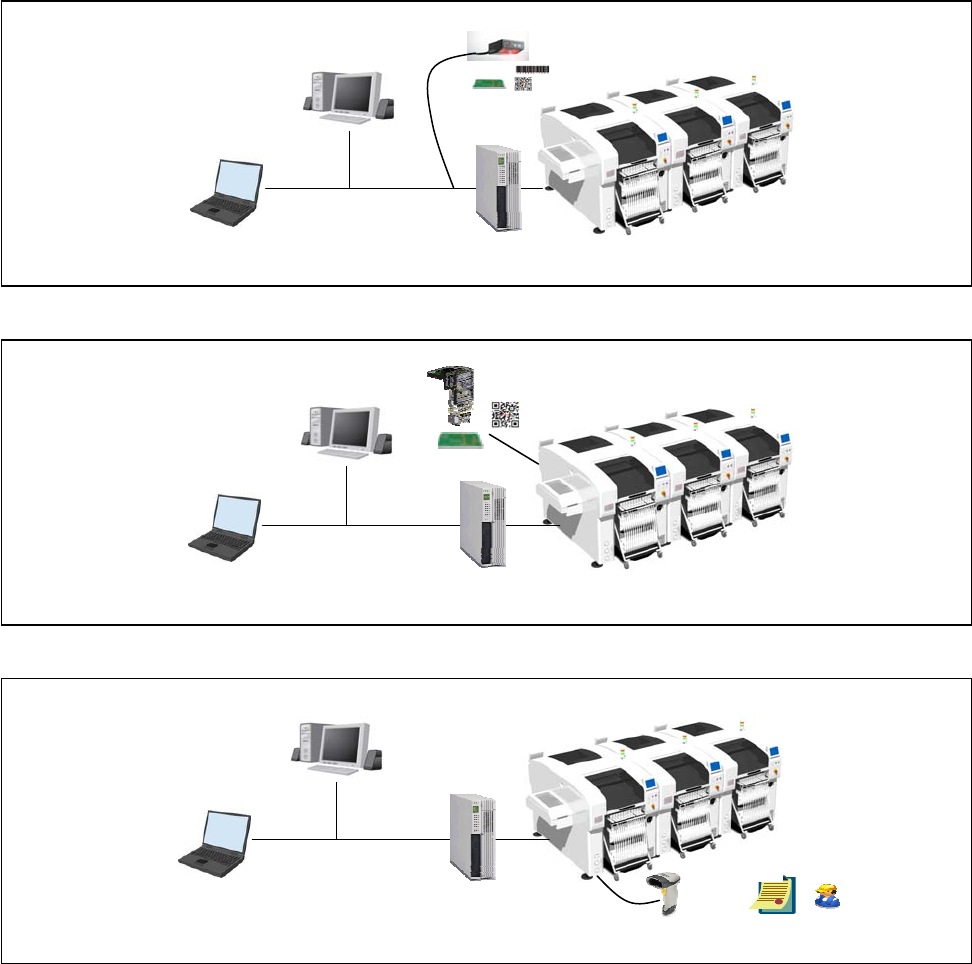
■ 系统构成图
[A]
外部安装扫描器读取型
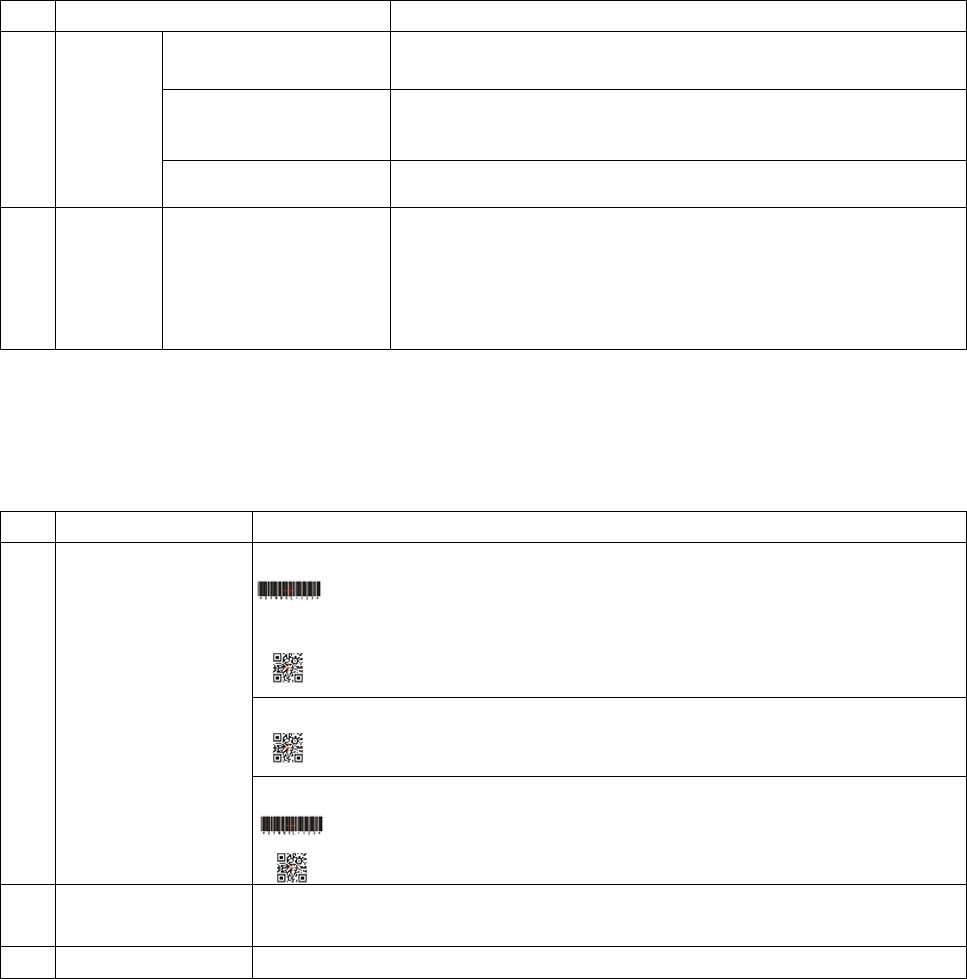
[B]
贴装头读取型
[C]
计划表读取型
FA 电脑
安装在
NPM-W
前连接的传送带。
贴装头相机
计划表
有线扫描器
LWS
设定画面
NPM-DGS
LWS
设定画面
NPM-DGS
LWS
设定画面
NPM-DGS
TCP/IP
FA 电脑
FA 电脑
NPM-W 2011.0601
- 40 -
■ 功能一览
No. 项 目 内 容
[A]外部安装扫描器读取型
在前端的传送带设置外部安装扫描器,通过扫描器读取基板的 1D/2D
代码
※1
,自动进行机种切换。
[B]贴装头读取型
※生产数据有限制
※3
使用前端设备的贴装头相机读取基板的 2D 代码
※1
,自动进行机种切换。
1 机种切换
功能
[C]计划表读取型
1 天的生产量一览,作为计划表通过 1D/2D 代码
※2
打印用纸。使用有
线扫描器读取计划表,自动进行机种切换。
2 设定功能 条形码设定
设定条形码定义。为了指定生产数据使用,有 2 种类的指定方式。
・文字列指定方式
从条形码抽出的数据是文字,与生产数据名称是 1 对 1 的对应方式。
・范围指定方式
从条形码抽出的数据是数值,其范围与生产数据名称是 1 对 1 的对应方
式。
※
1
此选购件,不包括在基板打印
1D/2D
代码的功能。
※
2
此选购件,不包括在纸印刷
1D/2D
代码的功能。
※
3
不可调整基板宽度。所以,基板宽度需要在全数据范围中有共通性。
另外在机种切换时使用的
2D
代码坐标,也需要在全数据范围中有共通性。
(
分割基板内的坐标无需有共通性。
)
■ 基本规格
No. 项 目 内 容
[A]外部安装扫描器读取型
1D 代码(条形码): CODE39, ITF, Industrial2of5, COOP2of5, NW-7,
CODE128, EAN128, CODE93, JAN/EAN/UPC(对应附件),
TriopticCode39, 等
2D 代码(2 维代码): QR 代码, MicroQR, DataMatrix(ECC200),
PDF417, MicroPDF, Maxicode, 等
[B]贴装头读取型
2D 代码(2 维代码): QR 代码, MicroQR, DataMatrix(ECC200)
最大尺寸: 5 mm × 5 mm
1 可读取代码
[C]计划表读取型
1D 代码(条形码):
UPC/EAN/JAN, UCC/EAN 128, Code 39, Code 128, 等
2D 代码(2 维代码): Maxicode, Data Matrix(ECC 200), QR 代码, 等
2 代码限制 基板 ID 和模式 ID 使用代码有限制。
ASCII 英数字、记号 128 文字以内。 但是,记号只有 - + = , . _ @ 。
3
表示语言 日文/英文/中文 (对象: 设定端末的 LWS 的表示画面)
NPM-W 2011.0601
- 41 -
■ 基本构成
No. 项 目 内 容
[A]外部安装扫描器读取型
・外部安装扫描器一套单元
由用户准备的读取 1D/2D 代码的装置。每条生产线的各轨道都需要 1 台。
本公司指定的扫描器如下。
使用其他扫描器时请咨询本公司。
扫描器主体: SR-510 (株式会社 KEYENCE)
通信单元: N-L1 (株式会社 KEYENCE)
・ 传送带
由用户准备的传送带。设置在生产线的前端。
需要符合以下规格。
①有挡块、基板可以待机。
②配备自动或者手动的宽度调整机构。
③可以通过 SMEMA 进行通信。
※
[B]贴装头读取型
由于使用贴装头相机所以不需要硬件。
1 硬 件
[C]计划表读取型
・有线扫描器主体
读取条形码的装置。与前端设备连接。每条生产线的各轨道都需要 1 台。
与元件校对选购件(有线)可以通用。
・扫描器支架
放置扫描器的支架。与元件校对选购件(有线)可以通用。
2 软 件 许可号 1个
(生产线中对所有 NPM-W(NM-EJM2D)需要许可证。有关许可证的选择请参照「14. 有关许可
证」。)
※
扫描器控制是介入
SMEMA
通信的形式,由
FA
电脑进行。
FA
电脑和设备之间通过
TCP/IP
进行通信。
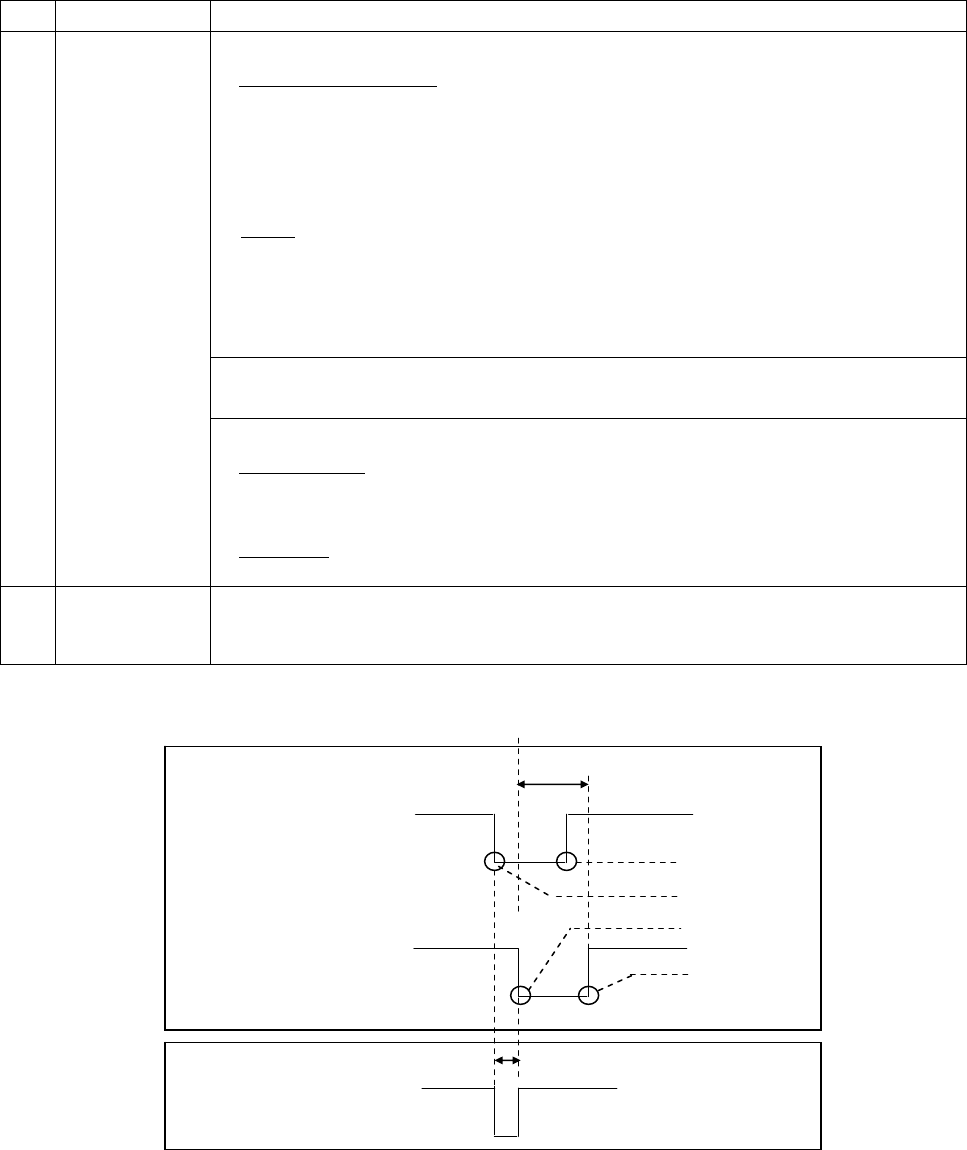
以下是
SMEMA
通信的时机图表。传送带与设备间的
SMEMA
通信需要根据以下时机图表进行。
前传送带
前端设备
扫描器
BOARD NOT AVAILABLE
BOARD IS AVAILABLE
MACHINE BUSY
MACHINE NOT BUSY
SCANER READ
SCANER NOT READ
传送时间
读取基板ID时间
基板到达
传出准备完了
传入准备完了
传出完了