Infinity EX High Throughput Conveyor Module.pdf - 第8页
INFINITY EX HIGH THROUG HPUT CONVEY OR MODULE MECHANICAL DETA IL 16.8 Technical Reference Manu al Chapter Issue 1 Aug 02 is secured in position by the lockin g thumbscre w on right hand bearing block. Left Hand Con ve yo…
INFINITY
EX
HIGH THROUGHPUT CONVEYOR MODULE
MECHANICAL DETAIL
Chapter Issue 1 Aug 02 Technical Reference Manual 16.7
Fixed Rail Print
Station
The fixed rail print station houses four pneumatic cylinders, used to operate the
board clamps to secure the board against the transport belt and the belt support
web, during the print cycle. Board clamps or the optional foil-less clamps or
snugger assemblies are secured to the top of the print station.
A transport belt motor is attached to the left hand side of the rear face of the print
station, driving one of the two transport belt pulleys on the front face of the print
station.
On the front face of the print station, two background suppressed opto’s are fitted
below the belt support web, designated Board at Left and Board at Right sensors.
Auxiliary Conveyors
Right Hand
Conveyor
The right hand auxiliary conveyor can be configured from the machine’s down-
line conveyor to the upline conveyor, by the removal of the conveyor board stop
at the end of the conveyor rail. Also, the auxiliary conveyor sensor is moved
from it’s outboard position as the downline auxiliary sensor inboard as the upline
auxiliary sensor.
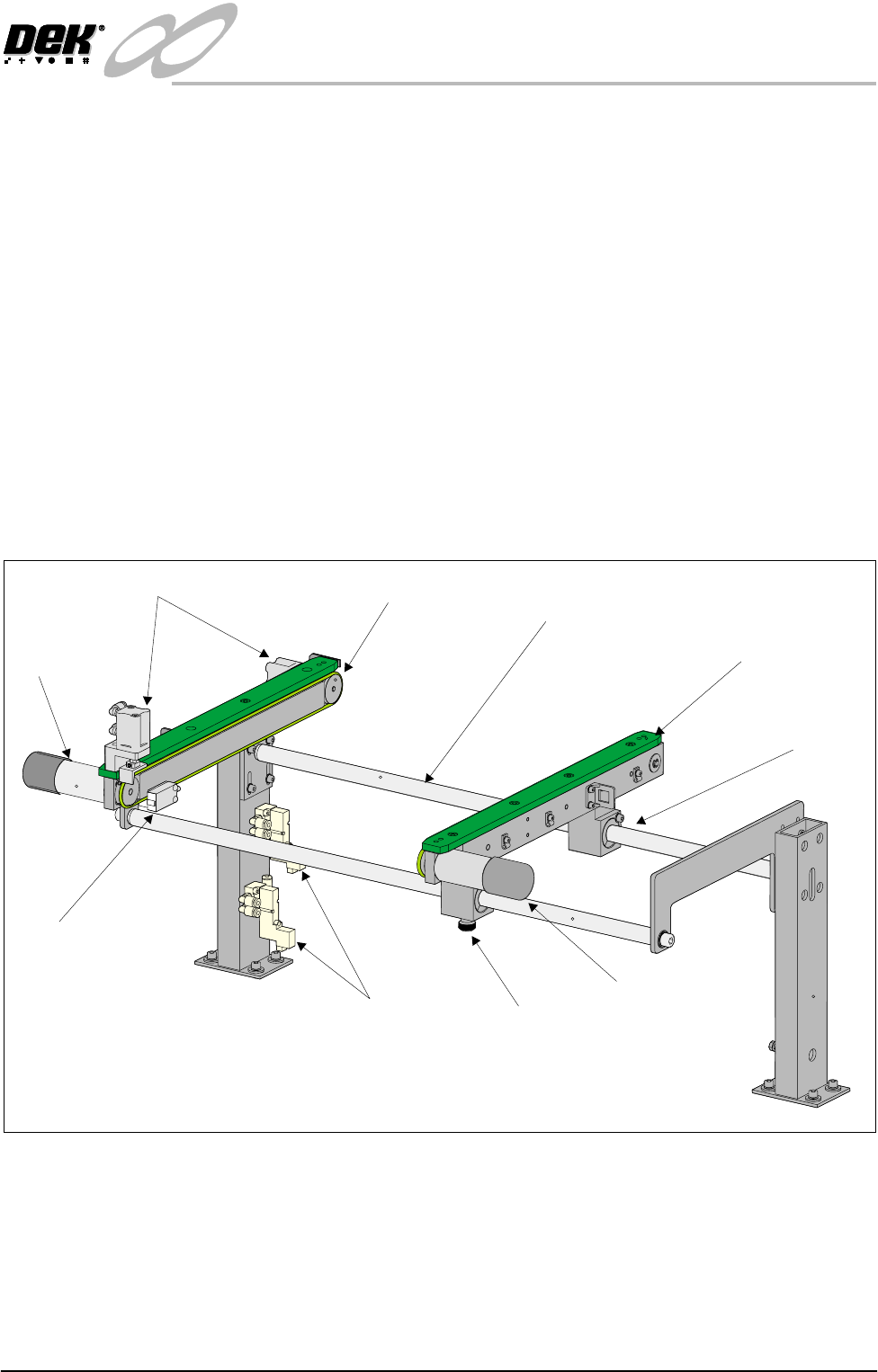
Figure 16-4 Right Hand Auxiliary Conveyor
Each of the conveyor’s rails house a transport belt motor driving one of two belt
pulleys on the front face of the rail.
Two pneumatic solenoid valves, type 5/2 are fitted to the fixed rail support to
control the distribution of compressed air to the conveyor board stops.
Rail width adjustment is achieved by manually adjusting the position of the
moving rail along the conveyor guide shafts on the two bearing blocks. The rail
Rear View of Right Hand Auxiliary Conveyor
(Configured as Downline Conveyor)
Transport Belt
Motor
Transport Belt
Motor
Conveyor Board Stop
Auxiliary Conveyor
Sensor
Pneumatic Solenoid Locking
Thumbscrew
Bearing Block
(in 2 positions)
Fixed Rail
Moving Rail
Guide Shaft
(in 2 positions)
INFINITY
EX
HIGH THROUGHPUT CONVEYOR MODULE
MECHANICAL DETAIL
16.8 Technical Reference Manual Chapter Issue 1 Aug 02
is secured in position by the locking thumbscrew on right hand bearing block.
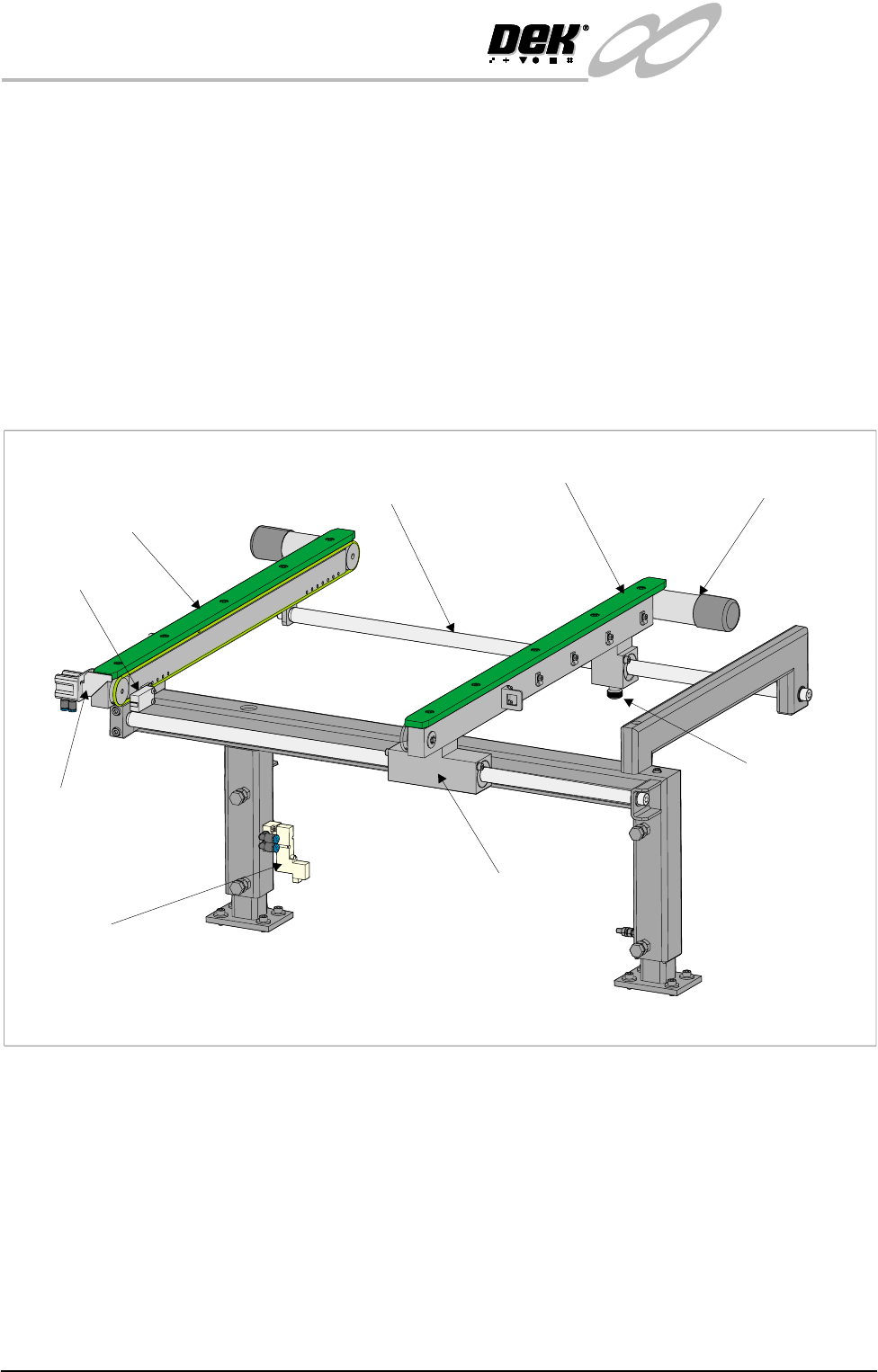
Left Hand Conveyor The left hand auxiliary conveyor can be configured from the machine’s upline
conveyor to the downline conveyor, by the addition of the conveyor board stop
at the end of the conveyor rail. Also, the auxiliary conveyor sensor is moved
from it’s inboard position as the upline auxiliary sensor outboard as the downline
auxiliary sensor.
Each of the conveyor’s rails house a transport belt motor driving one of two belt
pulleys on the front face of the rail.
A single pneumatic solenoid valve, type 5/2 is fitted to the fixed rail support to
control the distribution of compressed air to the conveyor board stop.
Figure 16-5 Left Hand Auxiliary Conveyor
Rail width adjustment is achieved by manually adjusting the position of the
moving rail along the conveyor guide shafts on the two bearing blocks. The rail
is secured in position by the locking thumbscrew on left hand bearing block.
The left hand conveyor rails are seven inches longer than the right hand con-
veyor, this allows for manual loading during machine qualification.
Rear View of Left Hand Auxiliary Conveyor
(Configured as Upline Conveyor)
Transport Belt Motor
(in 2 positions)
Conveyor Board
Stop
Auxiliary Conveyor
Sensor
Pneumatic Solenoid
Locking
Thumbscrew
Bearing Block
(in 2 positions)
Fixed Rail
Moving Rail
Guide Shaft
(in 2 positions)
INFINITY
EX
HIGH THROUGHPUT CONVEYOR MODULE
MECHANICAL DETAIL
Chapter Issue 1 Aug 02 Technical Reference Manual 16.9
High Throughput
Conveyor
Controller (M27)
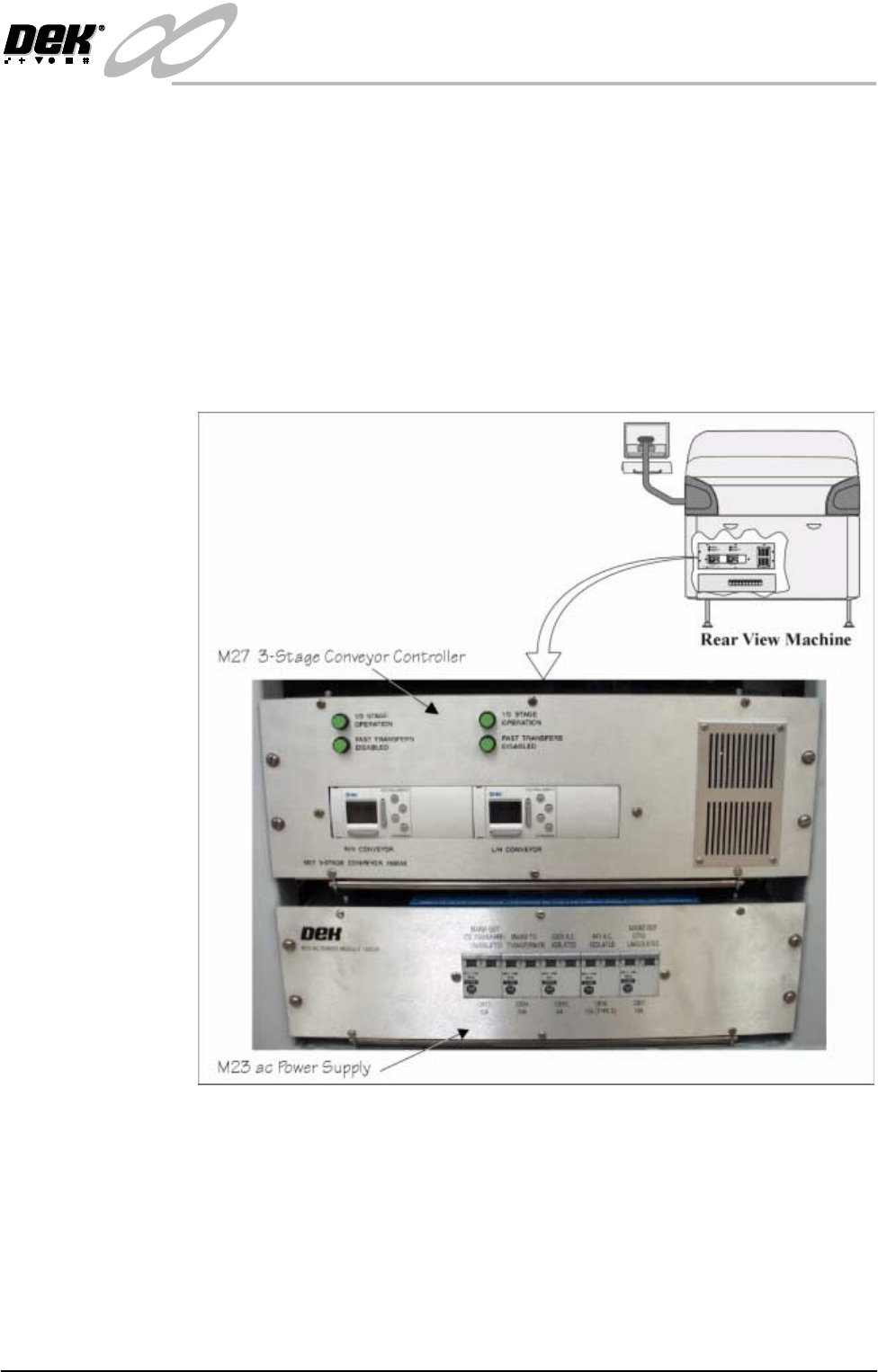
The 3-Stage conveyor controller (M27) enclosure is located at the rear of the
machine above the ac power supply module (M23).
The M27 consists of a Programmable Logic Controller (PLC) for each auxiliary
conveyor. Above each PLC are the switches for selecting between 3-Stage/
single stage and fast/normal mode (Stage Conveyor Controller (M27) figure
refers).
On machine initialisation, each auxiliary conveyor PLC needs to detect the
machine ‘System Power’ and an initial ‘Downline Available’ signals before the
system starts operating. If the machine is being run in a stand-alone environ-
ment, the ‘Downline Available’ signal from the downline machine can be
mimicked by shorting pins 1 & 2 of loom Pt No 160645 to the downline machine.
Figure 16-6 M27 Enclosure Overview
3-Stage/Single Stage
Mode
For three stage mode, both 1/3 Stage Operation buttons must be OFF (LED
extinguished). The LCD screen on the PLC displays ‘3 Stage’ on the top line.
For single stage mode, both 1/3 Stage Operation buttons must be ON (LED lit).
The LCD screen on the PLC displays ‘1 Stage’ on the top line.