1OPERATION_.pdf - 第109页
2.6 Program Change Attachment and Adjustment of Positioning Lever • Adjust the positioning lever according to the P . C . B . size and attach it with a flanged bolt . • Anchor the lever with the bolt such that the positi…
2.6
Program
Change
2.6
.
2
Adjustment
of
X
/
Y
Table
Section
Attach
and
adjust
the
positioning
pin
,
the
positioning
lever
,
and
the
movable
chute
according
to
the
P
.
C
.
B
.
size
.
Turn
off
power
to
the
machine
before
A
CAUTION
adjustment
to
protect
your
hands
from
moving
mechanisms
.
Two
types
of
P
.
C
.
B
.
positioning
methods
“
Outline
Reference
”
and
“
Hole
Reference
”
are
provided
.
(
1
)
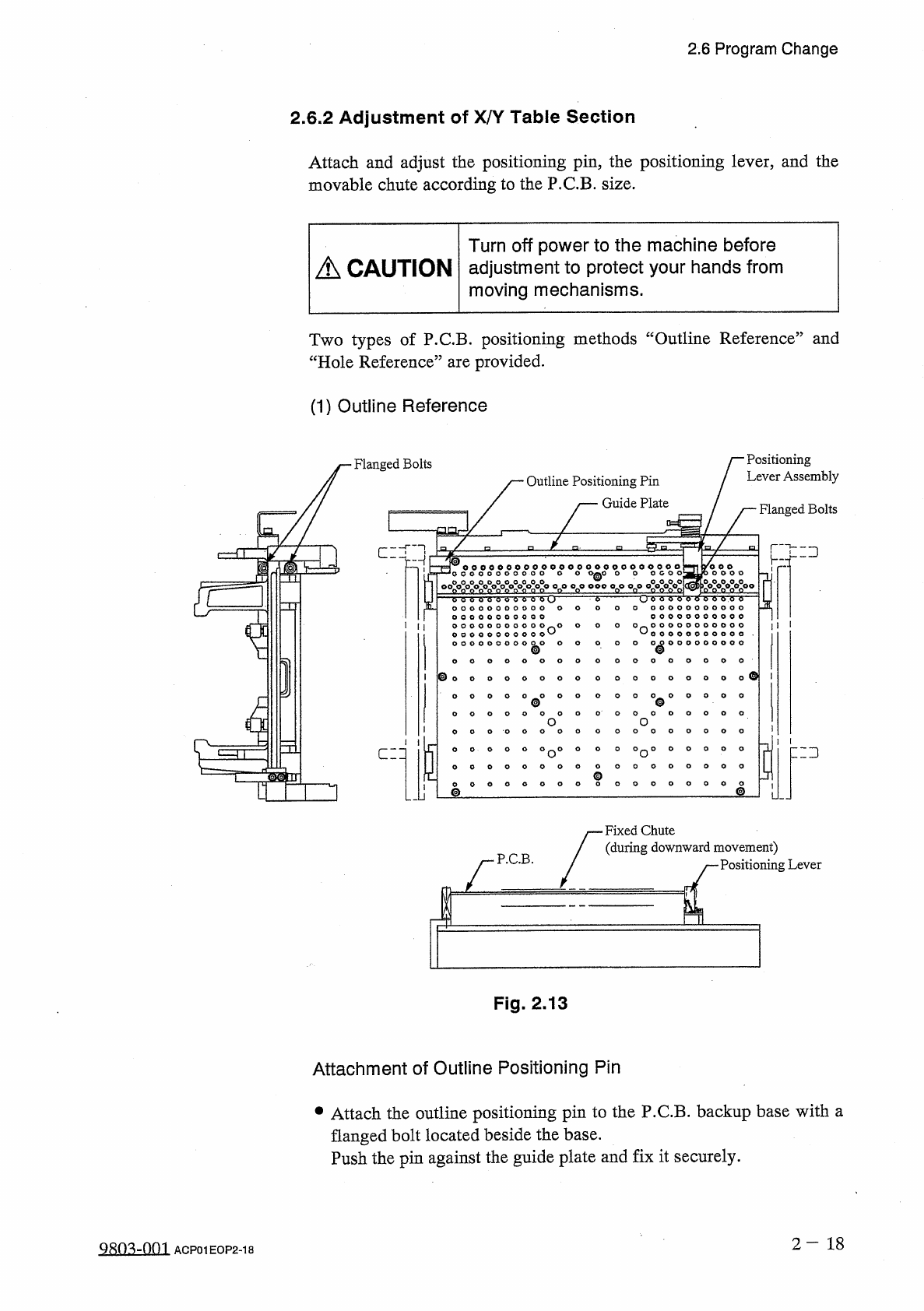
Outline
Reference
Positioning
Lever
Assembly
Flanged
Bolts
Outline
Positioning
Pin
Guide
Plate
Flanged
Bolts
匚
:
:
二
:
]
J
sro
0
c
0
o
0
o
0
o
0
o
00
°
o
0
o
000
°
o
°
°
o
°
°
o
|
o
00000
o
°
°
o
0
e
°
o
0
o
!
o
。
欢
。
m
双极
。
八
。
-
°
-
o
-
o
-
or
,
o
o
o
)
0
0 0
0
=
ET
O O O O O O O O O O
O n O
O
O
O
O n
o
o o o o o o o o o o
o o o o o o o o o o o
^
1
^
o o o o o o o o o o o
•
°
°
000000000
0
0 0 0
0 0
^
0
o
o
O
0
o
o
0
O
0
O
O
O
°
°
°
0
°
°
0
4
O
O
O
0
。
0
o
o
o
5
zd
°
°
°
o
°
0 0 0
°
o
°
°
°
o o o o o
o
o o o o o
o o o o o
o
o o o o o
匚二口
g
0
°
0
o
o
©
Fixed
Chute
(
during
downward
movement
)
Positioning
Lever
P
.
C
.
B
.
Fig
.
2.13
Attachment
of
Outline
Positioning
Pin
•
Attach
the
outline
positioning
pin
to
the
P
.
C
.
B
.
backup
base
with
a
flanged
bolt
located
beside
the
base
.
Push
the
pin
against
the
guide
plate
and
fix
it
securely
.
2
-
18
QRO
^
-
Ofn
ACP
01
EOP
2
-
18
2.6
Program
Change
Attachment
and
Adjustment
of
Positioning
Lever
•
Adjust
the
positioning
lever
according
to
the
P
.
C
.
B
.
size
and
attach
it
with
a
flanged
bolt
.
•
Anchor
the
lever
with
the
bolt
such
that
the
positioning
lever
stands
perpendicularly
(
or
reclines
slightly
toward
the
right
side
)
.
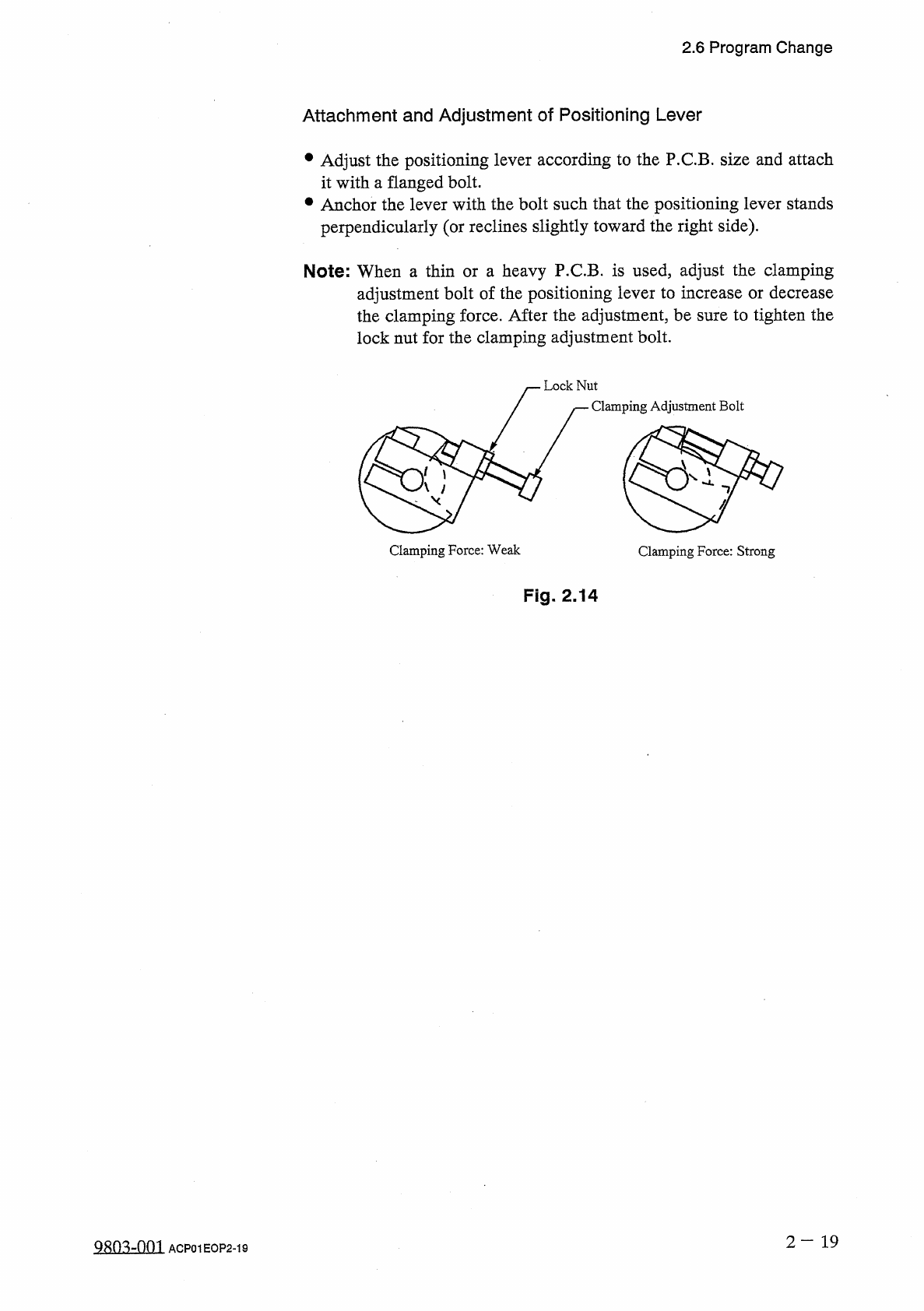
Note
:
When
a
thin
or
a
heavy
P
.
C
.
B
.
is
used
,
adjust
the
clamping
adjustment
bolt
of
the
positioning
lever
to
increase
or
decrease
the
clamping
force
.
After
the
adjustment
,
be
sure
to
tighten
the
lock
nut
for
the
clamping
adjustment
bolt
.
Fig
.
2.14
2
-
19
9803
-
001
ACP
01
EOP
2
-
19
2.6
Program
Change
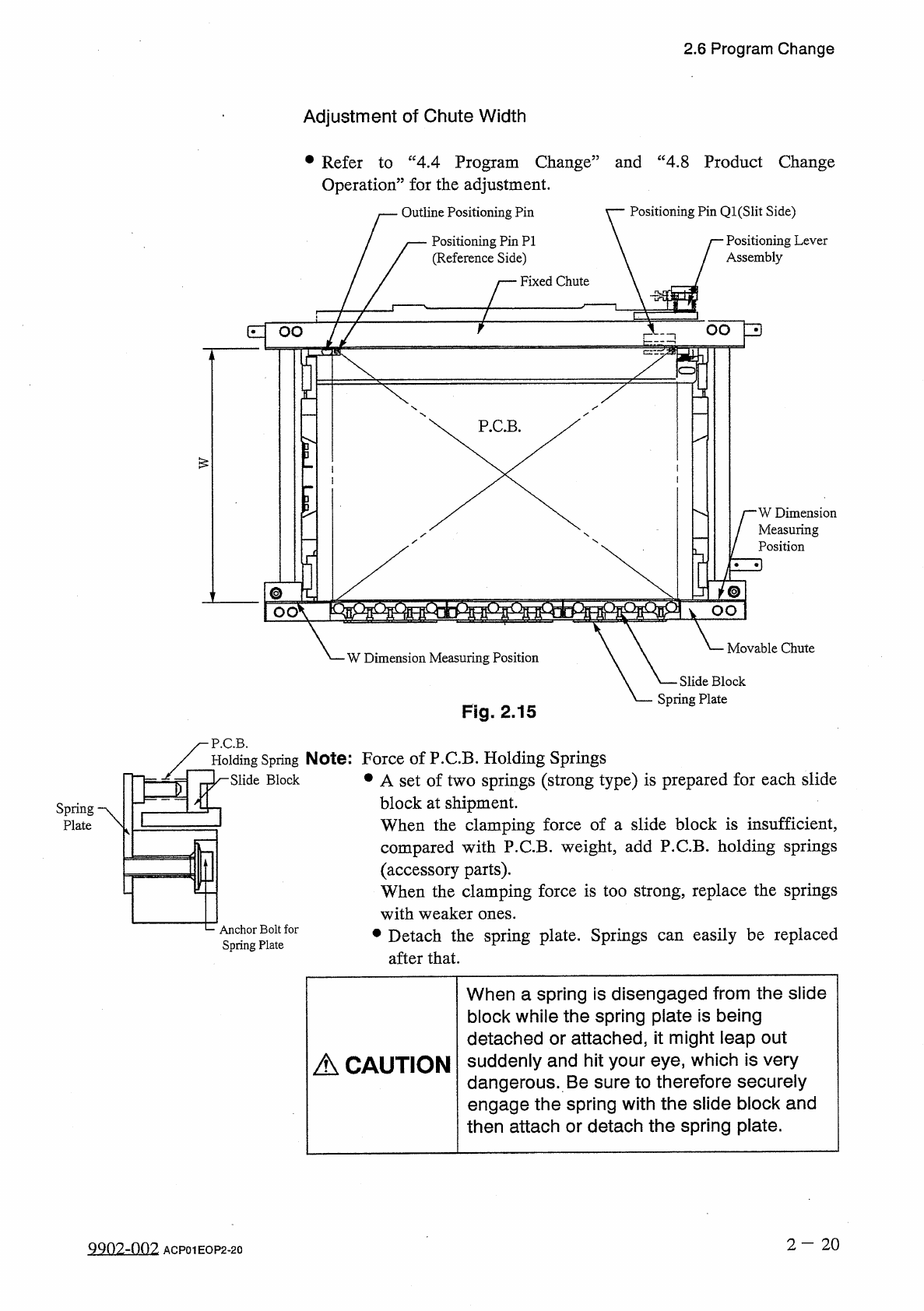
Adjustment
of
Chute
Width
•
Refer
to
“
4.4
Program
Change
”
and
“
4.8
Product
Change
Operation
”
for
the
adjustment
.
Outline
Positioning
Pin
Positioning
Pin
Ql
(
Slit
Side
)
Positioning
Pin
PI
(
Reference
Side
)
Positioning
Lever
Assembly
Fixed
Chute
OO
3
E
:
OO
r
-
:
=
i
P
.
C
.
B
.
5
-
W
Dimension
Measuring
Position
HD
j
®
mmsmmsm
OO
Movable
Chute
W
Dimension
Measuring
Position
Slide
Block
Spring
Plate
Fig
.
2.15
P
.
C
.
B
.
Holding
Spring
Note
:
Force
of
P
.
C
.
B
.
Holding
Springs
•
A
set
of
two
springs
(
strong
type
)
is
prepared
for
each
slide
block
at
shipment
.
When
the
clamping
force
of
a
slide
block
is
insufficient
,
compared
with
P
.
C
.
B
.
weight
,
add
P
.
C
.
B
.
holding
springs
(
accessory
parts
)
.
When
the
clamping
force
is
too
strong
,
replace
the
springs
with
weaker
ones
.
•
Detach
the
spring
plate
.
Springs
after
that
.
Slide
Block
Spring
Plate
C
Anchor
Bolt
for
Spring
Plate
easily
be
replaced
can
When
a
spring
is
disengaged
from
the
slide
block
while
the
spring
plate
is
being
detached
or
attached
,
it
might
leap
out
suddenly
and
hit
your
eye
,
which
is
very
dangerous
.
Be
sure
to
therefore
securely
engage
the
spring
with
the
slide
block
and
then
attach
or
detach
the
spring
plate
.
A
CAUTION
2
-
20
QQ
02
-
002
ACP
01
EOP
2
-
20