1OPERATION_.pdf - 第69页
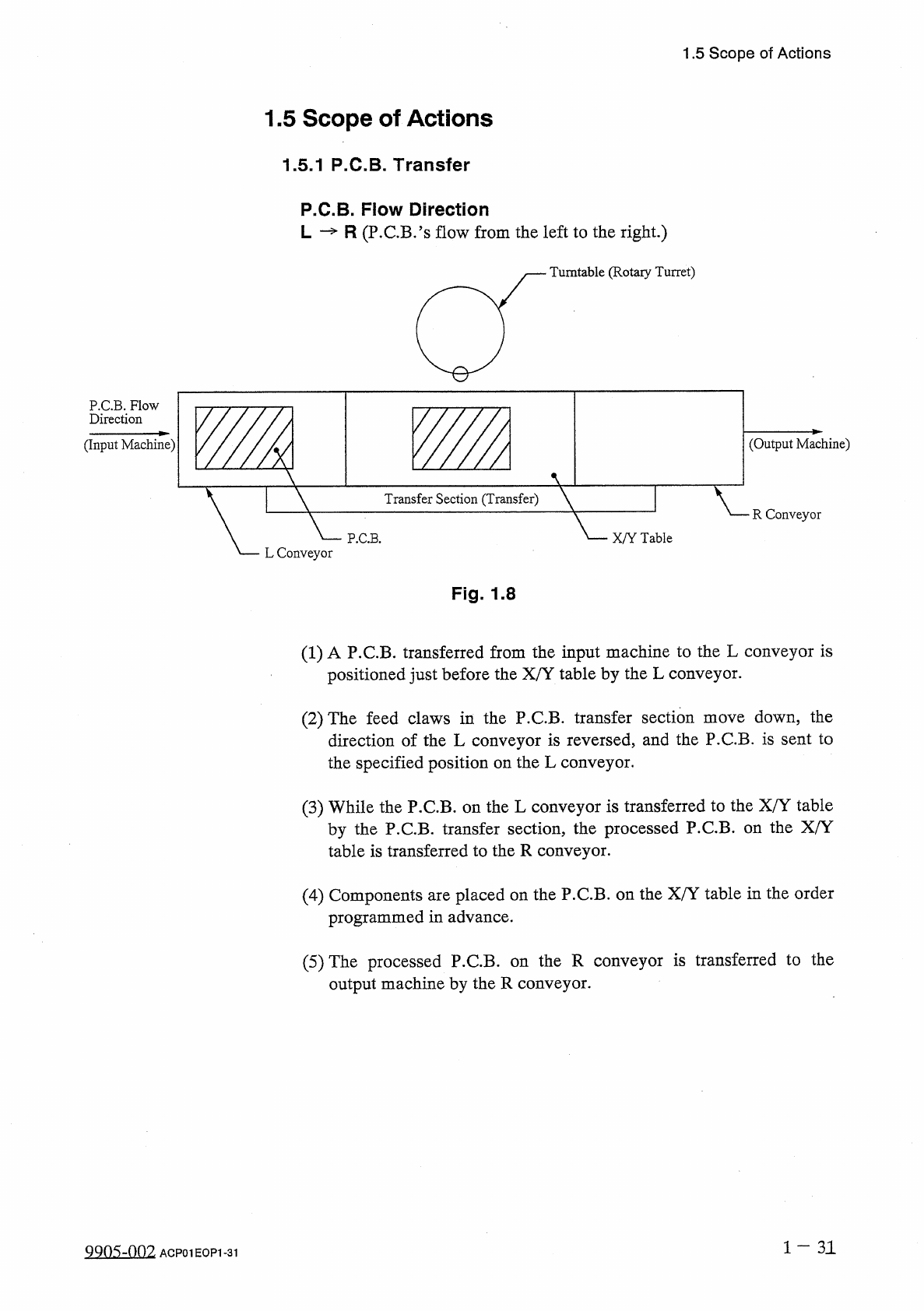
1.5 Scope of Actions P . C . B . Flow Direction R — L ( P . C . B . ’ s flow from the right to the left . ) Turntable ( Rotary Turret ) P . C . B . Flow Direction ( Output Machine ) ( Input Machine ) Transfer Section ( T…
1.5
Scope
of
Actions
1.5
Scope
of
Actions
1.5
.
1
P
.
C
.
B
.
Transfer
P
.
C
.
B
.
Flow
Direction
L
—
R
(
P
.
C
.
B
.
’
s
flow
from
the
left
to
the
right
.
)
Turntable
(
Rotary
Turret
)
P
.
C
.
B
.
Flow
Direction
(
Input
Machine
)
(
Output
Machine
)
V
Transfer
Section
(
Transfer
)
R
Conveyor
P
.
C
.
B
.
X
/
Y
Table
L
Conveyor
Fig
.
1.8
(
1
)
A
P
.
C
.
B
.
transferred
from
the
input
machine
to
the
L
conveyor
is
positioned
just
before
the
X
/
Y
table
by
the
L
conveyor
.
down
,
the
direction
of
the
L
conveyor
is
reversed
,
and
the
P
.
C
.
B
.
is
sent
to
the
specified
position
on
the
L
conveyor
.
(
2
)
The
feed
claws
in
the
P
.
C
.
B
.
transfer
section
move
(
3
)
While
the
P
.
C
.
B
.
on
the
L
conveyor
is
transferred
to
the
X
/
Y
table
by
the
P
.
C
.
B
.
transfer
section
,
the
processed
P
.
C
.
B
.
on
the
X
/
Y
table
is
transferred
to
the
R
conveyor
.
(
4
)
Components
are
placed
on
the
P
.
C
.
B
.
on
the
X
/
Y
table
in
the
order
programmed
in
advance
.
the
R
conveyor
is
transferred
to
the
(
5
)
The
processed
P
.
C
.
B
.
output
machine
by
the
R
conveyor
.
on
1
-
31
QQ
05
-
nf
)
2
ACP
01
EOP
1
-
31
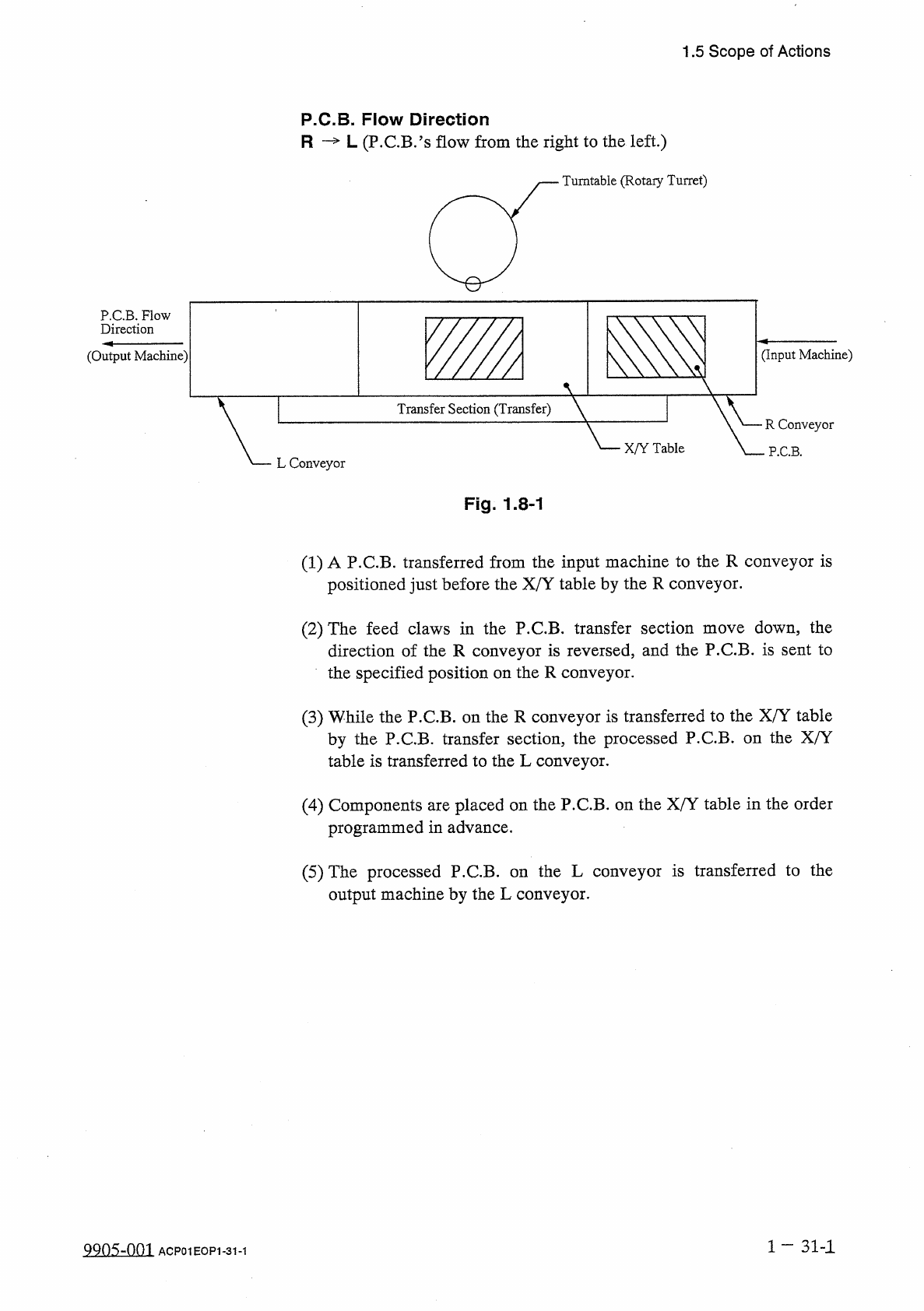
1.5
Scope
of
Actions
P
.
C
.
B
.
Flow
Direction
R
—
L
(
P
.
C
.
B
.
’
s
flow
from
the
right
to
the
left
.
)
Turntable
(
Rotary
Turret
)
P
.
C
.
B
.
Flow
Direction
(
Output
Machine
)
(
Input
Machine
)
Transfer
Section
(
Transfer
)
R
Conveyor
X
/
Y
Table
P
.
C
.
B
.
L
Conveyor
Fig
.
1.8
-
1
(
1
)
A
P
.
C
.
B
.
transferred
from
the
input
machine
to
the
R
conveyor
is
positioned
just
before
the
X
/
Y
table
by
the
R
conveyor
.
(
2
)
The
feed
claws
in
the
P
.
C
.
B
.
transfer
section
move
down
,
the
direction
of
the
R
conveyor
is
reversed
,
and
the
P
.
C
.
B
.
is
sent
to
the
specified
position
on
the
R
conveyor
.
(
3
)
While
the
P
.
C
.
B
.
on
the
R
conveyor
is
transferred
to
the
X
/
Y
table
by
the
P
.
C
.
B
.
transfer
section
,
the
processed
P
.
C
.
B
.
on
the
X
/
Y
table
is
transferred
to
the
L
conveyor
.
(
4
)
Components
are
placed
on
the
P
.
C
.
B
.
on
the
X
/
Y
table
in
the
order
programmed
in
advance
.
(
5
)
The
processed
P
.
C
.
B
.
on
the
L
conveyor
is
transferred
to
the
output
machine
by
the
L
conveyor
.
1
—
31
-
1
QQns
-
om
ACP
01
EOP
1
-
31
-
1
1.5
Scope
of
Actions
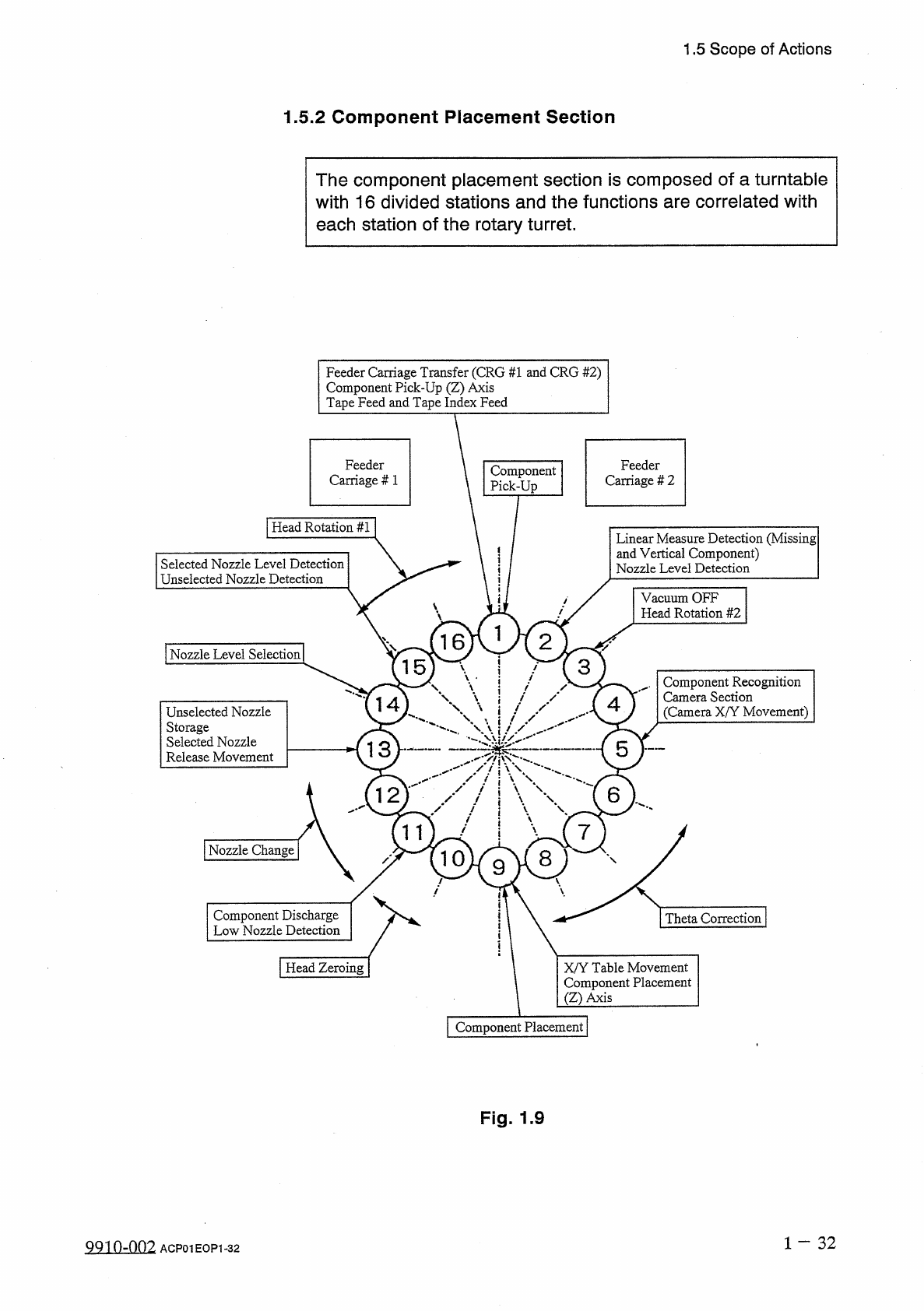
1.5
.
2
Component
Placement
Section
The
component
placement
section
is
composed
of
a
turntable
with
16
divided
stations
and
the
functions
are
correlated
with
each
station
of
the
rotary
turret
.
Feeder
Carriage
Transfer
(
CRG
#
1
and
CRG
#
2
)
Component
Pick
-
Up
(
Z
)
Axis
Tape
Feed
and
Tape
Index
Feed
Feeder
Carriage
#
1
Feeder
Carriage
#
2
Component
Pick
-
Up
|
Head
Rotation
#
1
Linear
Measure
Detection
(
Missing
and
Vertical
Component
)
Nozzle
Level
Detection
Selected
Nozzle
Level
Detection
Unselected
Nozzle
Detection
Vacuum
OFF
Head
Rotation
#
2
2
16
[
NozzleLevel
Selection
|
3
15
)
\
Component
Recognition
Camera
Section
(
Camera
X
/
Y
Movement
)
\
14
4
Unselected
Nozzle
Storage
Selected
Nozzle
Release
Movement
"
、
'
皱
:
5
13
6
12
11
7
I
Nozzle
Change
W
9
8
|
Theta
Correction
|
Component
Discharge
Low
Nozzle
Detection
I
Head
Zeroing
X
/
Y
Table
Movement
Component
Placement
(
Z
)
Axis
|
Component
Placement
|
Fig
.
1.9
1
-
32
QQ
10
-
002
ACP
01
EOP
1
-
32