KE-3010A_机器控制参数.pdf - 第102页
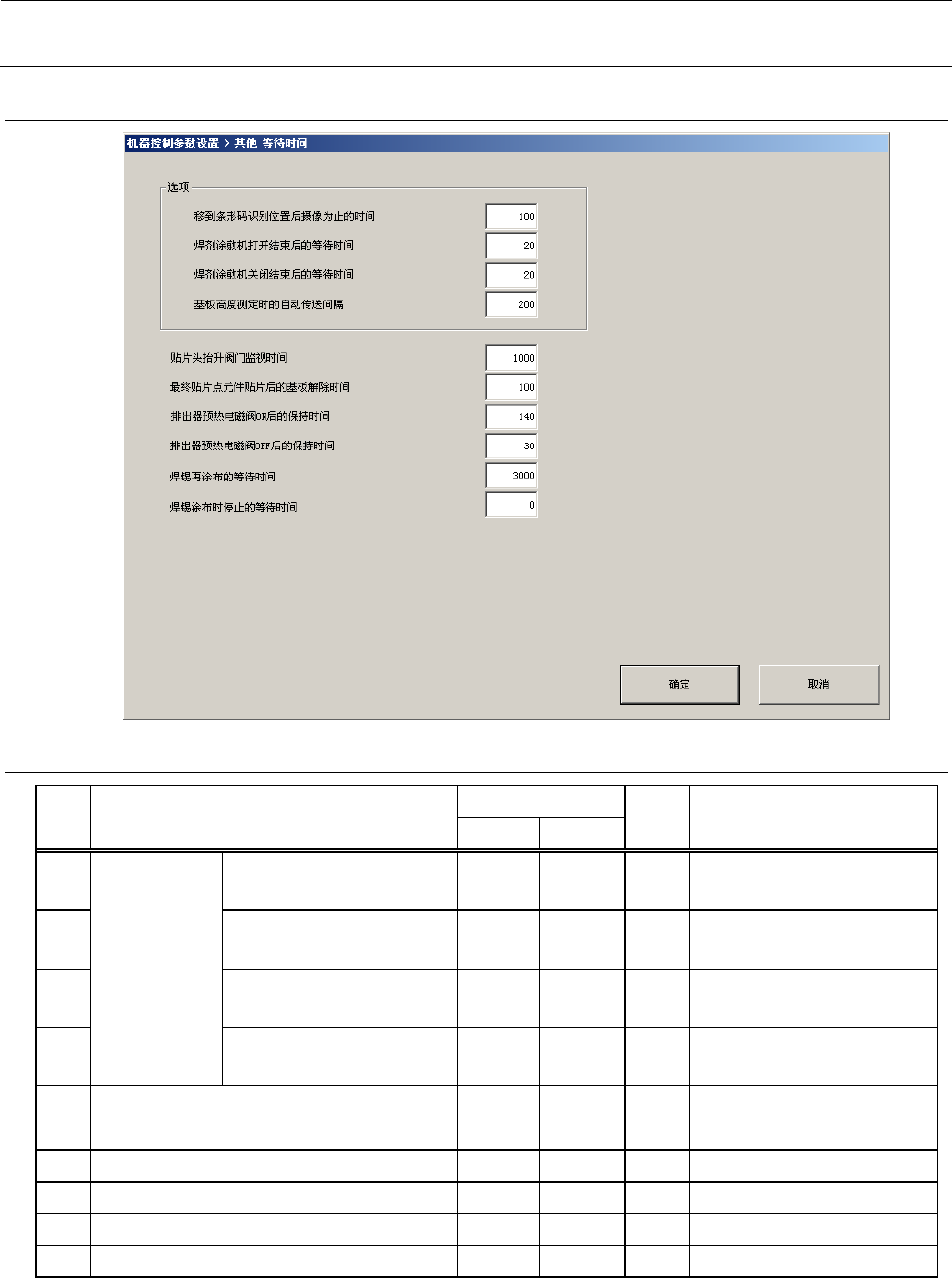
机器控制参数 2- 93 2-5- 14 其他等待时间 2-5- 14 -1 设定项目 No. 项目 输入范围 单位 备考 最小值 最大值 1 选项 移到条形码识别位置后 摄像为止的时间 2 焊剂涂敷机打开结束后 的等待时间 3 焊剂涂敷机关闭结束后 的等待时间 4 基板高度测定时的自动 传送时间 5 贴片头抬升阀门监视时间 6 最终贴片点元件贴片后的基板解除时间 7 排出器预热电磁阀 ON 后的保持时间 8 排出器预热电磁阀 OFF …
机器控制参数
2-92
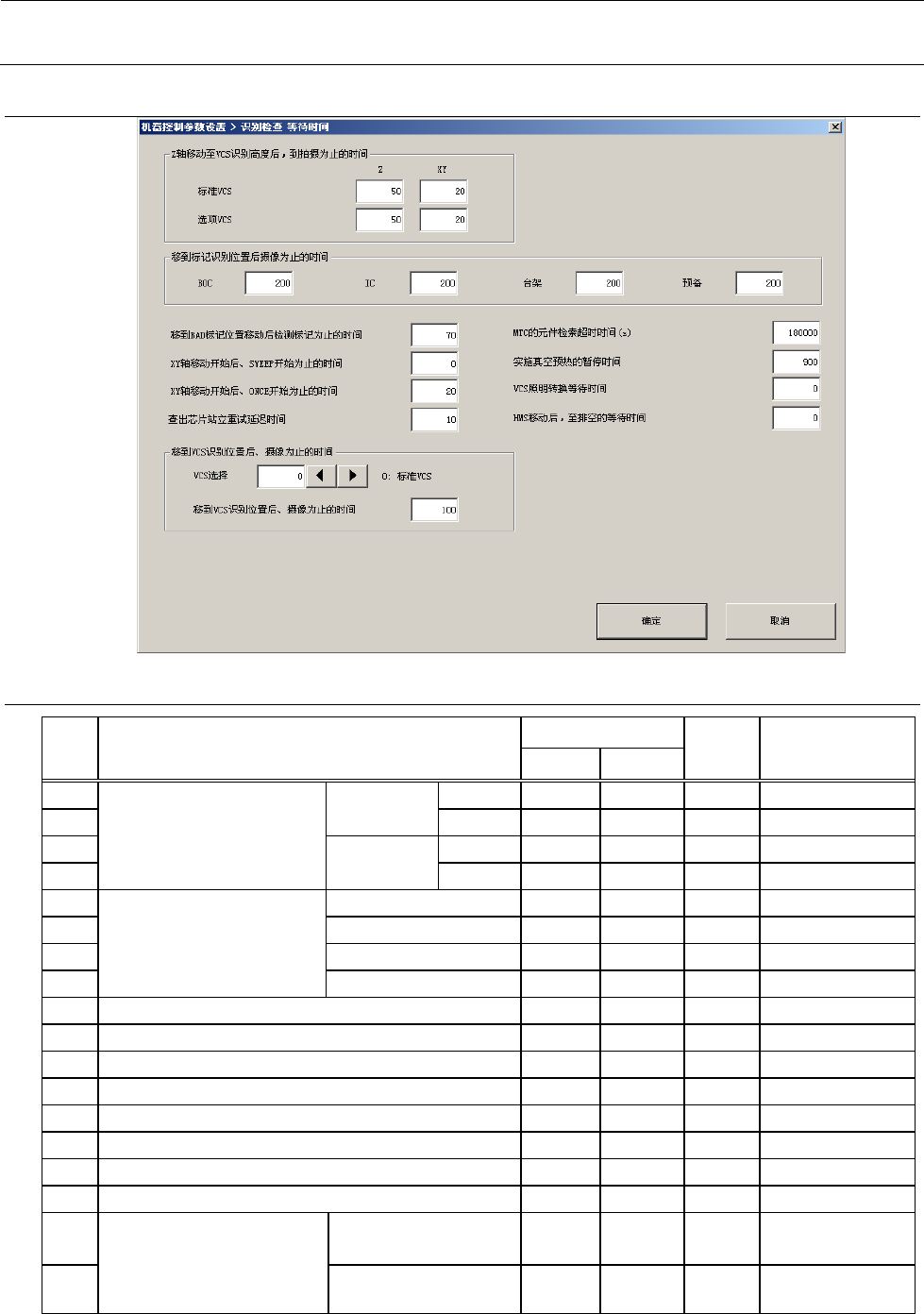
2-5-13
识别检查等待时间
2-5-13-1
设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1
Z
轴移动到
VCS
识别高
度后,到拍摄为止的时间
标准
VCS
Z
2
XY
3
选项
VCS
Z
4
XY
5
移到标记识别位置后摄
像为止的时间
BOC
6
IC
7
台架
8
预备
9
移到
BAD
标记位置移动后检测标记为止的时间
10
XY
轴移动开始后、
SWEEP
开始为止的时间
11
XY
轴移动开始后、
ONCE
开始为止的时间
12
查出芯片站立重试延迟时间
13
MTC
元件检索超时时间(
s
)
s
14
实施真空预热的暂停时间
s
15
VCS
照明转换等待时间
预约
16
HMS
移动后的稳定等待时间
17
移到
VCS
识别位置后、摄
像为止的时间
VCS
选择
0
1
0
:准
VCS
1
:选配
VCS
18
移到
VCS
识别位置
后、摄像为止的时间
机器控制参数
2-93
2-5-14
其他等待时间
2-5-14-1
设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1
选项
移到条形码识别位置后
摄像为止的时间
2
焊剂涂敷机打开结束后
的等待时间
3
焊剂涂敷机关闭结束后
的等待时间
4
基板高度测定时的自动
传送时间
5
贴片头抬升阀门监视时间
6
最终贴片点元件贴片后的基板解除时间
7
排出器预热电磁阀ON后的保持时间
8
排出器预热电磁阀OFF后的保持时间
9
焊锡再涂布的等待时间
0 65535 ms
用于旋转式焊锡转写装置
10
焊锡涂布时停止的等待时间
0
65535
ms
用于旋转式焊锡转写装置
机器控制参数
2-94
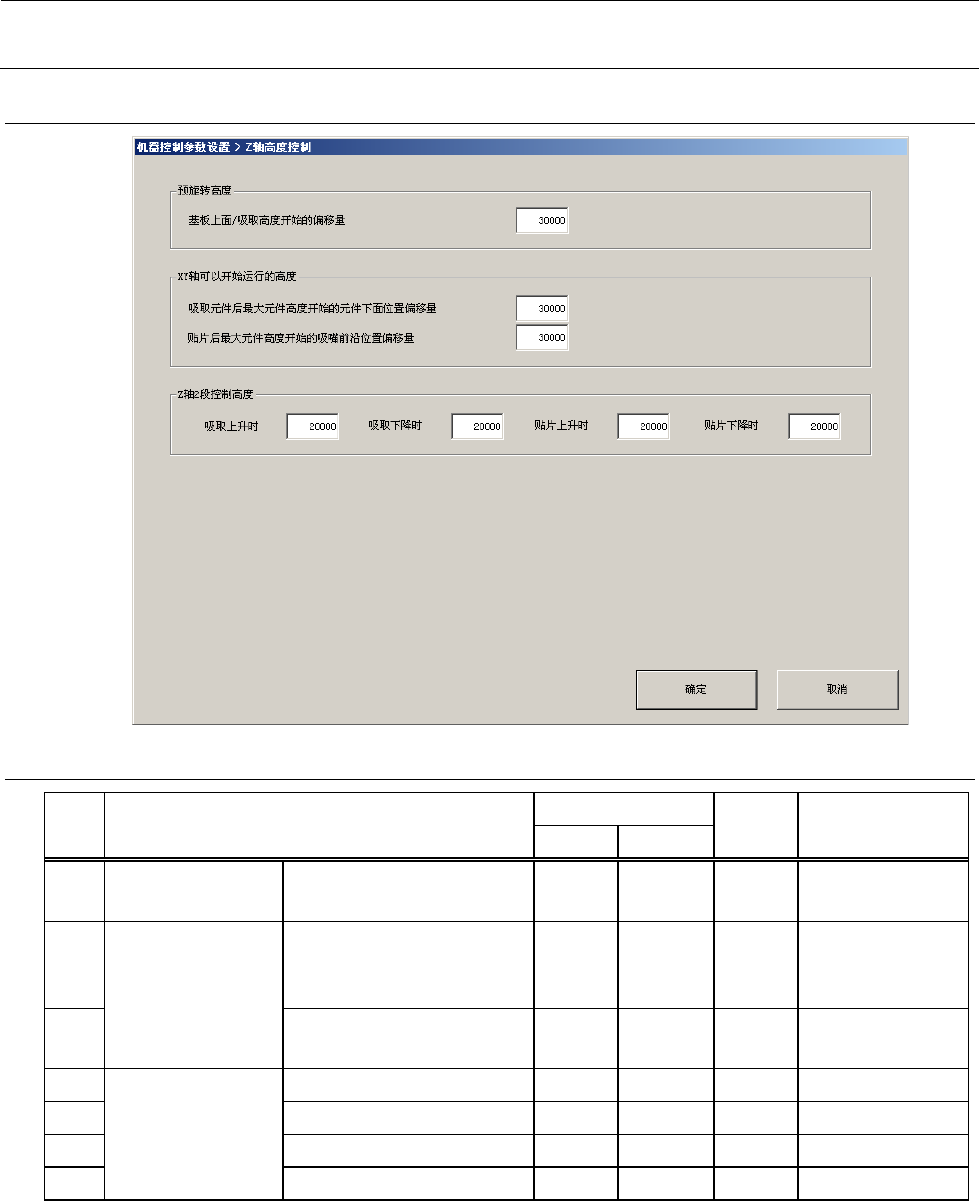
2-5-15 Z
轴高度控制
2-5-15-1
设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1
预旋转高度
基板上面/吸取高度开始
的偏移量
2
XY轴可以开始运
行的高度
吸取元件后最大元件高度
开始的元件下面位置偏移
量
3
贴片后最大元件高度开始
的吸嘴前沿位置偏移量
4
Z轴2段控制高度 吸取上升时
5
吸取下降时
6
贴片上升时
7
贴片下降时