IPC CH-65B CHINESE.pdf - 第145页
在小 产 量 且 通 风 良好 的 地 方 ( 如 焊 后 修 补 ) 。大 产 量 则 需 要 严格 、合 理 设计的 批或者 在线清洗设 备 。 根 据 国 家 和 地 方法规 的 规定 设 备 设计 应 该 包 括 灭 火 线和 防 爆 线,并在设 备 周围 隔 离 一 块 区 域 。 10.7.2 卤 化溶剂 卤 化和 溴 化 溶剂 不易 燃 且 适用 于 汽相清洗设 备 , 它 能 保 证 蒸 汽 水 平和工 作场 所 空 气…
通常,带有稳定剂的溶剂清洗设备当暴露在过量的水中时必须管理完善。在过量的水中,稳定剂会
被提取,可能导致溶剂分解(以前称为变酸,更精确的讲,会降解为有害的分解物),特别是当使用
酸受体稳定剂。因此,许多氯化和溴化溶剂的用户都会根据美国材料和实验协会ASTM D2942定期测
试它们的酸接受力。
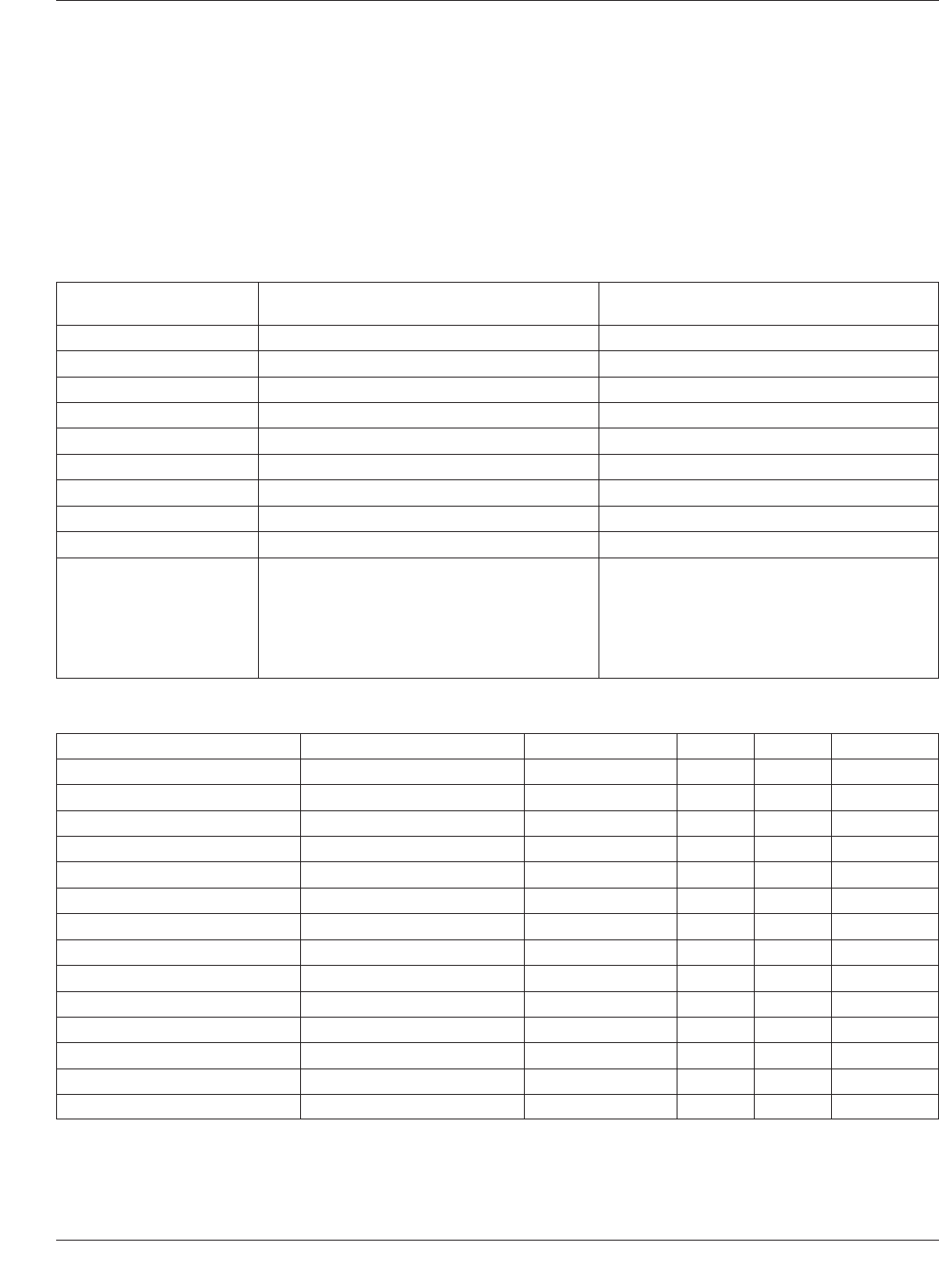
10.7 溶剂的分类和特点 大多数溶剂都用在电子组装清洗应用中,主要可
分为以下3类(参照表10-
2)。此分类连同表10-3中的污染物类型可作为选择合适清洗剂的导向。例如,如果需要清洗一个单
独器件上的污染物像润滑油(非极性),那么一个非极性溶剂如脂肪族烃则需要使用。如果污染物,
像活性助焊剂,包含多种成分,那么就应该使用极性和非极性的混合溶剂。
10.7.1 碳氢化合物溶剂 这个类别的溶剂包
括:饱和烃如脂肪族和圆脂肪族,不饱和烃如芳香剂和
松烯和氧化的碳氢化合物如乙醇、乙醚、脂类和酮类。虽然可以清除焊接助焊剂和很多极性污染
物,但这些溶剂却易挥发和易燃。有时,这些溶剂可能还不能兼容一些特定的材料。此类通常应用
表10-2 电⼦组装污染物(残留物)
种类1
(极性或者离⼦性)
种类2
(⾮极性或者⾮离⼦型)
种类3
(微粒)
助焊剂活化剂树脂助焊剂 钻孔和/或者冲孔时的松香和玻璃纤维碎屑
活化剂残留物 松香助焊剂 机械加工和/或者整修时的金属和塑料垫片
焊接盐类 油类 指纹(微粒)
指纹(钠和钾) 油脂 绝缘
残留的电镀盐类 蜡类 毛发/皮肤
残留的蚀刻盐类 合成聚合物
中和物焊接油类
有机胺 金属氧化物
表面活性剂(离子) 指纹(护肤油)
下列物质降解
为聚乙二醇物:
-产品
-手霜
-润滑油
-聚硅酮
-表面活性剂(非离子型)
表10-3 溶剂分类和特征
溶剂 化学式 沸点介电常数 偶极距 类别
水 H-O-H 100° C[312° F] 80 1.85 极性质子
甲醇 CH
3
-OH 68° C[154° F] 33 1.70 极性质子
乙醇 CH
3
-CH
2
-OH 78° C[172° F] 24.3 1.69 极性质子
异丙醇 CH
3
-CH(-OH)CH
3
82° C[180° F] 18 1.66 极性质子
丙酮 H
3
C-(C=O)-CH
3
56° C[133° F] 20.7 2.88 极性非质子
二氯甲烷 CH
2
Cl
2
40° C[104° F] 9.08 1.60 极性非质子
三氯乙烯 CCl
2
=CHCl 87° C[189° F] 3.40 0.90 极性非质子
反-1,2-二氯乙烯 CHCl=CHCl 48° C[118° F] 4.6 1.90 极性共价
1,1-二氯-2,2,3,3,3-五氟丙烷 CF
3
CF
2
CHCl
2
54° C[129° F] 6.11 1.4 极性非质子
1,3-二氯-1,1,2,2,3-五氟丙烷 CF
2
Cl-CF
2
-CFHCl 54° C[129° F] 6.11 1.4 极性非质子
正溴丙烷 CH
3
-CH
2
-CH
2
Br 70° C[150° F] 7.2 极性非质子
九氟丁基甲醚 CH
3
-O-C
4
F
9
61° C[142° F] 7.4 非极性
九氟丁基乙醚 CH
3
-CH
2
-O-C
4
F
9
76° C[169° F] 7.4 非极性
2,3-二氢十氟戊烷 CF
3
-CHF-CHF-CF
2
-CF
3
55° C[131° F] 非极性
IPC-CH-65B-C 2011年7月
130
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

在小产量且通风良好的地方(如焊后修补)。大产量则需要严格、合理设计的批或者在线清洗设备。
根据国家和地方法规的规定设备设计应该包括灭火线和防爆线,并在设备周围隔离一块区域。
10.7.2 卤化溶剂 卤化和溴化溶剂不易燃且适用于汽相清洗设备,它能保证蒸汽水平和工作场所空
气浓度低于暴露极限。这些溶剂对清除
大部分的非极性污染物如切削油、焊接和操作油类、松香助
焊剂和有机膜非常有效。但是,它们的强溶解能力要求和一些用在PCB清洗工艺中的材料和器件进
行兼容性测试。
氟化溶剂(HCFCs,HFCs,和HFEs)不易燃。它们可分解一些油类和助焊剂,可用在汽相清洗设备
中。它们的溶解力不如氯化溶剂和溴化溶剂的强,所以它们通常跟其它溶剂混合形成混合物或者共
沸物,这样在保持材料相互兼容的同时达到最佳的清洗效果。
10.8 溶剂清洗设备/⼯艺
10.8.1 简介 这个部分涉及到最常见的溶剂清洗工艺类型和清洗系统。每个系统都可概括为3个部
分:(1)定义;(2)设备选择;(3)注意事项。特定的设备特征可能需要满足国家或者地方的法
规。
10.8.2 批汽相清洗
10.8.2.1 定义和⼯艺描述 汽相清洗是近来最受欢迎的溶剂除焊方法。特别为此工艺配制的溶剂在
沸腾时蒸汽被凝结随即返回到沸水槽内。当溶剂沸腾时,产生的蒸汽沸点比清除的助焊剂和污染物
的沸点要低。这个过程导致大量蒸汽剩余,从而形成一种连续不断的溶剂清洗源。
当一个部件如印刷线路组件被放入蒸汽中,此部件温度和溶剂蒸汽温度的差异会导致蒸汽在较冷部
件上凝结,从而带走助焊剂。而实际应用中,简单的
蒸汽凝结并不能完全去除助焊剂,因为层压塑
料的热容量比同体积的金属件要低很多。因此,凝结的蒸汽被引入到附加的槽中,并对待清洗部件
进行喷淋处理。水槽和/或者喷雾箱需有序排列,这样清洗溶剂可以从一个水槽串联到另一个水槽,
最后回到沸水槽,再从清洗设备中逆流冲洗器件。同时,由于印制电路板的
冷凝力不佳,将其浸没
在沸腾溶剂中会加快污染物的分解。
清洗过程中会有许多变动,用户应该跟溶剂制造商和/或者设备制造商合作来优化各自的清洗系统。
汽相清洗设备通常都由不锈钢制成,电加热,直接的制冷系统或者冷水冷却。
10.8.2.2 设备特征 如下选项可能不完全适用于所有设备:
•低液位安全开关。
•手动喷淋(冷却或者加热
,有加热的优选)。
•内部喷淋。
• 微粒过滤器系统。
• 去湿除水系统(若需要)。
•超声波(加到冲洗槽内)。
• 自动加盖设施。
• 自动起重机。
• 专用溶剂控制设备。
• 干舷冷却装置。
2011年7月 IPC-CH-65B-C
131
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

• 溶剂回收设备。
•除湿盘管。
• 热蒸汽循环。
•高热蒸汽区。
•冷却管。
•沸腾加热器。
• 真空设备。
10.8.2.3 注意事项 操作汽相清洗工艺的最佳做法是减少输入源的变动。如下规范应该注意:
• 用户应该注意污染物是否在沸腾箱里堆积。在除助焊剂的过程中可能会污染产品,这对后来的组装
操作会产生不利影响,例如,敷形涂覆、
元器件键合等等。这种情况,应该必要设计一个单独的设
备、一个额外的沸腾箱或者其它方法以保持沸腾箱清洁。
•避免将设备放在气流快速的位置。
• 所有国家和联邦的安全机构要求进入和排出的速度不能超过3.4米/分钟[11英尺/分钟]。
• 水是汽相清洗溶剂的克星,因此,通过冷却管凝结并进入汽相清洗设备里的水分需要严格控制和去
除。在不含酒精的溶剂中,通过一个建在设备里的机械脱水器来实现防水。干燥剂或者脱水器用来
移除的溶剂和其混合物取决于所用的溶剂/混合物(联系溶剂供应商来寻求具体建议)里的水分。
干燥剂的材质如分子筛或者硅胶会吸收水分。如果含酒精的溶剂被使用,建议使用为三埃孔径的分
子筛。这个气孔尺寸在不移除酒精的同时,可将水分
从溶剂凝结回流管中移除。当然,请向溶剂制
造商咨询特定干燥剂的使用建议。
• 汽相清洗需远离热源,特别是火花、加热器、焊接操作和明火,来避免溶剂蒸汽的热降解。
• 用户应该注意不良现象的产生,污 染 物 可以在沸腾箱内堆积,去焊剂的过程中存在污染产品的可
能,这对后来的组装操作会产生不利影响,例如敷形涂覆、元器件键
合等等。这种情况下就应该设
计一个能够保持沸腾箱清洁的方案。
10.8.3 传送式的喷淋清洗
10.8.3.1 定义和⼯艺描述 是器件通过机械方法如传输带或者传输链运输,溶剂通过机械泵运输来
进行清洗的一种方式。自动化汽相喷淋去焊剂形式的传输带喷淋清洗是去除印制电路板助焊剂最受
欢迎的方法,可以在保证产量和制程管控的同时,降低成本。现代的传送设备使用了多种清洗和冲
洗步骤,器件从汽相线上方被运
送到汽相/空气界面下方来进行喷淋和/或者浸泡清洗。然后再将器
件运回并远离带蒸汽的区域进入下一步骤。
10.8.3.2 设备特征 如下选项可能不适用于所有设备:
• 微粒过滤器系统。
• 去湿除水系统。
• 溶剂回收设施。
• 液面控制。
•喷淋和/或者过滤器的压力表。
• 可调节的上料/卸料输送系统。
•温度检测仪器。
• 自动溶剂传输系统。
IPC-CH-65B-C 2011年7月
132
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---