IPC CH-65B CHINESE.pdf - 第40页
设计人员和制程工程 师 面对的挑战 是 制 定 和 依 循 一个 跨 组件、 全方 位的 再 流 焊 曲 线 以 使焊接效率最 大化 但 不会 过热或者 炭 化,和 /或者使助焊剂残留氧 化而 形 成不可清洗的 状态 。 再 流 焊 曲 线代表了在 元器 件开 裂 、 立碑 、 芯 吸 、 锡 球 、 桥 连 、 锡珠 、 冷 焊 ,和 金属 间 化合 物形 成 这些 形 式 的 缺陷 率 中的 一个 重 要 因素 。 考虑 清洗和清洗…

倒装芯片封装和如DF、QF和盘栅阵列(LGA)等正被越来越多的用于制造大量的高容量电子产
品。在这些情况下,应该提醒设计师必须尽一切努力确保清洗不被阻碍。由设计人员和组装业者形
成团队,以确保电子功能最大化且高良率的制造是成功的关键。设计人员和组装业者的团队应该验
证清洗具有低Z轴间隙的部件下方的能力。
多模块先进封装创
建了一系列的挑战。通风帽用于某些封装来保护倒装芯片中的芯片和被动元器
件。小通风孔使清洗液渗透和夹裹在保护盖下的潜在风险。组装厂商担心夹裹在保护盖下的清洗液
干燥后,可能形成离子残留及导致可靠性问题的潜在风险。由于组件的复杂性增加,以倒装芯片为
例说明,元器件设计人员、组装业者和材料供货商必须发展创新的方法以解决这个问题。设计人员
和组装业者
的团队应该验证清洗具有低Z轴间隙的部件下方的能力。2010年IPC/SMTA的清洗/涂
覆会议介绍了新盖子的设计。本文引用此论文且可从IPC或者SMTA得到(Vuono, Bill, 2010, Cleaning
Fluid Entrapment under Vented Flip Chip Packages, IPC/SMTA Cleaning and Coating Conference)。
(参见第5章之敏感元器件讨论。)
4.2.3 组件污染物 清晰理解独特部件的考虑和限制后,在可制造性设计的下一步则考虑组装(通
常是焊接)工艺后,残留在电路板上的污染物的影响。为了更好的理解污染物的风险,设计人员须
考虑助焊剂残留物的成分、物理特性、数量、清洗材料去除焊接残留物的能力。焊接材料的相互作
用,即助焊剂与相关于组件的热加工工艺及热加工工艺和清洗工艺之间的保留时间对组件的清洁度
会有所影响。后续的处理步骤也可能影响产品的清洁度。
助焊剂同时还要执行以下一些重要的功能:
7
• 去除表面氧化物。
• 防止再氧化-保持产生的表面无氧化。
• 促进产生合金化和机械坚固的接合点。
•降低表面张力以消除桥连和短路。
• 助焊剂也促进了金属焊接工艺中的热稳定性。
• 助焊剂与金属/金属氧化物/电解质溶液界面通过酸碱及氧化还原反应而发生作用。由于元器件焊接
特征的降低,更高的活化剂活性和热稳定
性变得至关重要。另外一个影响电子工业的因素是切换到
低固含量焊料。
2
高锡合金表现不佳的润湿性能和较高的熔点,需要具有高活性活化剂与增加热稳
定性的助焊剂成分,从而增加了助焊剂残留物的程度。
• 关于导体间距,元器件的尺寸和节距可能会增加电迁移和腐蚀的风险。
8
由于转变为无铅焊接,对
金属间间距的可制造性设计指南变得更加敏感。较小的焊点比大接合点更快被腐蚀殆尽。
9
由于粒
径的减小增大了锡粉的暴露面积使得良好的焊料锡粉氧化作用加大。由于无铅焊料比锡铅焊料更容
易氧化,从锡铅焊料改变为无铅焊料更进一步恶化了该问题。
9
问题由带有较高程度的离子助焊剂
残留物的电路板所产生,这增加了电化学反应、金属迁移,和表面电阻降低的风险,从而创造了焊
后清洗的需要。
8
更多信息请参考IPC-5702。
• 焊膏、助焊剂、波峰焊助焊剂影响焊接工艺后残留物去除的程度和难度。助焊剂残留物的不同清洗
速率是与助焊剂的组成、再流后时间、再流温度有关。所有电路板设计都必须考虑这些再流焊因素
及参数的重要性。溶剂包含不同类型的分子间相互作用:氢键、离子偶极和偶极间吸引。随着助焊
剂残留物改变,清洗速率也有所不同。对于所有清洗活动,清洗剂和清洗系统-包
括时间、温度和
力度都会影响清洗效果。
4.2.4 热梯度 焊接再流焊曲线是焊接工艺中最重要的因素之一。
7
在印制电路板上的元器件分布密
度大大影响再流焊曲线。重或者大的元器件应该是均匀分布在印制电路板上。由于根据组件上热需
求最高的元器件而设定再流焊曲线可能会导致出现清洗性问题。
2011年7月 IPC-CH-65B-C
25
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

设计人员和制程工程师面对的挑战是制定和依循一个跨组件、全方位的再流焊曲线以使焊接效率最
大化但不会过热或者炭化,和/或者使助焊剂残留氧化而形成不可清洗的状态。再流焊曲线代表了在
元器件开裂、立碑、芯吸、锡球、桥连、锡珠、冷焊,和金属间化合物形成这些形式的缺陷率中的
一个重要因素。考虑清洗和清洗前的一些再流焊工艺条件将会影响清洗助焊剂残留物的难易度。
液相线以上的时间将
使助焊剂成分受到氧化还原反应而必须加入工艺中。
11
峰值温度以上的时间对助
焊剂残留的清洗性有重大影响。在峰值温度,助焊剂从焊点流走。当助焊剂从焊料流走时,残留物
变薄至最低点,而此助焊剂残留将因为过热而氧化或者碳化。这些薄助焊剂膜造成了一个极难清洗
的挑战。
4.2.4.1 多重⼯艺循环 在创造一个双面表面贴装和通孔混合技术电路板组件的流程时,电路板在清
洗工艺之前可能经历多次焊接和因此而产生的热循环。每个额外的热循环将低分子溶质从
树脂结构
中去除而使得助焊剂残留物硬化,从而增加了清洗的挑战。此外,一些较高分子量的树脂可能经历
热氧化而产生一个不同的残留物(聚合或者交联)组合待清洗。
助焊剂技术与共晶锡铅焊料,清洗化学,机械设备创新的共同应用开辟了一致性的工艺窗口而使得
助焊剂残留仍是可洗的。由于高密度组装体、低托高高度元器件和低固含量焊接的趋势,清洗需面
对经多次再流焊循环的助焊剂残留物的困难,这可能需要更
强的清洗条件来克服,但如此可能影响
电路板的兼容性及其组装的元器件。
4.2.4.2 ⽆铅焊接 无铅焊接从清洗性的观点而言带来了一个新的挑战。高锡无铅合金表现出较差的
润湿性与较高的熔点,和较高分子量的助焊剂成分以提高热稳定性。合金润湿不足必须以有利于改
善润湿的助焊剂来 补偿。如此造成用来降低表面张力的助焊剂成分需增加助焊剂活化和合成聚合
物。
12
为了减少空洞,再流焊曲线需要较长的保温时间让挥发物干透,这需要具有较高的抗氧化性、
氧气隔离性能、高热稳定性和低挥发性的助焊剂成份。
12
这些效应转化为更难清洗的较高含量的高分
子量助焊剂残留物。
当设计无铅工艺时,为了锡铅材料而早已存在的清洗工艺设计可能不足以去除无铅助焊剂残留物。
清洗材料可能需要新的材料或者溶解材料的组合来改善高分子量聚合物的溶解。清洗材料可能需要
更高水平的活性皂化剂,它可能引发和加剧兼容性问题。可能需要修改此类工艺的清洗设备,以增
加机械动作和洗涤段的长度,使其与清洗剂有较长的接触时间
。这些设计的相关因素,需要组装者
有责任去验证这些变化仍然符合预期的结果。
4.3 清洗剂的设计⽅案 电子组件清洗材料设计方案涵盖三类,包括溶剂、半水基与水基成份。在
之前的臭氧消耗时代,三氯三氟乙烷(CFC-113)和松香基助焊剂是标准成分。目前,清洗剂的选
择是根据被清洗的污物、生产率、现成的清洗设备,与结构材料的兼容性,成本,和环境法规。所
有清洗材料类型包含优点和缺点。在大多数情况下,应用推动着清洁材料的类型。
某
些助焊剂材料并非为清洗而设计。有些免洗助焊剂产品被列为可清洗的免洗。在设计方面,组装
业者所选定的焊接材料必须考虑产品是可清洗的。用户应该向它们的焊接材料供应商询问关于清洗
的性能。
4.3.1 溶剂清洗材料 溶剂清洗材料使用四个构件的一至三个:溶解力、次要成份和润湿。几类溶
剂已被确定为替代臭氧消耗的化学品。当清洗电路组件或者先进封装时,溶剂清洗的一个关键性质
是使用后成份的挥发。汽化热将溶剂从液相转变成蒸气态。有
些溶剂清洗剂的混合物,形成恒沸物
或者类似恒沸物恒沸点的性质。呈现低汽化热、扩散和极性性质的成份是适合于印制线路板的蒸气
脱脂候选者。它们可能是自清洗和低残留。挥发性和易蒸发也可被视为缺点包括在排放上的遏制、
可燃性、毒性和地方法规。平衡清洗剂的正面和负面的特性是必要的。
IPC-CH-65B-C 2011年7月
26
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
通常用在部件的溶剂清洗材料在清洗工艺中或者在需要更好润湿的地方不能耐受水。需要去除的污
染物(助焊剂残留)必须分散和溶解在清洗溶剂中。作为从松香基材料演变来的助焊剂,水溶性、
低残留和合成成分可能或者不可能分散和溶解到溶剂中而被清洗。选择焊膏和波峰焊助焊剂必须以
溶剂溶解为基础。
4.3.2 半⽔基清洗材料 半水基是溶剂洗涤/水冲洗的工艺。半水基产品使用三个要素:溶解力、润
湿
和在配方 设计中的少量成份。目的是将污物从组件或者元器件的表面溶出。一旦洗涤步骤完成
后,部件通过一系列的去离子水冲洗步骤以去除洗涤用的化学品,斑点膜和离子残留等。部件最后
被干燥去水并且通常达到检测不到的污染残留。
当选择半水基清洗溶剂时,会存在广泛的产品选择。具有不同的化学结构的有机溶剂混合物被选
择。大多数是低蒸汽压溶剂,润湿剂和抑制剂
的结合。它们被设计为去除极性(助焊剂、离子盐)
和非极性(轻质油、指纹、灰尘)污物。半水基清洗剂由于其稳定的结构和容纳高含量污物的趋
向,而具有从两个月到一年的典型的清洗寿命。应用温度介于24° C~71° C[75° F~160° F]之间,取决
于溶剂与温度相对的活性水平和溶剂的闪燃点。半水基化学品与大多数用于电子组件的元器件有良
好的兼容性。
4.3.3 ⽔基清洗材料 水基
清洗材料是可溶于水的工程浓缩液体。水基清洗材料是不易燃并且通常
在高能量的机器上处理(表4-2)。高能量的机器提供速度、压力、喷淋渠道和流量来传输清洗剂。水
基浓缩产品根据“清洗速率定理”工作,即:静态清洗速率(清洗材料在其没有撞击能量的温度和
浓度状况下溶解残留助焊剂的速率)加上动态清洗速率(在清洗机中的能量和时间)等于工艺清洗
速率。
13
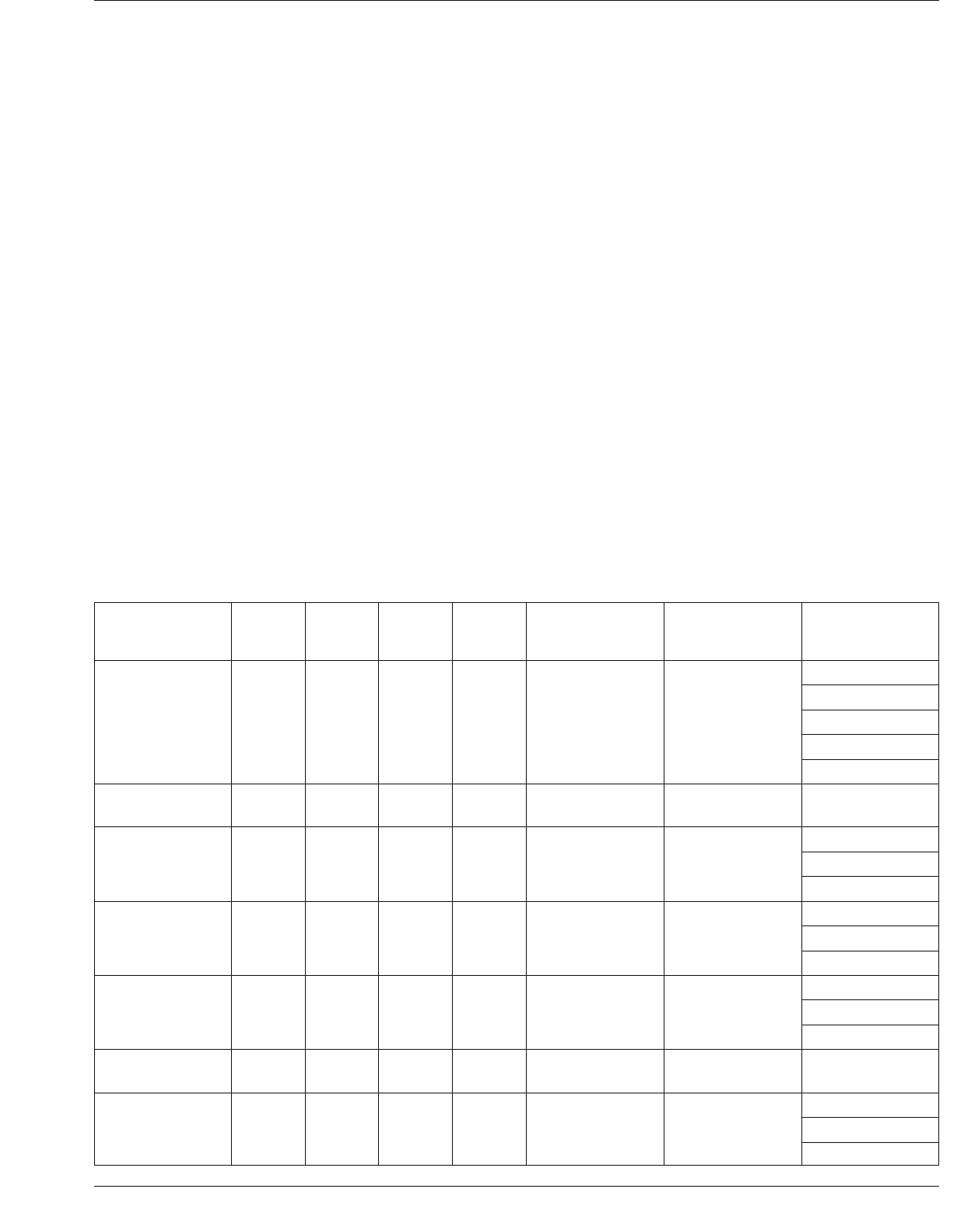
表4-2 电⼦组件清洗剂的设计⽅案
清洗剂的设计
有机物清
洁能⼒
(溶解的)
反应物皂
化剂 润湿 次要成分
极性
(⽔溶性)
⾮极性
(不溶于⽔) 制程适⽤性
有机溶剂清洗剂 高 无是是
一些是水溶性
的,其它不
是水溶性
一些是非极性
的,其它可能
是部分极性
台式清洗
模板底部擦拭
模板清洗
托盘手指清洁
晶圆级封装
溶剂蒸气脱脂 高 无是是 不足 良好
印制电路板去除
助焊剂
半水基-
非水溶性
高 无是是 不足 良好
PCB去除助焊剂
先进的封装
晶圆级封装
半水基-
水溶性
高低是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除
助焊剂
先进的封装
晶圆级封装
水基溶剂
混合物
高 无是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
模板清洗
焊接前的焊膏
SMT粘合剂
水基溶剂的
高皂化反应
低高是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除助焊剂
水基溶剂的中
皂化反应
中等 中等 是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除助焊剂
先进的封装
模
板/印刷错误
2011年7月 IPC-CH-65B-C
27
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---