00197546-03_UM_SiplaceCA-Serie_ZH.pdf - 第281页
《用户手册》 SIPLACE CA- 系列 5 设置与调试 使用软件版本 SC.708.0 或更新 2014 年 1 2 月版 简体中文 5.5 设置贴片机 281 5.5.4.1 预设设备中部支脚的高度 设备中部支脚已被预设。根据贴 片机高度,您可能需要将垫块拧到设备下方。 设置一个 900 mm 的印制板传送导轨高度 5 如果印制板传送导轨高度为 900 mm 就需要使用一个垫块。 确保垫块 90 mm 的一侧已垂 直对齐,而且…
《用户手册》 SIPLACE CA- 系列 5 设置与调试
使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文 5.5 设置贴片机
281
5.5.4.1 预设设备中部支脚的高度
设备中部支脚已被预设。根据贴片机高度,您可能需要将垫块拧到设备下方。
设置一个 900 mm 的印制板传送导轨高度 5
如果印制板传送导轨高度为 900 mm 就需要使用一个垫块。
确保垫块 90 mm 的一侧已垂直对齐,而且固定设备中部支脚的螺丝孔对着下方。
5
5
5
5
5
5
5
5
5
5
5
5
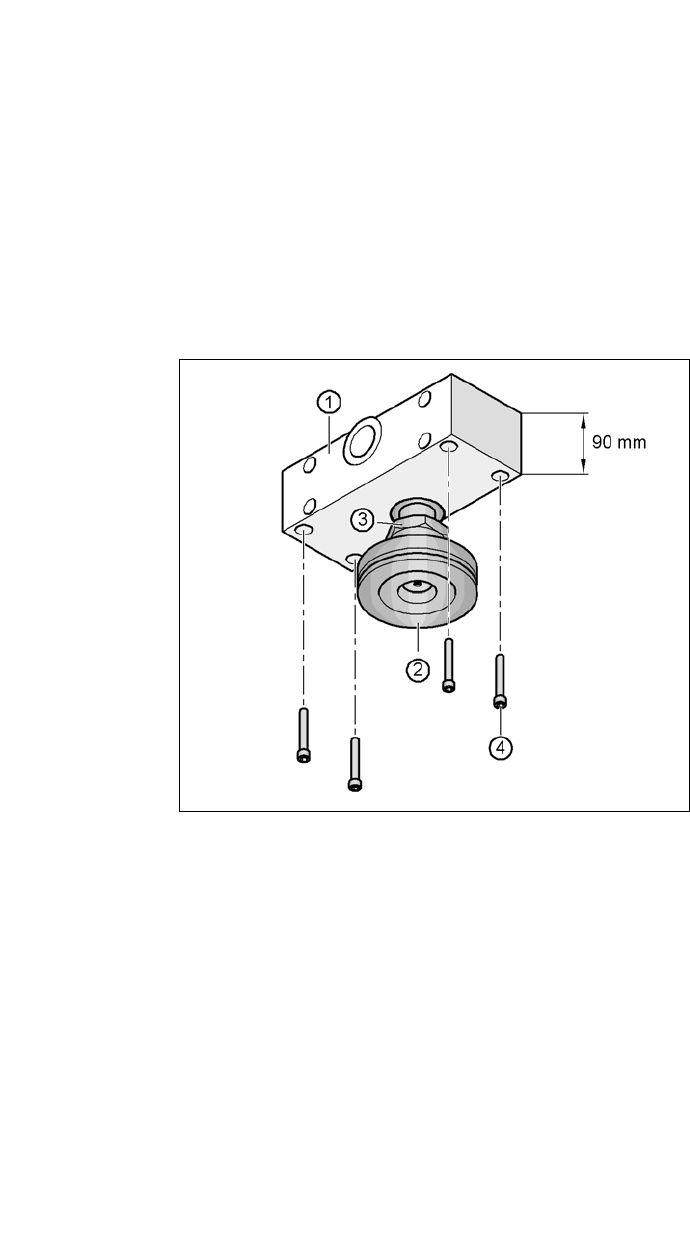
图 5.5 - 4 为 900 mm 的传送导轨高度对齐垫块
5
(1) 垫块高度 90 mm
(2) 设备中部支脚
(3) M24 锁定螺母
(4) M12x80 六角套筒螺丝,4 颗
将设备中部支脚上的螺纹钉拧进垫块下侧的螺丝孔里。
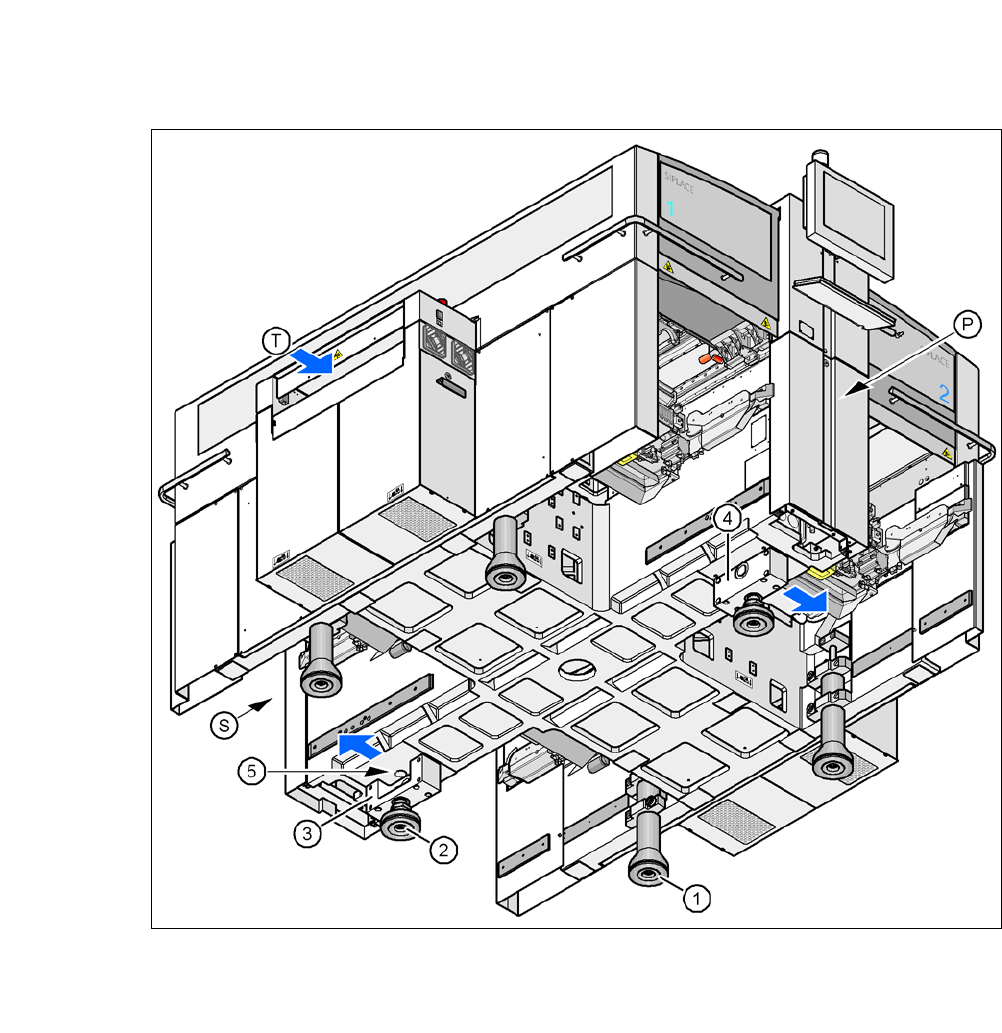
按以下步骤,对齐设备下面的两个垫块:
– 在气动单元侧的垫块开口指向印制板传送导轨的运行方向 (请参阅图 5.5 - 3 中的物件
4,第 280 页)。
– 在电源侧的垫块开口指向与印制板传送导轨的运行方向相反(请参阅图 5.5 - 3 中的物件
3,第 280 页)。
使用四个 M12x80 六角套筒螺丝固定两个垫块中的一个 (请参阅图 5.5 - 4 中的物件 4)。使
用尺寸为 10 mm 的螺丝刀刀头。
5 设置与调试 《用户手册》 SIPLACE CA- 系列
5.5 设置贴片机 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
282
设置一个 930 和 950 mm 的印制板传送导轨高度 5
设置 930 和 950 mm 的印制板传送导轨高度时也需要使用垫块。
确保垫块 122.5 mm 的一侧已垂直对齐并且固定设备中部支脚的螺丝孔对着下方。
5
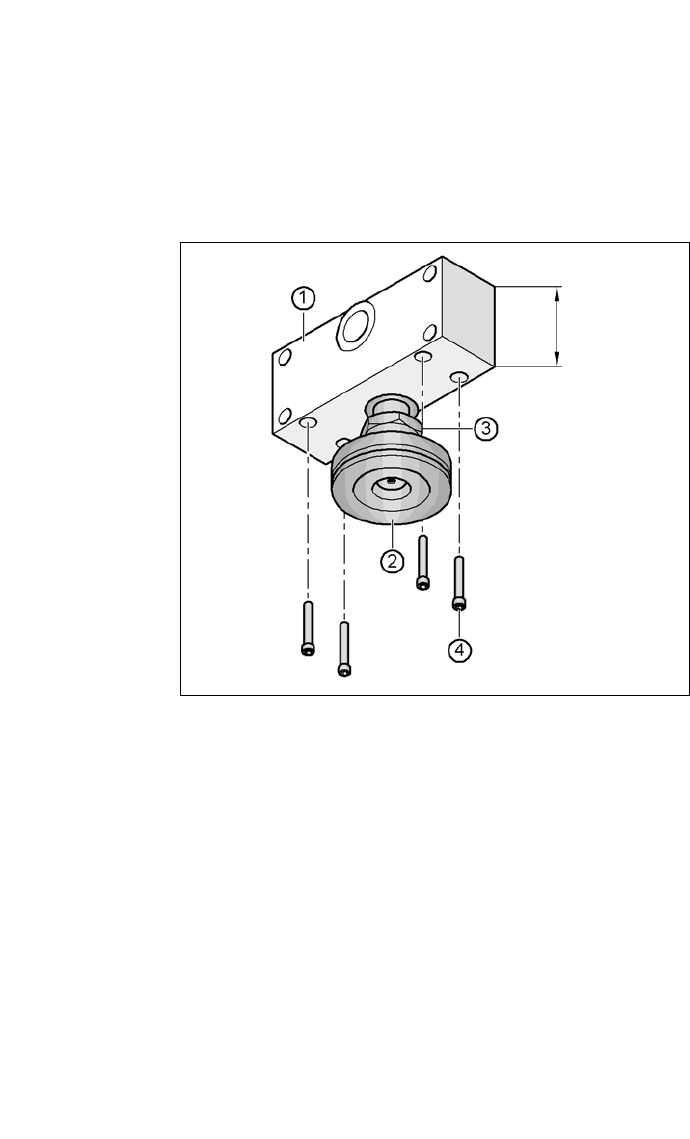
图 5.5 - 5 为 930 和 950 mm 的传送导轨高度对齐垫块
5
(1) 垫块高度 122.5 mm
(2) 设备支脚
(3) M24 锁定螺母
(4) M12x80 六角套筒螺丝,4 颗
将设备中部支脚上的螺纹钉拧进垫块下侧的螺丝孔里。
按以下步骤对齐两个垫块:
– 在气动单元侧的垫块开口指向印制板传送导轨的运行方向 (请参阅图 5.5 - 3 中的物件
4,第 280 页)。
– 在电源侧的垫块开口指向与印制板传送导轨的运行方向相反(请参阅图 5.5 - 3 中的物件
3,第 280 页)。
使用四个 M12x80 六角套筒螺丝固定两个垫块中的一个 (请参阅图 5.5 - 5 中的物件 4)。 使
用尺寸为 10 mm 的螺丝刀刀头。
122.5 mm