00197546-03_UM_SiplaceCA-Serie_ZH.pdf - 第436页
7 元件和晶粒的处理 《用户手册 》 SIPLACE CA- 系列 7.5 SIPLACE X- 系 列贴片机元件料车的装卸站 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中 文 436 7.5.6 控制部件和显示装置 7 图 7.5 - 5 装卸站 - 控制部件和显 示装置
《用户手册》 SIPLACE CA- 系列 7 元件和晶粒的处理
使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文 7.5 SIPLACE X- 系列贴片机元件料车的装卸站
435
7.5.5.1 工 具
调整 COT 插入件的高度时您将需要以下工具:
– 内六角扳手,一套
– 叉形扳手,尺寸 13
7.5.5.2 将料车装卸单元转换为其他高度
7
将两颗 M8x18 六角套筒螺丝 (图 7.5 - 4 中的物件 6,第 434 页)拧松并移除左右的导向
(图 7.5 - 4
中的物件 5)。
拧松 4 颗 M5x12 六角套筒螺丝。紧握住盖板不要让它掉落。
移除面板。
拧松 6 颗 M8 六角套筒螺丝 (图 7.5 - 4 中的物件 2,第 434 页)并移除 6 个垫圈。
在您移除这 6 颗 M8x40 六角套筒螺丝 (图 7.5 - 4 中的物件 3)时,请安排第二个人扶住
COT 插入件。
将 COT 插入件 (图 7.5 - 4 中的物件 7)安放在要求的高度上 (物件 1)。
7
将 6 颗 M8x40 六角套筒螺丝(图 7.5 - 4 中的物件 3)插入 COT 插入件和装卸站的插孔中。
用 6 颗 M8 螺母和垫圈 (图 7.5 - 4 中的物件 2,第 434 页)固定 COT 插入件。
用 M8x18 六角套筒螺丝(图 7.5 - 4 中的物件 6)固定左右引导件(图 7.5 - 4 中的物件 5)。
如已拆卸,请用 4 颗 M5x12 六角套筒螺丝重新固定保护盖 (图 7.5 - 4 中的物件 8)。
警告
沉重 COT 插入件!
在转换 COT 插入件时请安排第二位工作人员在场协助。
断开装卸站的电源连接。
断开装卸站的压缩空气供给连接
警告
损坏的危险!
抬升和下放 COT 插入件 可能导致电缆损坏。
请确保您在抬升或下放时不会损坏到电缆。
7 元件和晶粒的处理 《用户手册》 SIPLACE CA- 系列
7.5 SIPLACE X- 系列贴片机元件料车的装卸站 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
436
7.5.6 控制部件和显示装置
7
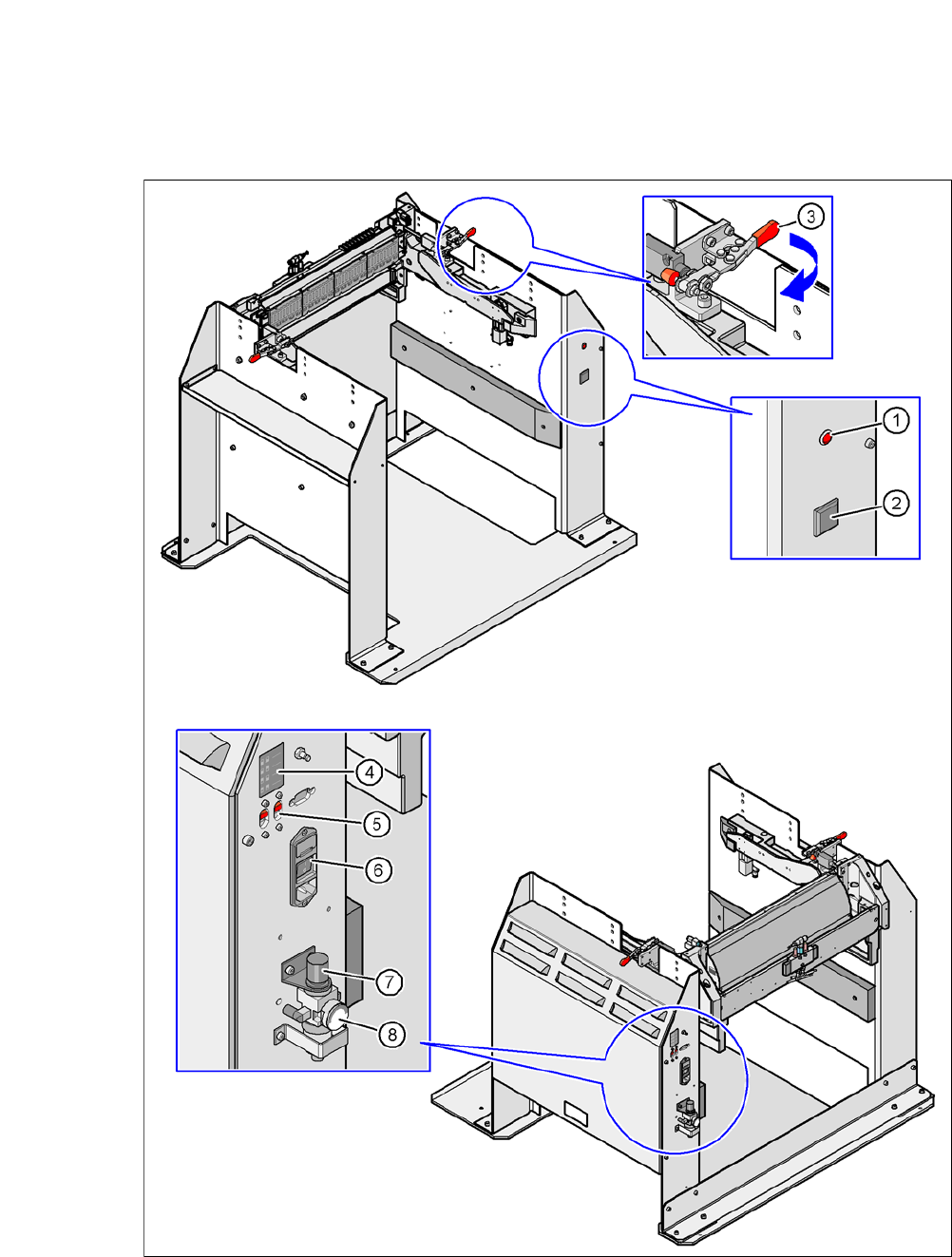
图 7.5 - 5 装卸站 - 控制部件和显示装置

《用户手册》 SIPLACE CA- 系列 7 元件和晶粒的处理
使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文 7.5 SIPLACE X- 系列贴片机元件料车的装卸站
437
图例说明 7.5 - 5
(1) 主电源的控制灯
(2) 锁定和解锁料车上所有供料器模块的按钮
(3) 固定转换料台的夹持杆 - 夹持杆处于 “ 关闭 ” 位置
(4) 带有开关 S1 和 S2 图形的标签,用于 CAN 总线寻址
(5) 开关 S1 和 S2,用于设置 CAN 总线地址
(6) 主开关
(7) 用于设置工作压力的旋钮
(8) 显示工作压力的压力计
7.5.7 将 SIPLACE X- 系列元件料车装入装卸站
7
将两个水平张紧器朝着箭头的方向移动,将它们打开 (图 7.5 - 5 中的物件 3,第 436 页)。
将元件料车小心地推入装卸站。这将抬升元件料台。
请确保元件料车稳固地立放在装卸站的基板上。
关闭两个水平张紧器 (图 7.5 - 5 中的物件 3,第 436 页)。
转换料台将被抬升到它的最终位置并被锁定。
使用这颗按钮 (图 7.5 - 5 中的物件 2)将供料器模块在转换料台上锁定 / 解开。
7.5.8 将 SIPLACE X- 系列元件料车卸出装卸站
7
打开两个水平张紧器 (图 7.5 - 5 中的物件 3,第 436 页)。
元件料台已被放低。
现在请将元件料车从装卸站中拉出。
警告
只有 SIPLACE X- 系列元件料车可以在此装卸站中运行。
在装入时,不要将手伸入元件料车和装卸站之间的空隙里。
警告
在装入时,不要将手伸入元件料车和装卸站之间的空隙里。