IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第22页
11. 必须为 所有 节点 提供 测试 盘 。 节点 是 两个 或 多个器 件间的电气 连 接 点、 测试 盘 需 要 信 号 名 ( 节点 信 号 名 ) 、相 对 于 印制板 基 准 点 的 X -Y 坐 标 及 定位(说明测试 盘 位在板的 哪 一 面)。 这 些 便 于 在 使用 SMT和 混 合安装 技术的印制板组装件制 作夹具 时 使用 。 12. 混 合安装技术印制板组装件和 针 栅 元 件板 测试 中 在 焊 接面 进 …
7. 避免在印制板两面都使用探针。使用导通
孔将测试点引向板的另一面、即印制板底
面(通孔安装印制板组装件的非元件面或
焊接面)。这样可靠性高、夹具成本也较
低。
8. 测试盘应在2.5mm[0.0984in]的孔中心位
置上、如果可能、最好使用标准探针和高
可靠性的夹具。
9. 不要使用板边连接器的插头作为测试盘、
因为镀金插头容易被测试探针损伤。
10. 在板上均匀分配测试盘、如果分配不均
匀或
集中在某一区域内、会造成板弯曲、
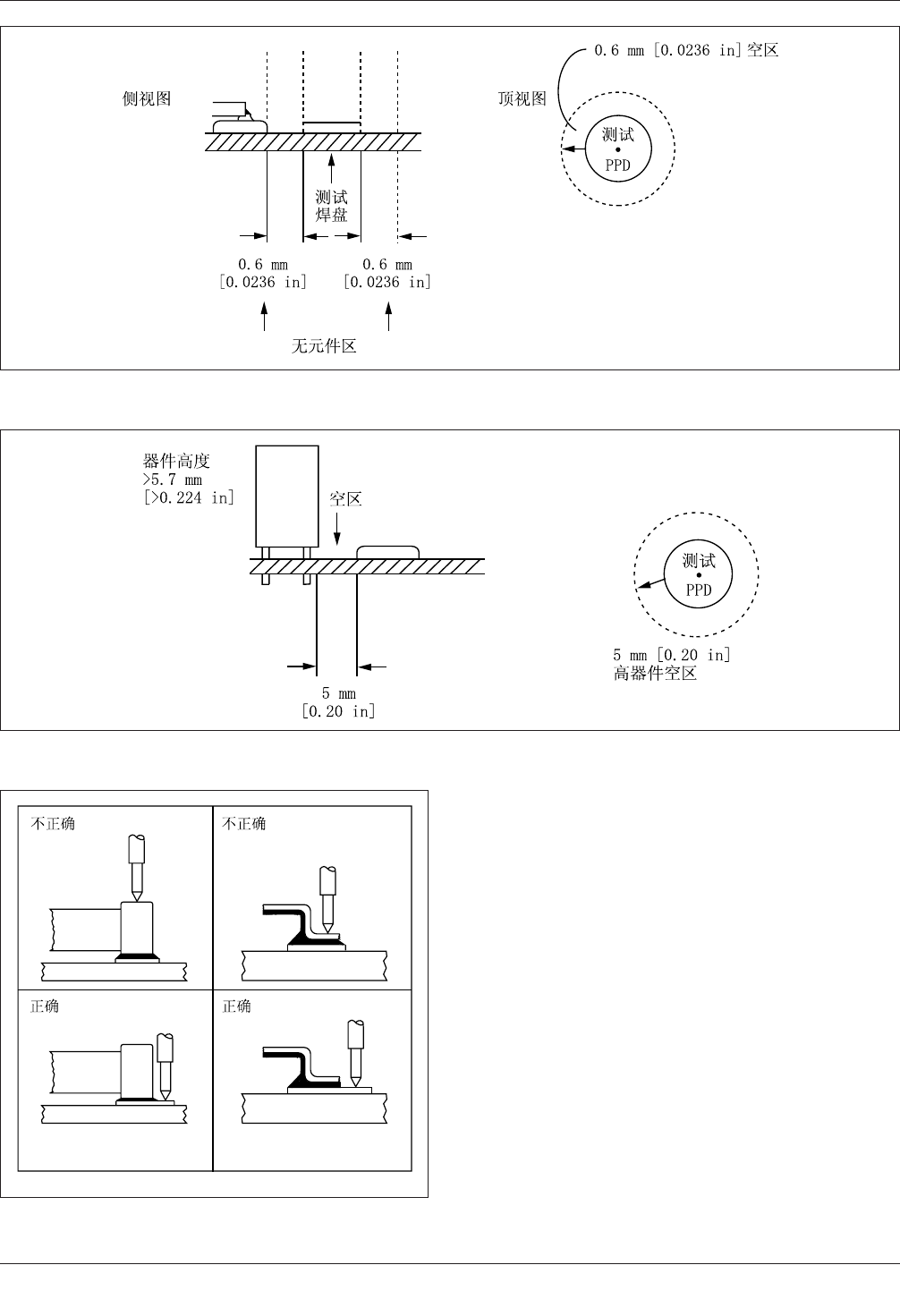
探针故障、抽真空密封等问题。图3-2
部件和其它妨碍物与测试盘空区 图3-3
高器件与测试盘空区
IPC-2221a-3-02
图3-2 部件和其它妨碍物与测试盘空区
IPC-2221a-3-03
图3-3 ⾼器件与测试盘空区
IPC-2221a-3-04
图3-4 探测测试盘
2003年5月 IPC-2221A
11

11. 必须为所有节点提供测试盘。节点是两个
或多个器件间的电气连接点、测试盘需要
信号名(节点信号名)、相对于印制板基准
点的X-Y坐标及定位(说明测试盘位在板的
哪一面)。这些便于在使用SMT和混合安装
技术的印制板组装件制作夹具时使用。
12. 混合安装技术印制板组装件和针栅元件板
测试中在焊接面进行某些节点的读取。
使用管脚和导通孔作为测试盘必须标识节
点信号名和对应于印制板基准点的X-Y坐
标。使用部件和连接器的焊接安装焊盘作
为测试点可以减少测试盘的数目。
3.5.4.2 在线电路注意事项
在印制板组装件
设计中、宜考虑下列电路事项以提高在线可测
试性:
1. 不要将管脚的控制线直接连到地、电源和
公共的电阻上。器件的禁止控制线会导致
不能使用标准在线库测试来完成。减少故
障覆盖范围的特定测试需要较高的成本。
2. 在线测试中、对于三态输出器件最好采用
单输入信号矢量。三态输出的原因是: (1)
测试仪信号矢量的数目有限; (2)反向驱动
问题将消失; (3)测试程序将会简化。这样
的一个可减少测试成本的例子是三态输出
的可编程阵列逻辑(PAL)。输入脚上加独立
的上拉电阻实现高阻态的正常运行、器件
输出呈三态的低态。
3. 门阵列和多管脚的器件是不能采用在线测
试方式。单管脚的反向驱动可能不是问
题、但多管脚限制反向驱动的作用。推荐
为所有的元件的三态输出加控制线或单一
矢量信号。
4. 标准在线测试仪的问题是不能覆盖所有的
节点和节点存取。如果标准在线测试技术
无法检测表面贴部件的故障、必须另外选
择一种测试技术。
选择的测试策略必须解决SMT印制板组件的节
点测试。例如可根据器件类型分为不同的组、
每个组有控制线利于可测试性和测试盘、当别
的元件和组进行测试时实现电路隔离。
对于开路、短路、器件校正的其它可选测试
方法是边界扫描测试。 这种内置测试电路
(电子针床)在表面安装印制板组件领域日益推
广。IEEE1149.1标准是边界扫描规范。
3.5.5 机械特性
3.5.5.1 连接器的⼀致性
测试夹具大多被设
计成板边连接器或板上连接器自动、半自动插
入。连接器宜便于快速定位安装并具有一致性
和统一性(标准化)。为了方便将其从一个板的
设计转到其它设计中、相似类型的连接器宜加
定位键或采用板的几何形状以确保防止板上电
路的电损伤。
3.5.5.2 连接器电源分配和信号分布的⼀致性
连接器的交流和直流电平的接触点应一致。公
用直流电、机壳接地等的第一管脚通常在所有
设计中都与同一电路电源脚相连。触点位置的
标准化将减少测试夹具的成本和便于诊断。
不同带宽的信号应隔离以减小串扰。
逻辑电平应在预设计连接器接口时确定位置。
3.5.6 电⽓特性
3.5.6.1 裸板测试
裸板测试应依照IPC-9252
规范进行。如果设计使用来自设计领域的数
据、提供的数据结构和类型由测试所选择的方
法决定。
裸板测试应由印制板供方进行。它包括线路连
通性、绝缘电阻及介质耐电压。供方还可测试
电路的受控阻抗。线路连通性测试是确保在线
路中无开路和短路。绝缘电阻和介质耐压检测
是确保印制板上有足够的导线间距和介质层厚
度。
电路连通性测试有两种基本类型: “金板”和
智能测试。在“金板”
测试中、测试一个已知
好板、它的结果用于测试所有的其余扳、如果
IPC-2221A 2003年5月
12

“金板”有一个错误、则所有板中有同样的错
误就无法检测出来。智能检测是验证每块板与
设计的电气网络表的符合性。在“金板”测试
中可能未能检测出来的错误、在智能测试中都
不会遗漏。
含有不能从板的一面进行所有连接测试的设计
(例如使用盲孔和埋孔的板、两面都有元件而
导通孔以阻焊剂掩孔的板或粘结在散热器两面
的板)、 需要使用Flip和Clamshell测试(即
“假”双面测试 Flip和“真”双面测试Clam
shell)。Flip测试只
测试板的一面、而后在另
一个单独的夹具上测试第二面、需要接触两面
进行测试的连接不能使用这种测试方法。Clam
shell测试使用两个夹具同时接触板的两面并
能测试所有的连接器。Flip和Clamshell测试
成本高于只测试板的一面的成本。
下面是开始一个设计前应考虑的事项。
3.5.6.2 表⾯安装图形测试
通常包含夹具的
裸板测试通过带弹簧探针与镀覆孔相接触。在
表面贴装图形中、网络的终端通常不在通孔上
而是在表贴焊盘上。这就至少有两种不同的测
试策略:
A. 与连接焊盘的导通孔接触再目视检查确保
从导通孔到焊盘的电路连通性。导通孔可
设计在标准网格上、这样可以减少制作专
用夹具的需要。镀覆孔用于内部电路互连
的孔壁不能作为探针测试点、除非外力很
小探针不致损坏孔壁。如果产生应力、则
孔壁会开裂或与内层焊盘脱离。
B. 只测试焊盘。采用这种方法可能需要特殊
测试夹具因为不是所有表面安装焊盘都在
网格上。另外、由于计算机设计系统通常
将网络终端放在导通孔上而不是焊盘上、
可能需要调整测试点位置。
3.5.6.3 层压到⼀个芯板上的成对印制板测试
至少有两种电气测试方法可供采用:
A. 分别测试层压复合印制板顶层和底层。如
果镀通孔提供层到层的互连、则需要手工
测试或目视检查、确保通孔的连通性。
B. 使用Clamshell类型的夹具可同时测试复合
印制板的顶层和底层。使用第一种测试方
式需要提供两部分的电气测试数据。当网
络终端分布在印制板的两面时、测试数据
在面与面之间互连的网络至少分割成两部
分。从一块已知好板上“自学习”测试将
自动提供所有格式数据便于其它板进行测
试。
3.5.6.4 原点
电气测试和数控数据宜有一个
公共原点以利于制作电气测试夹具。
3.5.6.5 测试点
一旦设计需要、作为探测的
测试点应作为导电图形的一部分并应标识在图
纸中。导通孔、宽的导线、器件引线安装焊盘
都可作为测试点、如果保证探针接触区的充分
性、并维护导通孔、导线、元件引线安装结点
的完整性。探测点必须没有非导电涂层材料、
例如阻焊剂或敷形涂层。
3.6 布设评价
3.6.1 布设设计
应按功能来划分设计区
域。即: 电源划分一个区、模拟电路一个区、
数字电路另一个区等等。这样布局有助于减小
串扰、简化裸板和组装件的测试夹具设计、便
于故障检测等。另外、设计应是:
• 确保所有元件可从另一面获得可测点以利于
单面测试夹具进行测试;
• 有反馈电路及元件放置的通孔与板边沿有足
够的间距便于安装测试夹具
•需要将板放置在与测试流程相匹配的网格上
• 电路中设置“孤岛”、便于测试和校验。
• 可能时、在板的同一物理位置上放置测试点
或跳线点;
•为贵重元件设计插座、以便于更换。
•为SMT设计提供光学靶标(对准标记)、 便于
使用光学定位和可视 检验设备和方法(见
5.4.3)。
2003年5月 IPC-2221A
13