IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第30页
环 氧 、 硅橡 胶 和 氨 基 甲酸酯 是 通 常 用 来 配 制导 电粘接剂的 树脂 。环 氧 导电 胶 粘结强度 最 好 、 硅橡 胶第 二 、 氨 基 甲酸酯 第三 。 固化 条 件和 填 料含量对材料的 抗 拉 强度 影响很 大。对 一 特定 情况 下导电粘接剂的选择 应考 虑 结合强度 、 服 务 温 度 、 CTE对粘合的 影响 、及 所要求的 体积 电 阻 率 或导电 率 。 4.2.5 热/电 绝缘粘 接 剂 导热性粘…

们具有不同的固化方法和固化时间。按它的预
期用途、要深入评审。除开其它性质、还应该
考虑热膨胀系数和玻璃化温度、以避免出现问
题。可以用多种改性材料、填料和强化材料与
环氧进行复合、使其具有特殊用途和扩大温度
范围。
4.2.2.2 硅橡胶
硅橡胶作为弹性材料、在室
温和极端温度条件下具有非常好的电学和机械
性能。它有几种固化方式、包括使用湿气、金
属盐等。硅树脂会析出乙酸、应避免应用于电
子仪器中。硅橡胶在粘合强度、抗拉强度和硬
度性能方面往往显著地低于环氧。较长时间暴
露在某些化学品中、硅树脂会发生溶胀。一些
金属盐固化的硅树脂能与四氟乙烯(TFE)、聚
四氟乙烯(PTEF)
起反应。敷形涂层、除了硅树
脂以外、一般不能附着在固化的硅树脂材料
上。硅树脂常常用作产品缓冲外涂层、而后产
品便可封装在硬的密封体中。
很多高纯度硅树脂具有良好的热真空稳定性、
都是可用的。硅树脂凝胶也是可以用的、具有
增强性能可作密封胶囊。这些材料一旦使用、
一般需要物理保护、例如灌封帽或套罩、以保
持
其形状。
4.2.2.3 丙烯酸树脂
丙烯酸树脂一般能快速
固化、具有良好的电气与性能、粘接性能和硬
度。耐化学性和热真空稳定性往往显著地低于
环氧。这些材料的玻璃化温度也往往较低。
4.2.2.4 聚氨酯
聚氨酯可以使用的改性化合
物几乎与环氧的一样多。这些材料一般说来有
韧度、高弹性、宽硬度范围和好的粘接性。一
些氨基甲酯化合物可作很好的减震材料。耐湿
和耐化学性相对较高、但也因产品而异。热真
空稳定性也因产品成分而异。许多氨基甲酯可
以用于厚度要求相对厚的应用中、用作局部减
震件。
4.2.2.5 专⽤的丙烯酸酯基粘接剂
这一类中
包括氰基丙烯酸酯(瞬时固化)和无氧粘接剂
(无氧固化)。氰基丙烯酸酯只要有痕量的水
分、不需要催化剂、在几秒钟内就能与表面强
力粘接。当过氧化物添加剂能被某些过渡金属
离子分解、无氧粘接剂就可以在无氧条件下固
化。两种类型粘接剂均具有很高的初始粘合
强度、可用于布线叠层和暂时性粘接应用。瞬
时固化粘接剂一般耐冲击性较差、在温度超过
82ºC[179.6ºF]潮湿环境中易老化。无氧粘接
材料能耐较高温度、但在化学品长时间作用下
会导致强度丧失。
4.2.2.6 其它粘接剂
其它类型可用的粘接剂
有很多、包括聚酯、聚酰胺、聚酰亚胺、橡胶
树脂、乙烯树脂、热熔体、压敏材料等等。这
些材料用在哪里由设计需要及性能要求所决
定。诸如晶片粘接等特殊用途材料、应结合所
用设备进行选择、这是为了确保与设备和生产
工艺完全兼容。
4.2.3 粘接膜或⽚
用于散热片、增强板等或
者绝缘体的粘接膜或片一般要符合IPC-4203或
IPC-4101标准。
在叠层结构中、膜型粘接剂用得较多。粘接膜
可预制成给定的形状或尺寸、这在一些层压部
件制作中具有明显的优势。环氧基粘接膜有很
好的粘合强度但需要高温固化。粘接膜通常用
来将散热片粘在印制板上。
通孔(THT)印制板和散热片可用干环氧粘接片
粘在一起、来提高传热或减震。环氧浸渍过的
玻璃布粘接材料可以制成散热片的外形、夹在
印制板和散热片之间后、在一定温度和压力下
固化。固化后粘接剂牢固且有减震作用、并可
以耐高温和溶剂。 对大多数情况只要0.1mm
[0.0039in]厚就够了。必要时、可以规定为两
片。
4.2.4 导电粘接剂
这类粘接剂通常由一种导
电性填料组成、例如将石墨(碳)或银粉包埋在
聚合树脂粘接剂中、这样以获得导电性。体积
电阻率、衡量材料导电性的一个参数、有较宽
的数值范围、与所预计的用途相配。这可以通
过使用不同类型填料和填充量来达到。材料的
粘合强度会因掺入导电填料而有所降低。
2003年5月 IPC-2221A
19

环氧、硅橡胶和氨基甲酸酯是通常用来配制导
电粘接剂的树脂。环氧导电胶粘结强度最好、
硅橡胶第二、氨基甲酸酯第三。固化条件和填
料含量对材料的抗拉强度影响很大。对一特定
情况下导电粘接剂的选择应考虑结合强度、服
务温度、CTE对粘合的影响、及所要求的体积
电阻率或导电率。
4.2.5 热/电绝缘粘接剂
导热性粘接剂由环
氧、硅树脂、氨基甲酸酯和一些丙烯酸酯基材
料加填料而成。填料通常是氧化铝或氧化镁干
粉。
4.2.5.1 环氧
环氧类材料具有最大的结合强
度、最优的耐溶剂性、良好的导热性和高电
阻。作为双组分体系、催化剂的选择影响固化
条件、并最终影响玻璃化温度、因为玻璃化温
度受固化条件影响。
4.2.5.2 硅橡胶
硅橡胶的结合强度和刚性
(硬度)比环氧材料都相对较低。耐溶剂性比环
氧差。作为双组分体系、其它性能依不同配比
而定; 具有好的导热性和高电阻。
硅橡胶可以湿固化或热固化、后者是用加热促
进固化。除了氯丁橡胶、一些常温硫化(RTV)
硅橡胶和一些固化剂残余物以外、硅橡胶可与
大多数材料相接触下良好固化。某些粘合中需
要打底。
4.2.5.3 聚氨酯橡胶
聚氨酯橡胶的硬度、力
学和电学性能可以变化很大、只要改变固化剂
与树脂比例。用这种方法、材料状态可从软弹
性变为硬刚性。根据不同应用条件、有多种配
方可供选择、这是充填聚氨酯橡胶的一个优
点。
聚氨酯橡胶的特点是结合强度和刚性(硬度)比
环氧低。耐溶剂性也比环氧差: 双组份体系性
能随组成配比而
变。具有好的导热性和高电
阻。
4.2.5.4 ⽤结构粘结材料作导热粘接剂
在设
计中导热性要求不是很重要时、经热分析确定
用结构粘接材料(见4.2.2)代替导热粘接剂是
可以的、这是一个较便宜有效的备选方式。
4.3 层压材料
层压材料应从IPC-4101或
IPC-4202所列材料中选择。当执行UL要求时、
印制板制造厂使用的材料必须经UL许可。
线路板的设计应该是当加上导线/绝缘层所有
其它热源后、导线电流产生的内部温度升高、
不应使工作温度超过层压材料温限或组装件最
高持续工作温度。
线路板上部件散热会影响局部热效应、材料选
择应考虑这个因素、再加上设备内部总温升及
设备特定的操作环境温度、可认为是设备的最
高工作温度。
热点温度不应超过所选层压材料的温限。层压
材料的最高工作温度见IPC-2222。使用的材料
(覆铜箔、预浸材料、铜箔、散热片等)应在布
设总图中规定。
4.3.1 着⾊剂
最好是自然本色、因为不论
什么时候加入颜料来改变颜色、都存在颜料降
低预浸树脂完全浸润每根玻璃纤维能力的可能
性。如没有完全浸润、水汽就会进入。
由于着色材料会增加成本、所以一般不宜使
用。有时会因没有库存着色材料、生产也可能
被耽搁。如必须用着色材料、应在采购单上指
明。
4.3.2 介质厚度/间距
最小介质厚度/间距应
在布设总图上指明。
4.4 导电材料
金属涂覆层的主要作用就是
形成导电图形。除了这个主要作用、专用镀覆
层还有一些象抗腐蚀、延长可焊性时间、耐磨
等作用。
半成品线路板上的金属涂镀层的厚度和完整性
要求应与表4-3中适当等级设备的技术要求相
符。除非布设总图上另有规定、否则金属涂镀
层应满足4.4.1到4.4.8的技术要求。宜把注意
IPC-2221A 2003年5月
20
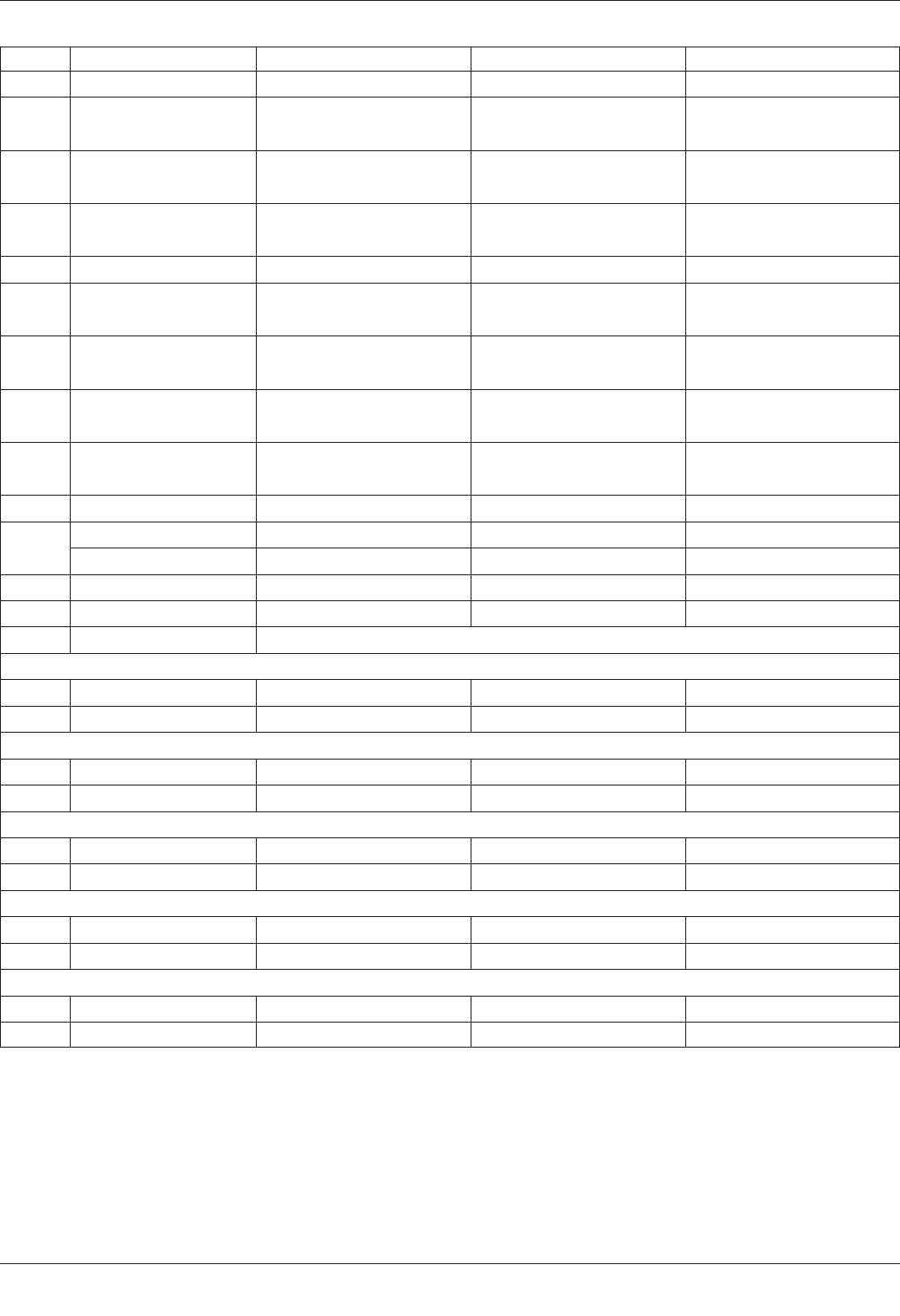
表4-3 终涂层表⾯涂镀层厚度要求
代码 终涂层⼀级 ⼆级 三级
S 裸铜上的焊料涂层 覆盖可焊
5
覆盖可焊
5
覆盖可焊e
5
T 电镀铅锡(最薄)
(熔融的)
覆盖可焊
5
覆盖可焊
5
覆盖可焊e
5
TLU 非熔融的电镀铅锡
(最薄)
8.0μm[315μin] 8.0μm[315μin] 8.0 μm[315μin]
G 板边接插件和非焊接
区镀金层(最薄)
0.8μm[31.5μin] 0.8μm[31.5μin] 1.25μm[49.21μin]
GS 焊接区镀金(最厚) 0.45μm[17.72μin] 0.45μm[17.72μin] 0.45μm[17.72μin]
GWB-1 接线区镀金(超声)
(最薄)
0.05μm[1.97μin] 0.05μm[1.97μin] 0.05μm[1.97μin]
GWB-2 接线区镀金(热超声)
(最薄)
0.3μm[11.8μin] 0.3μm[11.8μin] 0.8μm[31.5μin]
N 板边连接器镀镍层
(最薄)
2.0μm[78.7μin] 2.5μm[98.4μin] 2.5μm[98.4μin]
NB 防止铜-锡扩散的镀镍
层(最薄)
1.3μm[51.2μin] 1.3μm[51.2μin] 1.3μm[51.2μin]
OSP 有机可焊性保护膜可焊 可焊 可焊
ENIG 化学镀镍 3μm[118μin](最薄)3μm[118μin](最薄)3μm[118μin](最薄)
浸金 0.05μm[1.97μin](最薄) 0.05μm[1.97μin](最薄) 0.05μm[1.97μin](最薄)
IS 浸银 可焊 可焊 可焊
IT 浸锡 可焊 可焊 可焊
C 裸铜 如表 10-1和/或表10-2所示
表⾯和孔
铜
2
(平均最薄)20μm[787μin] 20μm[787μin] 25μm[984μin]
最薄区域318μm[709μin] 18μm[709μin] 20μm[787μin]
盲孔
铜
2
(平均最薄)20μm[787μin] 20μm[787μin] 25μm[984μin]
最薄区域318μm[709μin] 18μm[709μin] 20μm[787μin]
低厚径⽐盲孔
4
铜
2
(平均最薄)12μm[472μin] 12μm[47μin] 12μm[472μin]
最薄区域
3
10μm[394μin] 10μm[394μin] 10μm[394μin]
埋孔芯板
铜
2
(平均最薄)13μm[512μin] 15μm[592μin] 15μm[592μin]
最薄区域
3
11μm[433μin] 13μm[512μin] 13μm[512μin]
埋孔(>2层)
铜
2
(平均最薄)20μm[787μin] 20μm[787μin] 25μm[984μin]
最薄区域
3
18μm[709μin] 18μm[709μin] 20μm[787μin]
1
镀镍用在锡铅层或焊接层下面、在高温工作环境中来防止形成铜-锡化合物。
2
用于表面和孔壁的镀铜厚度。
3
对于孔径<0.35mm[<0.0138in]、厚径比>3.5:1的三级板、孔最小镀铜厚度为25μm[984μin]。
4
低厚径比盲孔指的是使用深度受控机理生产的盲孔 (例如、激光钻孔、机械钻孔、等离子体成孔或光致成孔)。
本规范所规定的电镀后孔的性能特习惯内必须满足。
5
也参见4.4.7、焊料涂层。
2003年5月 IPC-2221A
21