IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第37页
4.6.1 ESD事项 完 成的电 路 卡 组装件 应 按装 配 图 完 全 相 同 进 行标 识 。含有 静 电 放 电 敏 感 器 件的电 路 卡 组装件标 识应 按EIA标准RS-471 进 行。 进 行标 识 所 使用永久 性 油墨 或标 签 、应 能经 得 起 装 配 生产 并且 在 器 件 维 修 拆卸 前看得见 。 需 要 附加 标 识 时 、应 在组装件布设 总 图 上 标明。 5 机械/物理特性 5.1 制作事项 制 …
4.5.3 防变⾊涂层
保护性涂层可用在未装配
的线路板的裸铜上、用来保证可焊性或持续
存放期的外观。这些涂层可能在焊接过程中消
失、或者在焊接工序前需要单独的除去步骤。
涂层的技术要求应标注在布设总图上。
4.5.3.1 机可焊性保护(OSP)涂层
OSP涂层专
门用于保护贮存或表面安装元件双重焊接操
作中无镀层铜。表面安装焊盘有平整度要求时
OSP涂层很有用。OSP涂层必须符合可焊性要
求。对于厚度没有特定要求、但经热暴露或环
境暴露后防变色性和焊接牢靠性有要求。使用
OSP涂层时、可焊性的延长、它的使用和贮存
期技术要求标准应在文件中规定。
4.6 标记和字符
当布设总图中有规定时、
印制板及其组装件应使用非导电油墨、标签、
蚀刻字符或其它方法标识。标记宜提供参考代
号、部件或序列号、版本、方向或极性符号、
条形码、静电放电(ESD)状态等等。
标记位置应避免将信息处于元器件下方、装配
或安装后隐蔽部位或导体表面。标记不宜放在
有熔融金属或不透明涂层覆盖的表面。蚀刻标
记会影响电性能、例如电容。
实 际可行时、固定的格式信息、诸如部件序
号、版本、层 数和方向符、宜与照相底图一
致、并在印制板布局设计过程中加以考虑。附
连试样应包括同样信息。可变的格式信息、
例如序列号、制造商信息、日期码等等、宜使
用永久性、非导电、非营养、高反差油墨、标
签、激光雕刻或其它方法、标注于适当位置、
并保证足以承受安装和清洗过程。
标记应大小适中、清晰明确、其所在位置在加
工、检验、存放、安装及印制板的现场修理
或装配过程中应易于辨认。通常符号最小高度
1.5mm[0.059in]线宽0.3mm[0.012in]是比较合
适的。
应最大可能地给标记留出足够位置、建议当按
照8.1确定元器件位置时就留出空间。要避免
标记油墨太靠近要焊接的表面、因为油墨中使
用的树脂可能会降低可焊性。
液态网印标记所需间隙一般是距焊接表面0.4-
0.5mm[0.016-0.020in]。使用液态网印标记应
小心谨慎。它们的可读性受表面高度不均匀性
影响。
ESD或UL要求中可能包含的一些特殊的标记事
项、应作为布设总图的一部分。
表4-7 敷形涂层的功能
类型 优点缺点
硅胶型能耐极限温度循环。
耐间歇溶剂溅射好。
低模量、易清除、可弯曲。
与大多数阻焊剂及免清洗助焊剂相匹配。
易返工。
耐机械磨擦性低。
绝缘强度只有有机物的一半。
涂敷后可焊性降低。
有机物高绝缘强度。
优良的耐机械磨擦性。
优良的耐溶剂性。
优良的耐湿性。
温限仅为125ºC [257ºF]。
难返工。
需要热膨胀系数匹配。
需检查与阻焊剂的相容性。
需检查与焊剂化学相容性。
聚对苯二撑超高绝缘强度。
优良的部件敷形性。
优良的聚合物渗透性。
优良的耐湿耐化学性。
原材料成本高。
需要真空室(批处理)。
阻焊剂密封要求气密性好。
薄膜泄漏难于目视检察。
IPC-2221A 2003年5月
26
4.6.1 ESD事项
完成的电路卡组装件应按装
配图完全相同进行标识。含有静电放电敏感器
件的电路卡组装件标识应按EIA标准RS-471进
行。
进行标识所使用永久性油墨或标签、应能经得
起装配生产并且在器件维修拆卸前看得见。需
要附加标识时、应在组装件布设总图上标明。
5 机械/物理特性
5.1 制作事项
制作方面预想与考虑见表5-1。
5.1.1 裸板制作
由于印制板生产中所涉及
的设备、为要达到最优生产能力、且使成本最
低、需要考虑一些 限制。另外、还有人员因
素、如强度、作用和控制等、所以大多数印制
板生产厂不能使用全尺寸在制板。
5.2 产品/印制板构造
印制板物理参数宜与
电子系统的机械要求相一致。按第3章和5章中
界定的公差宜进行最优化、使印制板尺寸、形
状、厚度和用于产品安装中机械部件得到最好
匹配。
5.2.1 印制板类型
印制板的类型(单面、双
面、多层、金属芯等)宜在设计过程开始之前
确定、所依据的是组装件的性能要求、热耗、
机械刚度要求、电气性能(屏蔽、阻抗匹配等)
和预期的电路密度(见3.6.2)。
5.2.2 印制板尺⼨
只要有可能、印制板尺寸
宜一致、以使裸印制板和组装件测试夹具容
易、使用夹具最少。图5-1给出了印制板的标
准化范例。为使制作成本最低和每块在制板上
印制板数量最多、印制板大小还宜与标准生产
表5-1 制作事项
制作设计预定条件优点(★),缺点(↓),不符合预定条件的影响(■), 其它(●)
孔径/焊盘⽐:
焊盘尺寸至少比孔尺寸大
0.6mm[0.024in]
1
★大焊盘区可以防止破坏、即孔与焊盘边缘交接(孔环不足)。
↓大焊盘与最小间距可能相抵触。
焊盘与导线连接处做成泪滴盘 ★提供附加区域防止破坏。
★可提高可靠性、振动或热循环下防止焊盘/导线界面裂开。
↓可能与最小间距要求相抵触。
板厚:
一般为0.8mm - 2.4mm
[0.031in到0.0945in](含铜)
■较薄板易翹曲且需要通孔技术元件特别处理。较厚板由于层与层重合
度、合格率低。对厚板某些元件没有足够长的引线。
厚板孔径⽐: 比率≤5:1为好
1
★较小厚径比会使孔内镀层更均匀、孔易于清洁、钻孔少漂移。
★较大孔孔壁不易断裂。
板厚⽅向对称: 上半部是下半部的镜
像、成为平衡结构
■不对称板易翹曲
●接地/电源层的位置、信号线走向和织物编线方向影响板的对称性。
↓宜在整个板内分布大量铜区以使翹曲最小化。
板尺⼨ ★较小板翹曲较小、层与层重合度较好。
↓有小要素的大尺寸在制板要考虑覆铂层压或不定层的叠层。
●在制板利用率决定了成本。
导体间距:
≤0.1mm[≤0.0039in]
■间距小蚀刻液循环流动不畅、会导致金属清除不完全。
电路特性 (导线宽度):
≤0.1mm[≤0.0039in]
■较小线宽在蚀刻时易破损或断开。
1
这些制作事项、虽然有价值、但对于某些导通孔可能还不实用。具有较小连接盘直径的导通孔、其连接盘直径不能比孔大0.6mm
[0.024in]、因为这违反了板厚与电镀孔(厚径比)建议。当几何形状事项要求使用较小连接盘时、厚径比问题变得极为重要且孔
环问题宜作例外处理。
2003年5月 IPC-2221A
27
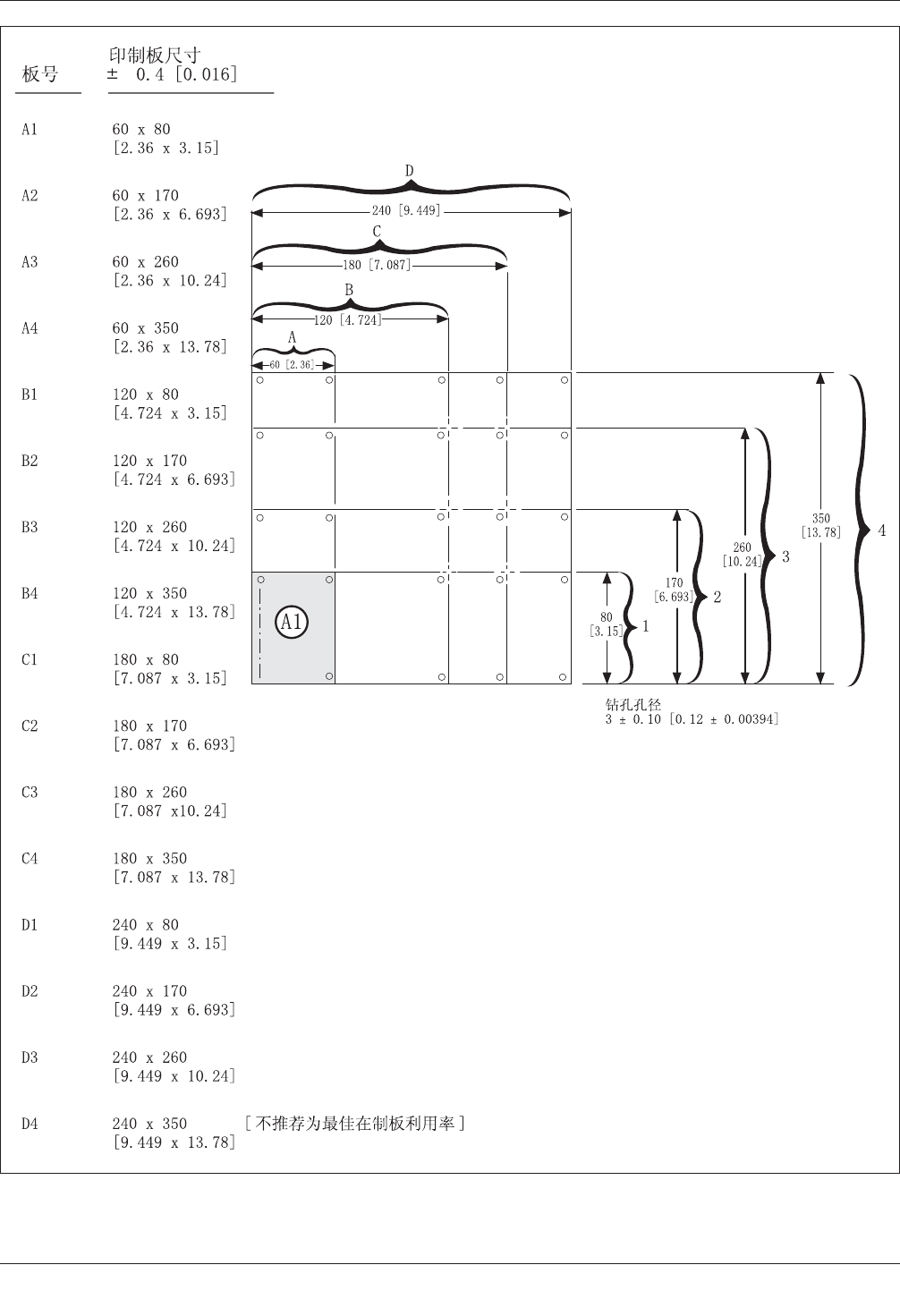
IPC-2221a-5-01
图5-1 印制板尺⼨化标准⽰例、mm[in]
IPC-2221A 2003年5月
28