IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第40页
作用、多 层板 中铜 - 镍铁 合 金 - 铜 的组合厚度 宜 约占 板厚的25 % 。 双夹芯 板 更常 使用、 因为 芯 层可 以 进 行图 形 转移 、蚀刻 并 与镀覆孔相连 ; 较 厚的 中 间 芯 必须 要机 加 工。 双夹芯 板 具 有 较 好 的 耐 热 循 环。 特 殊夹芯 板可 以 在厚的 金属芯 板 每 边都粘 上一 层 完 成了的 多 层板。 还 可 做 更 复杂的结构 、 是 将 金属芯夹 压制在 两 块 部分 …
在制板大小相匹配。这也可以帮助简化裸板测
试(见IPC-D-322)。
5.2.3 印制板⼏何形状 (尺⼨和形状)
5.2.3.1 材料尺⼨
印制板制作板的最大尺
寸根据市场上常用整张板的经济利用来定(见
IPC-D-322)。
推荐在制板尺寸小于整张板料尺寸的最大约
数。常见的一种在制板尺寸是460mm×610mm
[18.110in×24.02in]。其次、标准在制板尺
寸宜为整张板料尺寸的约数。
建议设计人员了解印制板商生产的在制板尺
寸、这样可以优化印制板-在制板的产率及成
本。按单位面积最终产品加工印制板的劳动力
成本计算、使用较大的在制板尺寸是最有效
的。但是使用大尺寸在制板、因基材收缩增
大、会给精细导线制作和要素定位准确度造成
困难。
5.2.4 ⼸曲和扭曲
线路板的合适设计、平衡
分布线路和安排元器件、对于减少印制板的
弓曲和扭曲程度是非常重要的。另外截面的布
局、包括芯板厚度、介质层厚度、内层面和单
独的铜层厚度、也应尽可能地保持板中心对
称。
除非布设总图另有规定、采用表面安装元件的
板、最大的弓曲和扭曲应为0.75%、对其它所
有的板为1.5%。对于含多块印制板的在制板且
以在制板形式组装然后分开的、在制板
也应符
合这样的弓曲和扭曲要求。
如果对称结构和公差较窄都不能满足关键装配
或性能要求、可能需要增强板或其它支撑物。
弓曲与扭曲值按IPC-TM-650中方法2.4.22进行
测量。
5.2.5 结构强度
当结构性能重要时、设计
人员对综合分析不同可用材料和树脂负有责
任。层压板的结构性能因受环境条件的影响基
材叠层和组成等变化而异。不同温度和负载条
件下板的物理性能和电性能变化范围很大。对
设计人员而言、印制板作为一结构单元、因而
印制板材料的最终性能要刚好可用。设计所关
心的满足电性能的要求、受印制板的形变和拉
伸长的影响、确定结构上需要时、宜考虑材料
的最终强度比技术资料中的值较低的值。
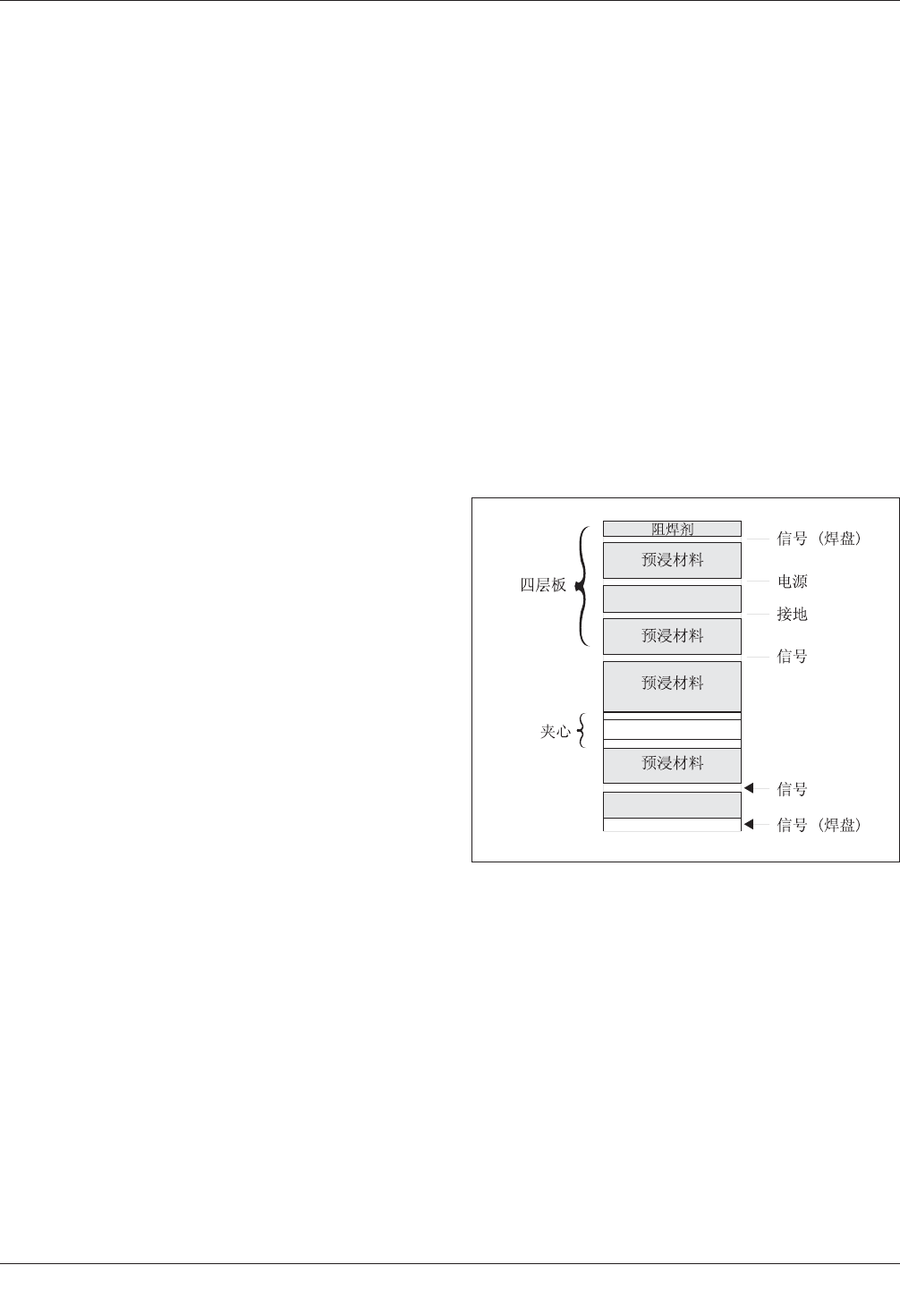
5.2.6 复合(夹芯)板
当结构、热或电气要求
规定使用夹芯板时、应使用与标准刚性板类似
设计的一致性试样进行物理性能性质评价。夹
芯板附连板应包括芯板材料。不管是针对热性
质还是为约束特性、板的结构可以是对称的、
也可以是不对称的。不对称设计有一些优点、
可以将电气性能或功能与机械或散热功能分离
(见图5-2)。
不对称设计的缺点是由于印制板与芯材的热膨
胀系数不同、做成的板在组装件焊接回流焊操
作过程中或在系统使用中、由于温度的变化可
能会产生变形。这可以在互连产品背面附加一
铜箔层进行一些补偿。附加的铜箔层使膨胀系
数略微增大、而正面效应是增加了导热性。
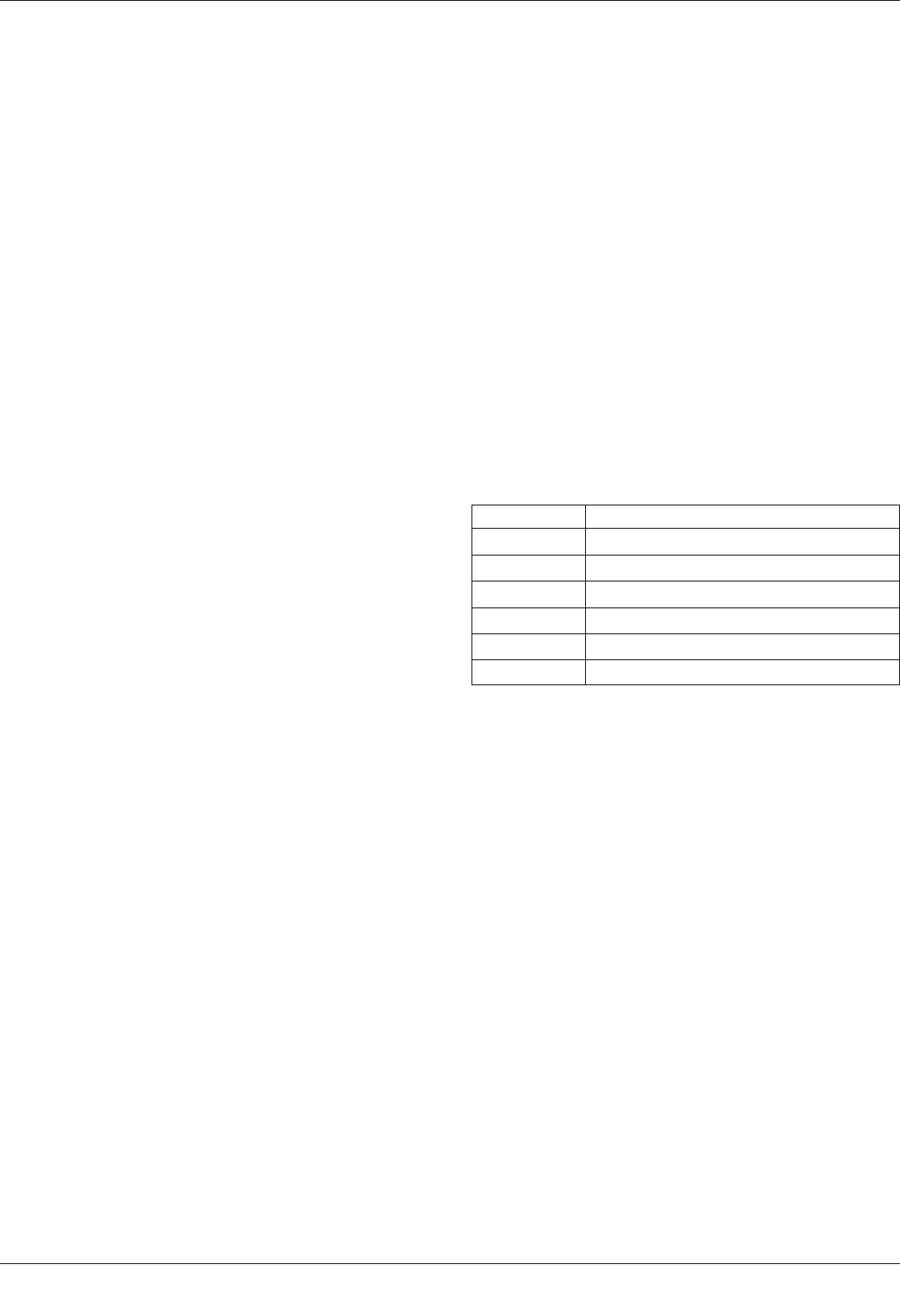
更好的结构是对称芯板(见图5-3A及5-3B)。图
5-3A给出了两个夹芯压入多层板、提供一部分
电气功能、在图中是电源和接地。图5-3B中的
中间芯结构有一单个较厚的夹芯、通常仅具有
散热面和限制作用。要在可用范围内完成限制
IPC-2221a-5-02
图5-2 典型的不对称夹芯结构
2003年5月 IPC-2221A
29
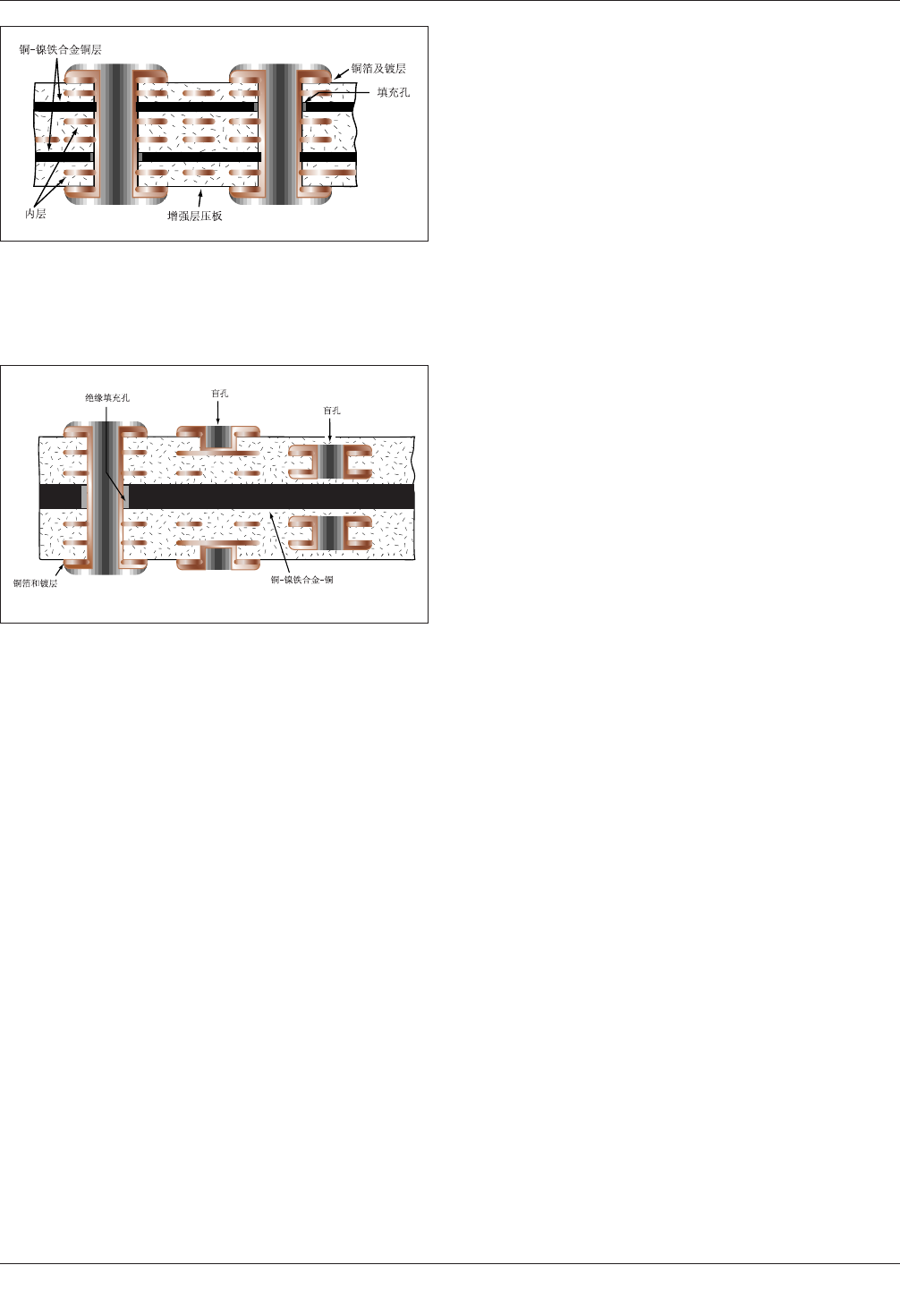
作用、多层板中铜-镍铁合金-铜的组合厚度宜
约占板厚的25%。双夹芯板更常使用、因为芯
层可以进行图形转移、蚀刻并与镀覆孔相连;
较厚的中间芯必须要机加工。双夹芯板具有较
好的耐热循环。
特殊夹芯板可以在厚的金属芯板每边都粘上一
层完成了的多层板。还可做更复杂的结构、是
将金属芯夹压制在两块部分完成的多层印制板
之间。而后将复合板钻孔、电镀和蚀刻、在两
块板之间形成
镀覆孔连接。宜提供附连板进行
复合结构完整性测试。
金属芯板显著增加组装件的热惯量。它可能迫
使预热和焊接过程在异常高限下进行。这种设
计在发布前宜在生产条件下进行彻底地评价。
已观察到的典型的情况是层压板开裂和变色以
及粒状或条纹焊锡。
5.2.7 振动设计
印制板的设计要满足使用
中的振动要求、这一点在板设计布设前应予以
特别考虑。振动会影响板的组装件、会大大降
低组装件的可靠性。考虑单元、印制板组装件
及装配和环境条件的相互关系、在设计早期必
须进行整个系统的振动分析。振动对某个单元
内一些部件的影响使振动分析非常复杂。
宜对印制板组装件的每个电子硬件都进行振动
分析。分析的复杂性与使用中设备所受振动水
平有关。印制板设计将依赖于传到该板的振动
水平。对承受随机振动的印制板宜予以特别关
注。
下列标准可作为决定振动水平的指南、印制
板受到多大振动就需要进行哪种水平的振动分
析;
•频率范围80-500Hz或悬空板距大于76.2mm
[3in]、随机频谱密度大于等于0.1G
2
/Hz。
•频率范围80-500Hz、正弦振动水平大于等于
3G。
• 印制板组装件按可靠性开发增长试验(RDGT)
进行试验频谱密度大于等于0.07G
2
/Hz、同
时进行温度周期变化试验、时间超过100h。
为消除振动造成的印制板组装件失效、设计过
程中宜遵顺下列指南:
•每毫米板长(或板宽)上振动产生的板挠度宜
保持在0.08mm[0.00315in]以下、以避免多
引线器件引线失效;
• 印制板将遭受振动时、宜考虑对每一引线
m重量大于5.0g的所有元件进行刚性支持(见
5.3.2);
• 考虑使用印制板加强板和/或金属芯、以减
少板的挠度
• 用在高水平振动环境中、宜考虑用软垫安装
继电器;
•只要做得到、安装元件宜考虑用隔振器;
• 独立元器件的安装高度宜尽量低;
• 非轴向引线器件宜侧安装;
IPC-2221a-5-03a
图5-3A 含有两个对称铜-镍铁合⾦-铜夹芯的
多层⾦属芯板(当铜夹芯导体与镀覆孔相连、
使⽤典型隔热图9-4)
IPC-2221a-5-03b
图5-3B 含有⼀个铜-镍铁合⾦-铜芯的对称夹
芯板
IPC-2221A 2003年5月
30
因为组成系统的很多器件有相互作用、使用上
述指南不能确保设备顺利通过振动测试。进行
振动测试是保证设备运行可靠性的唯一途径。
5.3 组装件要求
5.3.1 机械硬件连接
印制板的设计应保证在
主元件安装之前或之后、都便于机械硬件的连
接。对所有需要电绝缘的机械硬件都要有足够
的物理和电间隙。安装硬件突出一般不超过板
面以下6.4mm[0.252in]、这样可保证给安装设
备和锡焊喷嘴留出足够操作空间。
5.3.2 零件⽀撑
每根引线上重量大于或等于
5.0g所有零件要用一定的方式支撑(见8.1.9)、
这样就有利于确保它们的焊接接头和引线不承
受机械强度。
使用中会受冲击和振动作用的印制板、其可靠
性需要考虑以下的准则:
• 对印制板组装件整个结构的冲击振动环境的
最坏情况水平以及实际传递给板上元件的该
种环境的最终振动水平(特别要注意受随机
振动设备);
• 降低冲击振动环境影响的设备中印制板安装
方法、特别是板安装支撑件的数量、它们的
间隔和复杂度;
• 要注意印制板机械设计、特别是它的尺寸、
形状、材料类别、材料厚度以及设计允许的
弓曲和挠曲程度;
• 印制板上安装的元件的形状、质量和位置;
• 元件引线应力释放设计、包括它的封装、引
线间距、引线弯曲、或它们的组合、以及附
加夹紧装置;
• 还要注意印制板安装中的加工质量、这样可
保证元件引线是适当弯曲、无缺口、且元件
安装方式能
使元件尽可能少移动;
• 敷形涂层也可用来降低冲击和振动对印制板
组装件的影响(见4.5.2)。
线路设计允许时、那些将受到严重冲击振动的
印制板上装配元件宜选择重量轻、外形小和带
有应变消除的元件。必需使用分立元件时、宜
优先选择表面安装或轴向引线类型、它们具有
相对较低外形、容易固定或与印制板表面紧密
连接。
只要有可能、宜避免使用不规则外形元件、特
别是质量大和重心高的。如非用不可、这些元
件宜置于板外圈或以硬件或固定件降低挠曲
处。根据问题的严重程度、可要求使用机械固
定、粘接剂连接或嵌入方式。
5.3.3 组装和测试
与前述印制板制作事项类
似、同样必须考虑印制板组装件和测试设备的
使用、以提高生产合格率并降低最终产品成
本。表5-2给出了常用印制板装配设备的使用
极限。
5.4 尺⼨标注体系
5.4.1 尺⼨与公差
在历史上、印制板设计对
尺寸和定位曾使用双向公差、是可以接受的。
但按照IPC-2615使用几何尺寸和公差(GDAT)与
使用双向公差相比有很多优点:
a) 与双向公差相比、实际定位的公差允许范
围至少加大了57%(见图5-4);
b) 在保证印制板机械性能前提下、提供了最
大可生产性。在使用最大/最小实体状态概
念时、可以获得“额外”的公差;
c) 当设计要求与匹配和功能相关时、它确保
它们能被特别注明并被执行。在使用自动
化组装技术时、
这尤其重要;
d) 保证了配合部件的可互换性;
e) 在图纸轮廓和解释方面统一和提供方便、
就可减少争议和臆测。
表5-2 常⽤组装设备极限
操作 在制板尺⼨
元件贴装 450mm x 450mm[17.72in x 17.72in]
波峰焊 400mm x Open[15.75in x Open]
在线测试* 400mm x 400mm[15.75in x 15.75in]
回流焊 450mm x 610mm[17.72in x 24.02in]
清洁 450mm x 450mm[17.72in x 17.72in]
模板 450mm x 450mm[17.72in x 17.72in]
*最大尺寸也由需检测的电气节点数确定。
2003年5月 IPC-2221A
31