IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第60页
辐射系数相 同 。 无 光 泽 或 暗 表面 比 光 亮 或有 光 泽 表面的 辐射 更 强( 见 表7-2)。 相互靠近 的装 置、元 件等会 彼 此 吸 收 对 方 的 辐 射 能。 如果 辐射 为 主要 传 热 方式、 各 过热 点 必 须 彼 此分开。 7.1.3 对 流 对 流传 热 方式 最 复杂。 它 涉 及 流体 的 混 合( 通 常为 空 气)的 传 热。 从物体到流体 对 流 的热 流 速 度 是 物体 表面 积、 …
6.4.6 电感事项
电感是导体的一种性能、
当电流流过导体中使产生磁场储存能量作用。
当电流具有高频成分时、引线和线路的自感变
得明显、会产生瞬态或开关噪声。这些瞬态与
电源/接地回路中的电感有关、电路设计必须
尽可能降低这种电感。
降低开关噪声的通用技术是使用去耦电容、它
可以从离集成电路(IC)门电路比电源更近的
点提供电流。甚至于这些电容设计进电路后、
电容的位置也很重要。如电容引线太长、自感
就会过高而产生开关噪声。印制板的去耦一般
由靠近IC的分立电容来完成。在较高I/O封装
中、开始趋向于将去耦电容安在封装内。这样
有两个优点、可以不用给电容占用板子面积和
减小电容互连大小。
另一考虑是使用较小直径导通孔及其相关连接
盘尺寸。导通孔由0.5mm[0.020in]改为0.3mm
[0.012in]、会降低线路中的附加电感。更小
直径导通孔将有进一步改善。
将电源层和接地层距离靠近也能用作高频去耦
电容。这也能减少去耦电容的占用空间。
7 热学管理
本章可作为温度控制和散热大纲。结合适当的
热分析(见IPC-D-330)的材料、会大大降低热
应力、并提高元件、焊接件和印制线路板的可
靠性。
热学管理的基本目标是确保所有电路元件、特
别是集成电路、保持在各自的功能及最大的容
许限度之内。操作温度限给定了元件封装(套)
外围温度范围、在此范围内使电子线路能正常
工作。
为确保合理的印制板组装件设计、必须了解印
制板组装中用到的冷却技术。民用品可使用直
接空冷(即让冷空气与印制板组件接触)。
在恶劣和严酷的环境中应用、印制板组件必须
使用间接冷却。这些应用中、组件安装到有空
冷或液冷的构件上、通过传导给热交换面冷却
元件。在印制板组件上这些设计必须用适当的
金属散热片。元件也需要适当的安装和连接。
为确保印制板的合理设计、必须提供热耗散图
以帮助进行分析和热学设计。
7.1 冷却机理
电子设备内产生的热量消散
是通过三种基本传热方式交互完成的。三种传
热方式为: 传导、辐射和对流。这三种传热方
式能够、也经常能同时起作用。因而任何热学
管理方法都要最大利用它们自身的相互作用。
7.1.1 传导
传热的第一种方式是传导。各
种材料的热传导作用不同。材料的热传导与它
的导热系数(K)、导热方向的横截面积及温差
成正比。热传导与导热长度和材料厚度成反比
(见表7-1)。
7.1.2 辐射
热辐射是通过主要是红外(IR)
波长的电磁辐射传热。在真空环境中、例如太
空中、辐射是物体唯一的传热方式。
辐射传热是热物体表面与它的热辐射系数、它
的有效表面积及能量是绝对温度四次方的函
数。
热辐射系数是对非“黑体”表面的降低系数。
它的定义为给定物体的辐射能与黑体辐射能之
比、以黑体的辐射系数为单位(1.0)。物体的
视觉颜色与其作为“热黑体”没
什么关系。阳
极氧化的铝、不管是黑色、红色或蓝色、它的
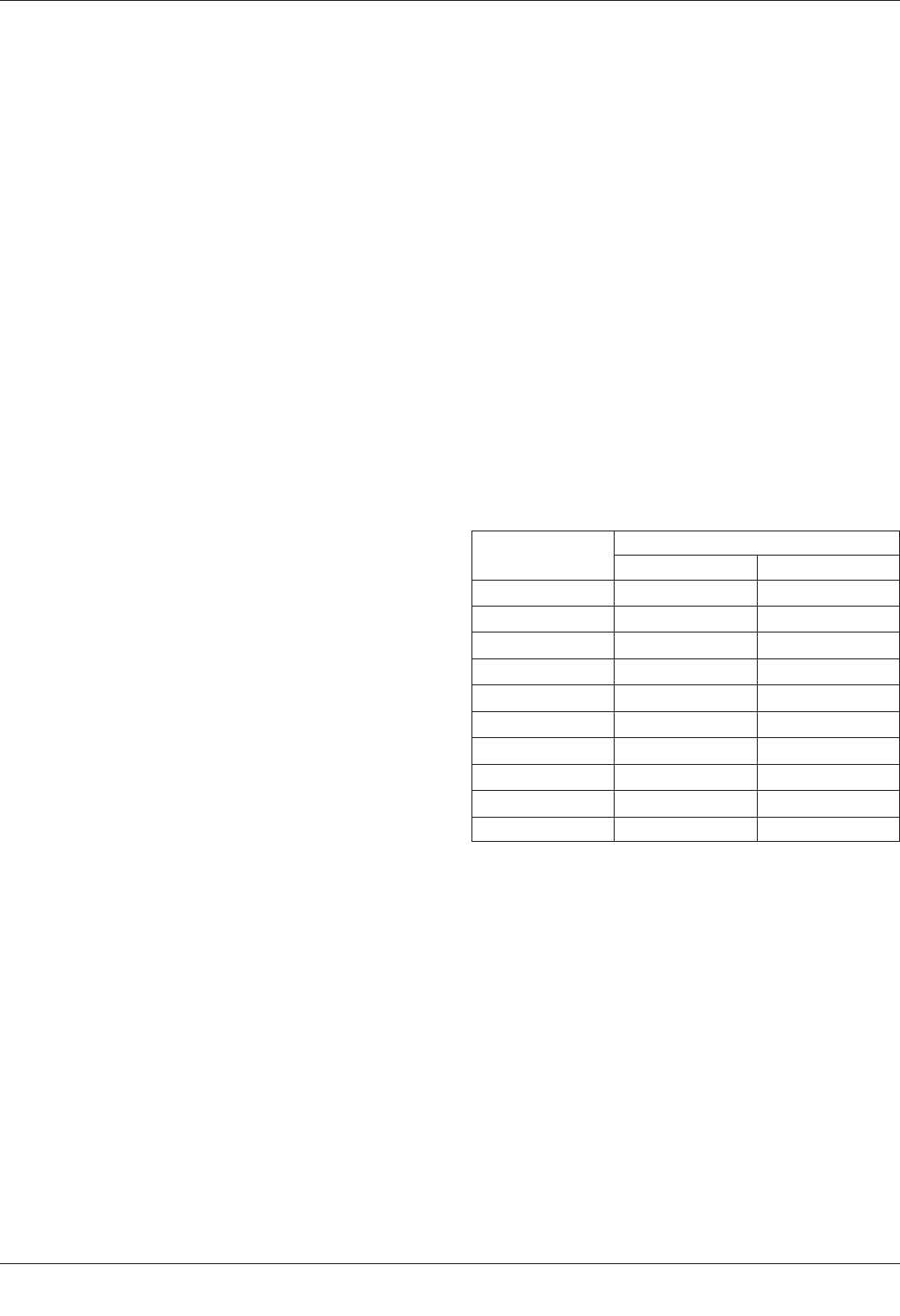
表7-1 材料类型对传导的影响
材料
热传导系数(K)
Watts/m ºC cal/cm ºC • s
静止空气 0.0276 0.000066
环氧 0.200 0.00047
导热性环氧 0.787 0.0019
铝合金1100 222 0.530
铝合金3003 192 0.459
铝合金5052 139 0.331
铝合金6061 172 0.410
铝合金6063 192 0.459
铜 194 0.464
低碳钢 46.9 0.112
2003年5月 IPC-2221A
49
辐射系数相同。无光泽或暗表面比光亮或有光
泽表面的辐射更强(见表7-2)。
相互靠近的装置、元件等会彼此吸收对方的辐
射能。如果辐射为主要传热方式、各过热点必
须彼此分开。
7.1.3 对流
对流传热方式最复杂。它涉及
流体的混合(通常为空气)的传热。
从物体到流体对流的热流速度是物体表面积、
温差、流体流速及流体的某些性质的函数。
任何流体与热表面接触其的密度会减小而使其
上升。这种现象产生的循环称为自然对流。空
气的流动可以在这种方式下或在一些外部人工
设备例如风扇或鼓风机作用下产生。强制对流
的传热效率可以是自然对流的十倍。
7.1.4 ⾼度效应
对流和辐射是向周围空气
传热的基本方式。在海平面上电子设备的散热
70%靠对流、30%靠辐射。空气稀薄时、对流作
用下降。在5200m[17060.37ft]处对流散热会
少于辐射散热的一半。在作高空应用设计时要
考虑这个因素。
7.2 散热事项
给一高热辐射印制板组件散
热的多层板设计中宜考虑使用:
• 外散热片(一般为铜或铝);
• 内散热片;
• 特殊散热架;
• 框架连接技术;
• 冷却液和散热结构;
• 热导管;
• 散热夹芯基材。
7.2.1 单个元件散热
单个元件散热可使用一
系列不同技术。本标准8.1.10给出了一些用于
需要特殊散热单个元件的散热设备。另外宜考
虑:
• 散热片安装(构件或焊接);
• 传热的粘接剂、胶或其它材料;
• 焊接温度要求;
• 散热片清洗要求。
7.2.2 印制板散热⽚的热学管理事项
印制板
元件放置时必须确定下列条件:
1. 散热片固定到印制板上的方法(例如粘接
剂粘接、铆接、螺钉等)。
2. 散热片和印制板组装厚度并留出适当的元
件引线头。
3. 自动化元件插入间距(见图7-1)。
4. 散热片材料及材料性能。
5. 散热片涂饰(例如阳极氧化、化学转化膜
等)。
6. 元件固定方法(例如定位架、螺钉、粘接
等)。
7. 传热途径和传热速率。
8. 可生产性(例如装配方法、清洗方法等)。
9. 印制板散热片固定面上的电路与散热片之
间所用绝缘材料。
10. 与一些裸露电路(例如元件焊盘和电路走
线)边间距、定位孔孔位和尺寸。
11. 散热片/印制板组件结构有关的散热片外
形。
12. 散热片宜全面支护元件。装配或焊接过程
中不允许元件有倾倒的机会。
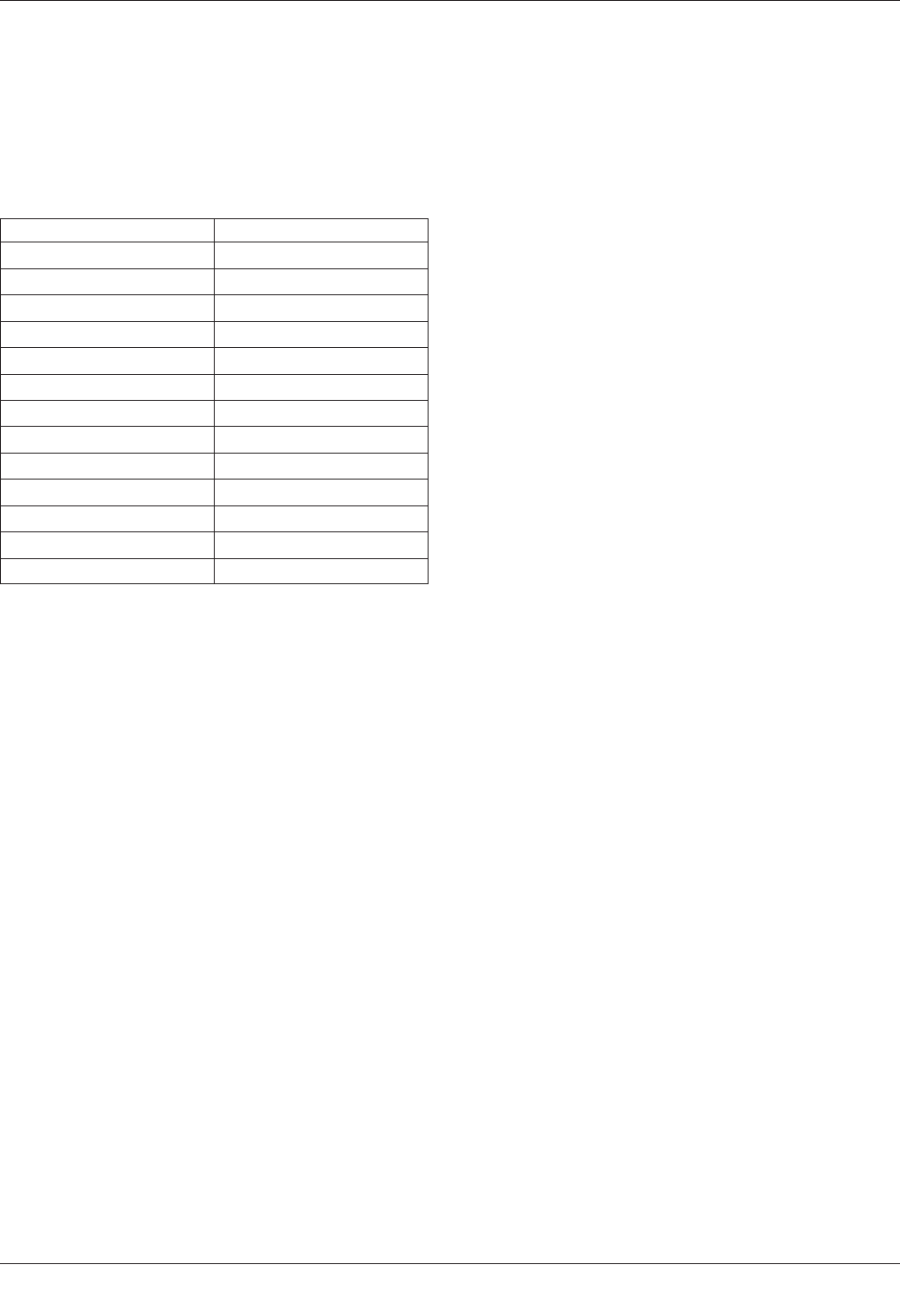
表7-2 些材料的热辐射系数
材料和表⾯修饰 热辐射系数
铝片、抛光 0.040
铝片、粗糙 0.055
铝阳极氧化、任意颜色 0.80
黄铜、商品 0.040
铜、商品 0.030
铜、机加工 0.072
铜、轧制板 0.55
钢、氧化 0.667
镍片、无光泽 0.11
银 0.022
锡 0.043
油漆、任意颜色 0.92 – 0.96
清漆、任意颜色 0.80 – 0.95
IPC-2221A 2003年5月
50

散热片设计应避免产生湿气阱并能进行焊后
清洗。通过在散热片上做可接近槽代替TO-
204-AA、TO-213-AA和类似的引线贯穿散热片
并焊在印制板上的封装下面的圆形隔离孔、就
可以解决这些问题。
能使用标准元件封装(例如双排直插式封装DIP
和轴向引线元件)时、通孔印制板组件散热片
一般是阶梯形结构。推荐阶梯形散热片是因为
它的设计和制作相对简便。图7-1是便于自动
化元件插入的散热片和元件间的标准间距。
某些印制板组件(例如特别电源和其它模拟设
计)用到许多不同元件类型。这些模拟电路的
线路功能非常依赖于元件的布局。对模拟设
计、散热片有时不能设计成阶梯形结构、则宜
按可生产性进行设计。减少需要独特形状切割
缺口的数量和需改变散热片厚度(需要铣削或
层压)的区域数、会提高散热片的可生产性。
使用机械加工的散热片时、转角处要努力用
尽可能大的半径来提高可生产性(例如3.0mm
[0.118in]半径的制作费用比6.0mm[0.236in]
高的多)。在所有情况下、不能用梯形的类似
散热片的设计宜与印制板同时设计(而不是在
照相底版完成后设计)、并且宜检查金属制作
和印制板装配的可生产性。
散热片上的镀覆孔散热盘宜比孔大 2.5mm
[0.0984in]、它包括电气间隔及不重合度公
差。
7.2.3 印制板上安装散热⽚
印制板上安装散
热片按下列步骤完成(按制造优先顺序)。如印
制板和散热片作为组装件购买、制造商可以有
其它选项。表7-3列出了选项。
装配方法具体如下:
1. 机械固定: 铆接是首选的紧固连接方法、
但 必须小心选择铆钉(实心或空心)及铆
接、避免损坏层压板。如部件想拆卸、则
宜用螺钉。紧密接触对抗振或提高传热是
必要的。机械固定同时使用粘接剂会促进
翘曲、但在振动条
件下会有用。环氧干膜
粘胶剂比胶水好、因为其粘接厚度和挤出
易于控制。粘接温度要尽可能低、以减小
翘曲。
2. 膜型粘接剂: 粘胶片是用冲模或机械切割
成散热片外形。相应固化期和散热片/印制
板组件的翘曲是影响可生产性的问题。膜
型粘接剂参见4.2.3。
3. 胶水: 因存在辅助固化期和散热片/印制板
组件翘曲的应用困难、胶水存在可生产性
问题。4.2.2中推荐的结构粘接剂很适合于
散热片粘接
应用。
粘接厚度规范涉及接触面(粘合层)和可生产
性的协调。工艺参数(例如表面光洁度或清洁
度)、材料变形和表面凸起(特别是2盎斯铜的
线 路)会使粘合层减小。更 多 粘胶会增强连
接、但过多则会从散热片下流出、污染焊接盘
和镀通孔。多数情况下、占(散热片)75%粘合
就足够了、但必须小心避免湿气或焊剂积留。
粘接剂粘合会提高印制板组装件的(比仅由机
械固定得到的为高)固有振动频率。使用粘接
剂也会改善传热。
7.2.4 SMT板散 热 ⽚ 专⽤设计
表面组装
散热片会显著影响表面组装件的热膨胀系
数 (CTE)。使用高CTE的材料会损害表面组装
元件焊点的可靠性、但这与表面组装件的工作
环境有关。实验室环境下表面组装件不会有明
显温度变化、可允许使用象1100铝的散热片材
料。大多数环境要求使用低CTE的散热片材料
以延长焊点寿命。
用于表面组装的散热片是做在印制板内(典型
的是层压在印制板中的铜-镍铁合金-铜层)或
是有一面或两面粘接有表面组装印制板的固定
板。
散热片连接到两个印制线路板上、需要一适应
性粘
胶片来减弱散热片和印制板CTE的差异、
并作为减振和传热材料。整体粘胶片提供可检
验性材料、可让装配工检查散热片和印制板的
电连接允许的针孔。宜避免在散热层下设计导
通孔。大多数胶粘接剂体系在固化循环时使用
2003年5月 IPC-2221A
51