IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第62页
IPC-2221a-7-01 图7-1 通孔印制板组装件 上 ⾃动元件 间插 装 对 元件 间距 的要求 [in] IPC-2221A 2003年5月 52

散热片设计应避免产生湿气阱并能进行焊后
清洗。通过在散热片上做可接近槽代替TO-
204-AA、TO-213-AA和类似的引线贯穿散热片
并焊在印制板上的封装下面的圆形隔离孔、就
可以解决这些问题。
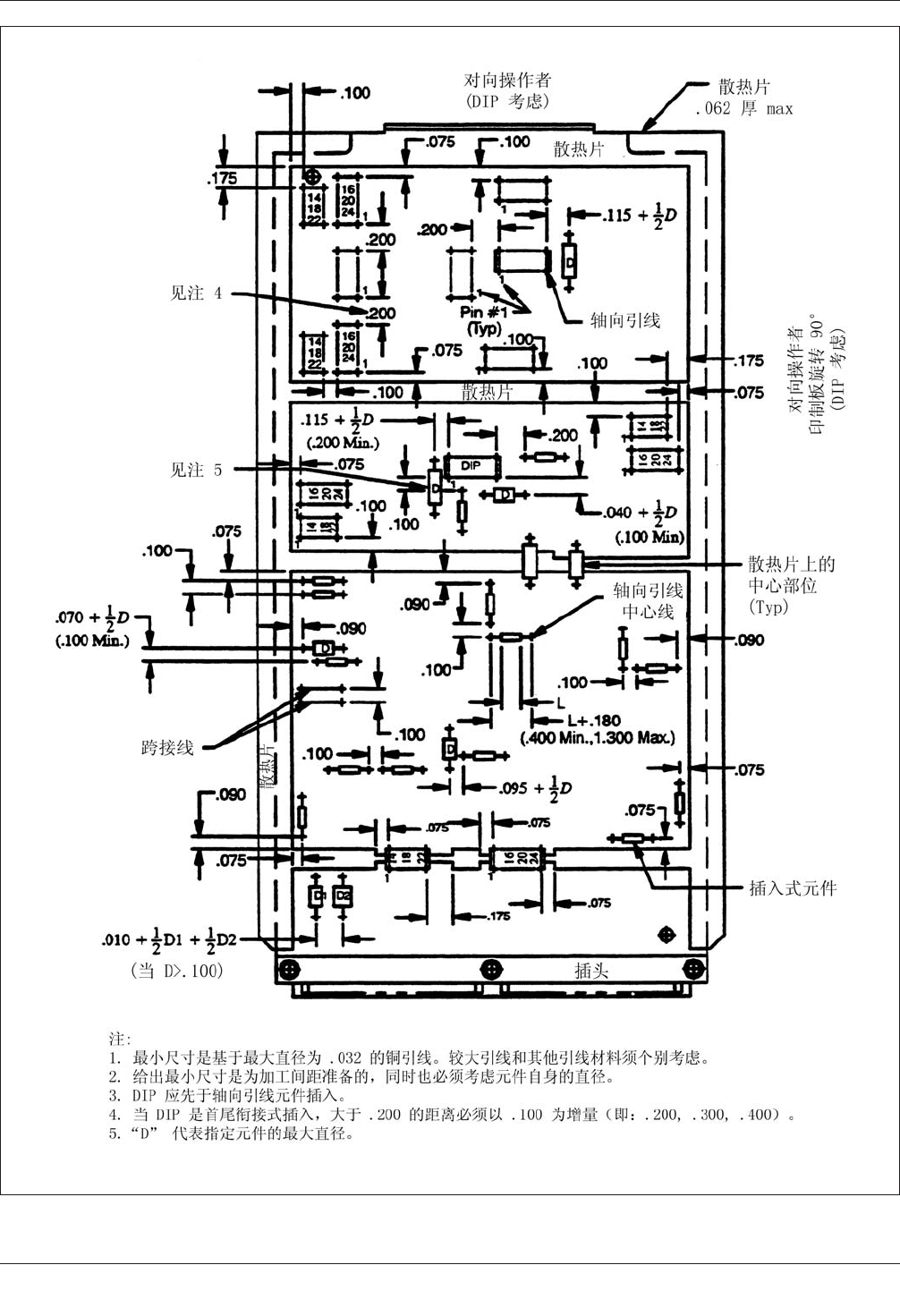
能使用标准元件封装(例如双排直插式封装DIP
和轴向引线元件)时、通孔印制板组件散热片
一般是阶梯形结构。推荐阶梯形散热片是因为
它的设计和制作相对简便。图7-1是便于自动
化元件插入的散热片和元件间的标准间距。
某些印制板组件(例如特别电源和其它模拟设
计)用到许多不同元件类型。这些模拟电路的
线路功能非常依赖于元件的布局。对模拟设
计、散热片有时不能设计成阶梯形结构、则宜
按可生产性进行设计。减少需要独特形状切割
缺口的数量和需改变散热片厚度(需要铣削或
层压)的区域数、会提高散热片的可生产性。
使用机械加工的散热片时、转角处要努力用
尽可能大的半径来提高可生产性(例如3.0mm
[0.118in]半径的制作费用比6.0mm[0.236in]
高的多)。在所有情况下、不能用梯形的类似
散热片的设计宜与印制板同时设计(而不是在
照相底版完成后设计)、并且宜检查金属制作
和印制板装配的可生产性。
散热片上的镀覆孔散热盘宜比孔大 2.5mm
[0.0984in]、它包括电气间隔及不重合度公
差。
7.2.3 印制板上安装散热⽚
印制板上安装散
热片按下列步骤完成(按制造优先顺序)。如印
制板和散热片作为组装件购买、制造商可以有
其它选项。表7-3列出了选项。
装配方法具体如下:
1. 机械固定: 铆接是首选的紧固连接方法、
但 必须小心选择铆钉(实心或空心)及铆
接、避免损坏层压板。如部件想拆卸、则
宜用螺钉。紧密接触对抗振或提高传热是
必要的。机械固定同时使用粘接剂会促进
翘曲、但在振动条
件下会有用。环氧干膜
粘胶剂比胶水好、因为其粘接厚度和挤出
易于控制。粘接温度要尽可能低、以减小
翘曲。
2. 膜型粘接剂: 粘胶片是用冲模或机械切割
成散热片外形。相应固化期和散热片/印制
板组件的翘曲是影响可生产性的问题。膜
型粘接剂参见4.2.3。
3. 胶水: 因存在辅助固化期和散热片/印制板
组件翘曲的应用困难、胶水存在可生产性
问题。4.2.2中推荐的结构粘接剂很适合于
散热片粘接
应用。
粘接厚度规范涉及接触面(粘合层)和可生产
性的协调。工艺参数(例如表面光洁度或清洁
度)、材料变形和表面凸起(特别是2盎斯铜的
线 路)会使粘合层减小。更 多 粘胶会增强连
接、但过多则会从散热片下流出、污染焊接盘
和镀通孔。多数情况下、占(散热片)75%粘合
就足够了、但必须小心避免湿气或焊剂积留。
粘接剂粘合会提高印制板组装件的(比仅由机
械固定得到的为高)固有振动频率。使用粘接
剂也会改善传热。
7.2.4 SMT板散 热 ⽚ 专⽤设计
表面组装
散热片会显著影响表面组装件的热膨胀系
数 (CTE)。使用高CTE的材料会损害表面组装
元件焊点的可靠性、但这与表面组装件的工作
环境有关。实验室环境下表面组装件不会有明
显温度变化、可允许使用象1100铝的散热片材
料。大多数环境要求使用低CTE的散热片材料
以延长焊点寿命。
用于表面组装的散热片是做在印制板内(典型
的是层压在印制板中的铜-镍铁合金-铜层)或
是有一面或两面粘接有表面组装印制板的固定
板。
散热片连接到两个印制线路板上、需要一适应
性粘
胶片来减弱散热片和印制板CTE的差异、
并作为减振和传热材料。整体粘胶片提供可检
验性材料、可让装配工检查散热片和印制板的
电连接允许的针孔。宜避免在散热层下设计导
通孔。大多数胶粘接剂体系在固化循环时使用
2003年5月 IPC-2221A
51
IPC-2221a-7-01
图7-1 通孔印制板组装件上⾃动元件间插装对元件间距的要求[in]
IPC-2221A 2003年5月
52
压力、这样将使胶粘接剂(冷却的)从导通孔处
流走。这会在导通孔和散热片之间产生短路。
硅树脂粘胶片可以有效地粘接印制板和实心散
热片。硅树脂粘胶片的粘合完整性要靠待粘面
正确使用底漆。要小心防止硅树脂污染待焊接
或敷形涂装的表面。硅树脂粘胶片见4.2.2。
为减小最后粘合件的变形以及粘接固化过程
中组装元件的热应力和机械应力、宜选择低温
固化硅树脂胶。会受到损伤的元件宜在图上标
注、组装中需要加以保护。粘接工序完成后有
些元件需要手工装配。
7.3 传热技术
7.3.1 热膨胀系数(CTE)特性
应用表面组装
元件中、互连结构的CTE成为一个要考虑的重
要事项。表7-4计算出可靠性指数、这与元件
和基材的X和方向不同膨胀特性、焊点到中性
点(零应变点)的距离以及焊点高度有关。该指
数与焊点每周期总应变数有关。减小元件和印
制板组件CTE的相对差很重要。典型陶瓷材料
的CTE为5-7ppm/℃。图7-2给出了一些直接使
用的材料(尼龙、玻璃或环氧玻璃)和一些与印
制板绝缘材料一起使用的夹心基材的CTE值。
7.3.2 传热
因传热原因需要扩大与印制板
或与安在印制板上散热片接触面的元件、应与
工艺溶液兼容或受到保护。
一些传热介质应以在后续的组装操作中(如导
热脂、氮化硼、可能会在工艺操作中被破坏或
去除)不被破坏的方式组装。工艺溶液的夹带
也应避免。
7.3.3 热匹配
通孔组装玻璃元件和陶瓷表
面组装元件的热问题主要来自元件和印制板的
热膨胀不匹配。组装件如果受到热冲击、热循
环、能量循环和高温运行、这种不匹配会导致
焊接连接处开裂。
表7-3 印制板散热⽚组装选择
⽅法 主要优点主要缺点 考虑事项
铆接 最牢固、无需固化或使用胶水板上需要铆接面和孔 实用标准尺寸铆钉
螺钉连接 可以拆卸 需要垫圈和螺钉、板面和孔使用标准零件
粘胶⽚ 不占用空间、可提高传热、较
高振动固有频率、增加绝缘性
固化时间和可能变形 低固化温度可减小变形
胶⽔ 不占用空间、可提高传热、较
高振动固有频率
可生产性方面及固化时间和变
形等
低固化温度可减小变形
表7-4 元件引线/端⼦连接的相对可靠性矩阵表
周期运行环境
[ºC]
设计寿命[年]
51020
周期频率[周期/日]
0.1 1 10 0.1 1 10 0.1 1 10
平均周期寿命频率[周期/日]
183 1825 18,250 365 3650 36,500 730 7300 73,000
相对可靠性指数、R[ppm/ºC]
+20 to +40 2200 790 360 1600 580 270 1150 420 200
+20 to +80 670 240 110 490 170 79 350 130 58
-40 to +40
1
600 230 110 440 170 83 330 130 62
-40 to +80
1
370 140 65 270 100 48 200 75 36
1) 这些环境跨越了从应力驱动(<20ºC)到变形/蠕动驱动(>+20ºC)过度区域的范围;已经表明对于这种环境、疲劳的发生由于不
同于构成本可靠性表的机理而显著地提早、同时宜假定这些环境的R值是偏好的。
2003年5月 IPC-2221A
53