IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第67页
这 个 网格也 不 适 当、 可 用 1.27mm [ 0.050in ] 的 网格 、 甚 至 0.64mm [ 0.025in ] 的 网格 。2.54 [ 0.100in ] 布 局 网格 不仅 方 便 零 件的 插入、 而 且 方 便 板和组件的标准测试 针床 的测试。 如果 使用 测试 针床 测试(包括印制板组件的在线测 试) 、 那 么 当元 件布 局 在 网格之 外、 会 使 测试 夹具 的制 作 变 得困难 许多 。 图…

8.1 布局要求总则
8.1.1 ⾃动组装
当使用元件自动插装和贴
装技术时、有几个印制板设计参数一定要注
意、这些参数在使用手工组装技术时是不适用
的。
8.1.1.1 板的尺⼨
用于自动组装印制板、可
以有许多不同尺寸。因此、制造商对设备的
技术要求宜以成品印制板的要求来评价(见
5.3.3)。
自动装配操作的标准化、可以通过使用适应板
的尺寸变化的标准夹具、或以在制板形式的组
装板来达到。使用在制板的装配、原则上要求
与印制板制造商密切合作以确立定位意图、定
位孔定位、板定位、附连板及基准标记定位。
8.1.1.2 混合组装
既用于表面安装元件、又
用于通孔直插元件的自动处理、在设计上需要
专门考虑、使元件第一阶段装配不影响第二阶
段插入引脚。
元件布局应考虑装在板上的插件设备对板的应
力、尽可能将部件隔离在特定的区域、以便于
第二阶段插入/布局的应力不对先前焊接点产
生影响。
8.1.1.3 表⾯安装
表面安装元件的自动组
装、考虑包括用于安装/定位片状元件、分立
芯片载板、小外形封装及扁平封装的拾放设
备。
设计中宜设置特殊的定向符号、以便于表面安
装器件的检验。方法可包括特殊符号、或特殊
焊盘的外形、以识别集成电路封装的引线。
8.1.2 元件布局
如果印制板采用机 器焊
接、只要可能、通孔直插器件与元件宜安装在
与印制板焊锡接触的背面。
使用表面安装与通孔安装元件混合安装、或在
印制板两面都装有元器件、要求充分了解组装
和贴装工艺(见IPC-CM-770和IPC-SM-780)。
如果把元器件引线插进孔里、只要有可能、轴
向和非轴向引线的元件、宜按IPC-CM-770要
求、只在印制板组件的一面安装。
除非一个元器件被明确地设计成允许另一元件
进入其构造内、不应有元器件互相叠装(重
叠)
(见J-STD-001)。
元件引线应当为表面安装、通孔安装、或在接
线柱上安装。引线与导线末端应被焊接或导线
键合。
元件的引线插入镀覆孔中或接线端区域上、实
际位置的变异加上元件的外壳(主体和引脚)的
允许偏差、会引起元件主体从预定的安装位置
移动。这种错位应考虑这类最差情况的元件布
局问题、不应减少至邻近印制导线或其他元件
的间距小于要求的电间隔。
如果元件利用黏合剂(结构型或导热型)与印制
板表面黏合、这个元件的放置就应该顾及黏合
剂覆盖区域上黏合剂是否流到接线端区域上
面、或是使之变得模糊。零件连接工艺应规定
控制黏结材料的数量和类型、使零件可被拆
除、而不损坏印制板组件。黏合剂的使用应与
印制板材料、元件以及或与黏合剂接触的部件
材料相容。一些胶黏剂与相邻的元件接触可能
是不接受的。与焊接端点
或相邻元件的应力释
放区接触是否在另外的区域、取决于材料。
散热问题、功能的分隔、电气问题、封装密
度、贴装机械的限制、波峰焊托架问题、振动
问题、部件相互干扰问题、制造和测试的难易
程度、等等、都会影响零件的布局。
只要可能、零件宜以0.5mm[0.020in]布局网格
放置。若0.5mm[0.020in]网格不合适、宜使用
0.05mm[0.00197in]布局网格。某些零件(例
如一些继电器)的引脚不在标准网格但在其他
网格上、零件的放置宜使通孔在标准网格上。
有些元件、比如“贴着”外壳、引脚不在网
格上。这种情况下、建议将部件的中心置于网
格上。
如果设备或其它限制不允许使用米制网格、零
件可按2.54mm[0.100in]布局网格放置。如果
IPC-2221A 2003年5月
56

这个网格也不适当、可用1.27mm[0.050in]
的网格、甚至0.64mm[0.025in]的网格。2.54
[0.100in]布局网格不仅方便零件的插入、而
且方便板和组件的标准测试针床的测试。如果
使用测试针床测试(包括印制板组件的在线测
试)、那么当元件布局在网格之外、会使测试
夹具的制作变得困难许多。
图7-1说明了对元件自动插装的可生产性设计
的允差。通孔安装印制板宜遵循在两个相对面
边缘上的元件到板边缘间距要求、这两个相对
面的边缘允许直接插装
进入波峰焊抓手。其它
的设计将需要夹具。
元件散热器的考虑和板散热器的要求都必须在
零件布局中提及。
如果印制板组装件不用针床测试、则组装件网
格将只受组装件机械装置限制。如果印制板组
装件可与测试针床电路一起测试, 则以2.54mm
[0.100in]网格间隔设置镀覆孔为首选。1.91mm
[0.075in]网格允许较高的设计密度、且与组
装件机械装置无关。但应用测试针床的测试
时、则与裸板和整个组装件测试有关。裸板测
试通常由印制板供方进行
、而且目前对于不合
要求的网格或缩小网格印制板测试还没有作经
济赔偿。
设计者宜充分保证元件与板边缘的间隔为测试
和装配作准备。如果这做不到、设计者应考虑
添加可拆卸板(也就是可分离边条)。元件边缘
定义为从元件没有引线伸出那一面的边缘, 以
及元件有引线伸出的那一面,其焊盘结构的表
面边缘。元件最好应该距板和导板或安装硬件
的边缘最小为1.5mm[0.0591in]、以便于元件
的布局、焊接和测试夹具准备。
在焊接期间元件不宜以一个遮盖另一个的方
式组合在一起。元件的排列不要与行进方向垂
直、要交错。
在一项设计中、元件极性宜布向一致(同一方
向)。
对于波峰焊表面贴装片状元件、宜在自动焊
接之前、使用特制配方的胶粘剂黏接在印制板
上。
零件安装的专门要求包括该类型元件的功能、
印制板组件选用的安装技术、元件引线的弯曲
要求、减轻引线应力
的方法选择以及元件的布
局(或者安装在没有裸露的线路表面上、在被
保护的表面上、或者在线路之上)。附加要求
则取决于诸如散热需求(操作环境温度、最大
节点温度要求以及元件的散热能量)、以及机
械支撑要求(基于元件的重量)等。
印制板组装元件安装方法的选择、应使得成品
组装件符合适用的振动、机械冲击、潮湿以及
其它的环境条件中。元件安装时、其操作温度
的选择应不使元件的使用寿命低于设计极限。
元件安装技术的选择、应确保板的材料在操作
条件下不高于允许的最大温度值。
8.1.3 ⽅位
元件的安装宜与印制板边缘平
行。为使外观显得整齐划一、元件相互之间也
宜保持平行或垂直。当可能时、元件的安装方
式宜使冷却通风尽可能达到完善。
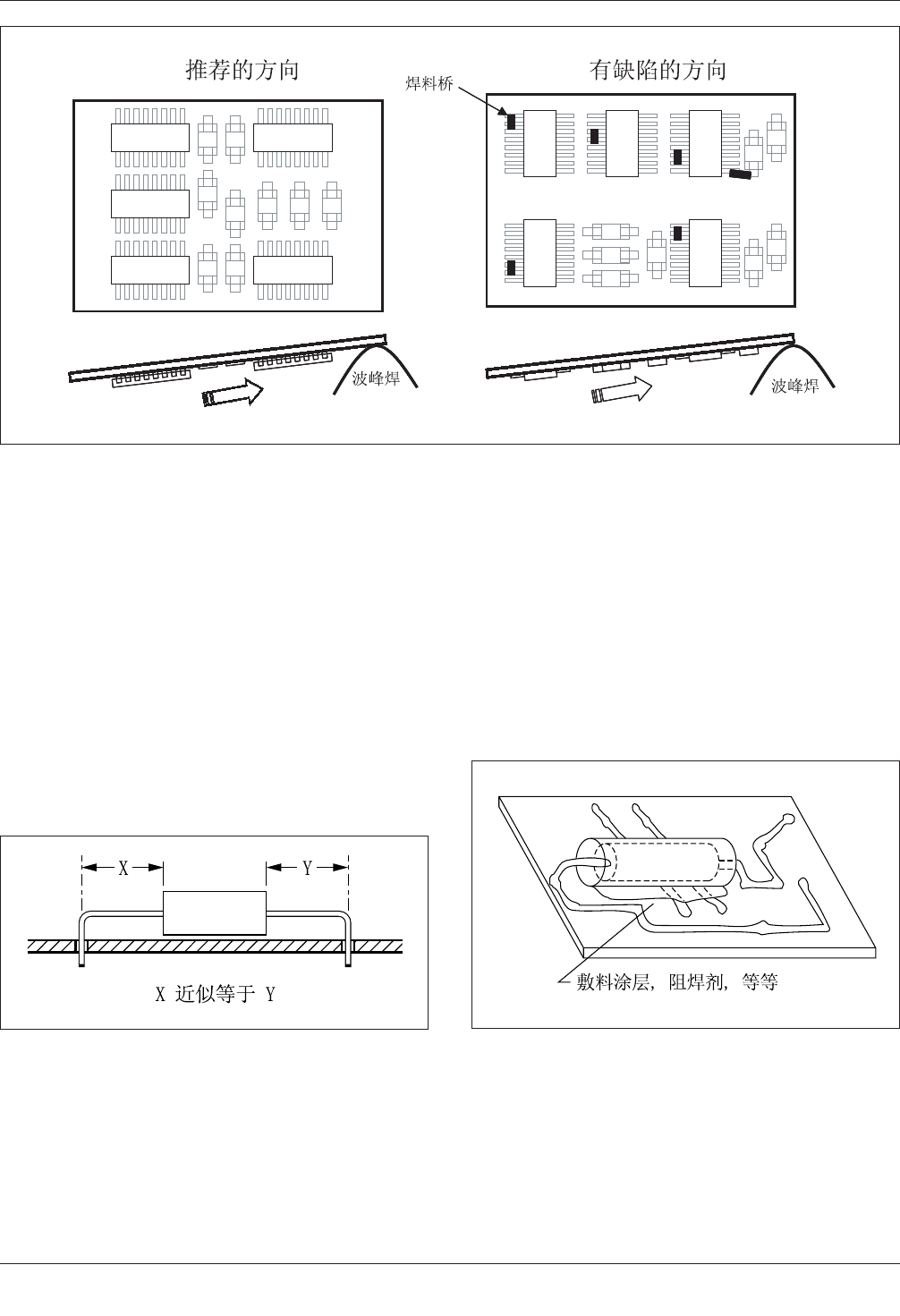
组件通常是流动焊接、以板的顶部边缘(垂直
于波的传送方向)在前、安装凸缘及其硬件对
着固定装置或运送装置的机械抓手、板边连接
器在后。表面贴元件宜以有利于波峰上焊料流
动的方式放置。矩形元
件(带有末端焊接帽)的
方位宜与板的引导端的长轴线平行、且垂直于
传送方向。这就避免了“阴影”效应、即元件
的主体以别的方式防止焊料自由流动到焊接点
拖痕。见图8-1。
8.1.4 可接近 性
应 将 电 子元件定位和隔
开、使得每个元件的焊盘不被别的元件或别的
固定安装件所妨碍。每个元件应可以从组装件
里移走、而不必移动任何其它元件。这些要求
不适用于不准备修理(抛弃型组件)的组装件制
造、或按8.2.13的规定。
8.1.5 设计包容
除板上的连接器外、元件
的突出部分不宜超出板的边缘或妨碍板的安
装。
2003年5月 IPC-2221A
57
除非组装图有另外的详细说明、板的边缘视为
组件周边尺度的极限。除连接器外、印制板所
有元件部分都是不允许扩展的。对于最大零件
主体的尺度、以及由印制板和装配文件要求的
安装设备、设计者要给予应有的注意、以便规
定周边尺度。
8.1.6 元件主体居中
除非另有规定、水平安
装轴向引线元件的主体(包括末端密封或熔焊
缝)、宜横跨在安装孔之间近似居中位置、如
图8-2所示。
8.1.7 导电区上的安装
安装带金属壳体的元
件、应与邻近导电的部分互相绝缘。绝缘材料
应与电路和印制板材料相匹配。
零件下的导电区应以下列方法之一进行保护、
以防潮湿:
• 使用符合IPC-CC-830要求的敷形涂层材料
(通常在装配图上规定);
• 使用低流动度的预浸材料作固化树脂涂层;
•施加永久性聚合涂层(阻焊剂)、使用的材料
应符合IPC-SM-840。
• 无论元件外面是否有套管,这个要求都适用
(见图8-3)。
8.1.8 间隔
元件引脚或带金属壳的元件、
与任何导体通路之间的最小间隔应为0.13mm
[0.00512in]。通常、没有涂层的导体区域宜
规定大约0.75mm[0.0295in]的间距、如图8-4
所示、但不低于表6-1规定的值。
IPC-2221a-8-01
图8-1 边界和(或)波峰焊应⽤的元件⽅位
IPC-2221a-8-02
图8-2 元件主体居中
IPC-2221a-8-03
图8-3 安装在导线上的轴向引线元件
IPC-2221A 2003年5月
58