IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第71页
IPC-2221a-8-08 图8-8 散 热的例⼦ IPC-2221a-8-09 图8-9 引 线的 弯曲 2003年5月 IPC-2221A 61
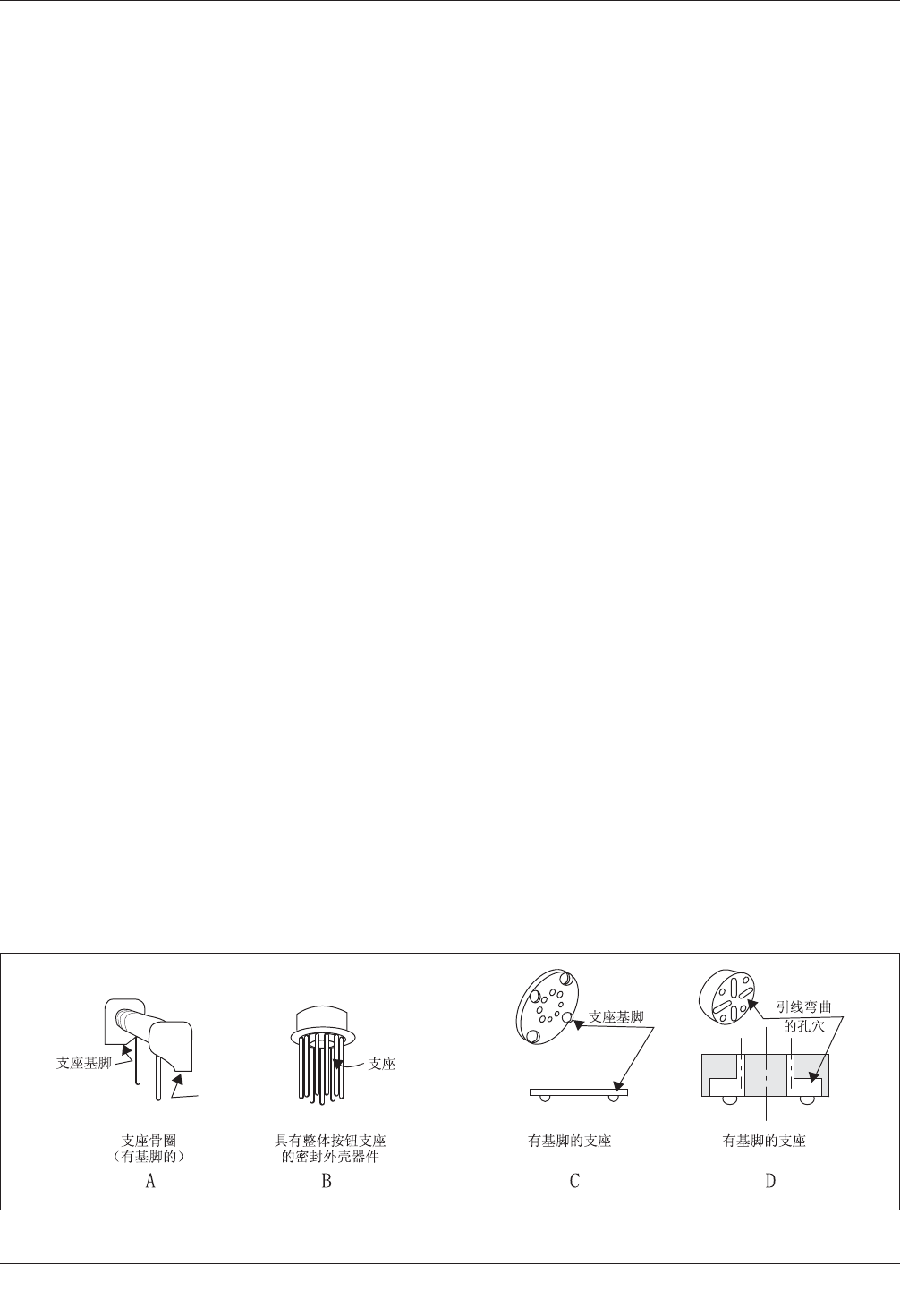
当使基座表面平行于板的表面(见图8-7)。元
件的支撑应如下任一种情况:
• 元件主体有完整的基脚或者支座(见图8-7A
和8-7B);
• 具有特别结构的无弹性基脚支座的器件(见
图8-7C);
• 既不阻塞镀覆孔、也不在板的元件面上隐蔽
连线的分开的无基脚的支座。
• 带有基脚或无基脚固定支座的器件、是用于
齐平安装到板表面。如图8-7B中所示那样按
钮式的支座、可以当作是基脚。有基脚的
支
座、如图8-7C和图8-7D所示、应有一个最小
的基脚高度0.25mm[0.00984in]。
• 当一个分开的有基脚支座的元器件、或者一
个分开的底部无基脚支座的元器件在使用、
而且元件底部平行于板表面的时候、安装宜
使元件底部平坦地与有基脚、或无基脚的支
座的紧密接触。安装也应使有基脚支座的元
器件基脚完全保持与板表面紧密接触。不应
将有支座的元器件倒置、翘起、倾斜,并不
宜使它的基脚(或底部表面)落于与板接触之
外、或置于导电层之上。不应将元件翘起、
倾斜,也不应从有弹性支座的配合面分开。
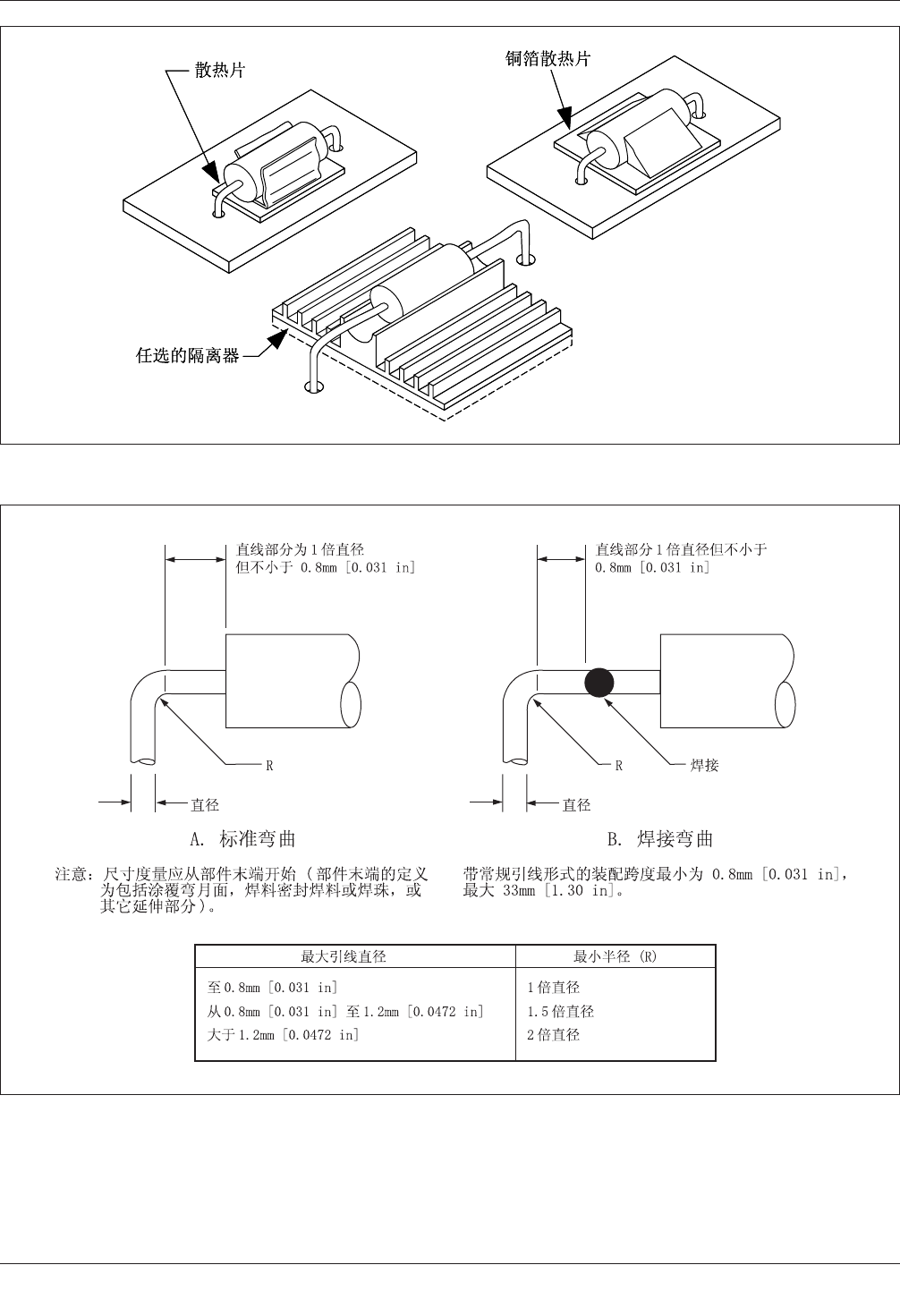
8.1.10 散热
对于元件散热的设计、应达到
确保板材和元件在操作条件下、不超过最高允
许温度。实现散热的方法可以是: 板和元件之
间留出一定的缝隙、使用夹具或散热安装盘、
或连接上合适的热传导材料,与元件热平面结
合使用(示例见图8-8)。
任何散热技术或者散热器件、应该允许进行清
洗以便从组件中清除污染物。用于部件和散热
器之间转移热量的导热材料、应与装配和清洗
过程相匹配。
3级组装件上的元件、由于散热要求与印制板
表面大面积接触或者板上安装散热器、应对导
电层介面进行保护防止工艺溶液侵入。为防止
夹带风险、应规定适合的材料和方法、以封堵
腐蚀性或导电性的污染物侵入界面。
注: 即使整个是非金属的界面、其夹缝处容易
夹带液体、这对装配者通过要求的清洁度测试
的能力、可能有不利的影响。
8.1.11 应⼒释放
当设计应力释放时、焊盘
和端点应由设计定位、以便元件可以安装或提
供弯曲的应力释放、使遭受能预料到的环境温
度、以及振动和冲击时,不会使部件引线与接
触面应力过大。为了达到设计目标、引线弯曲
半径可能与图8-9不一致时,弯曲应在装配图上
详述。
以其主体直接密切接触的印制板水平安装元件
的引线、安装方法应确保不减弱应力释放、或
因在引线弯曲处焊料填充而失效。引线弯曲不
应在元件主体、或者元件主体与任何引线熔焊
之间形成。引线在弯曲半径之前开始,从主体
密封或引线熔焊处应直伸、如图8-9所示。
宜采用图8-9和8-10中所示的要求、以防止对
元件、特别是玻璃部件可能的损害。选择引
IPC-2221a-8-07
图8-7 有基脚或⽀座的安装
IPC-2221A 2003年5月
60
IPC-2221a-8-08
图8-8 散热的例⼦
IPC-2221a-8-09
图8-9 引线的弯曲
2003年5月 IPC-2221A
61
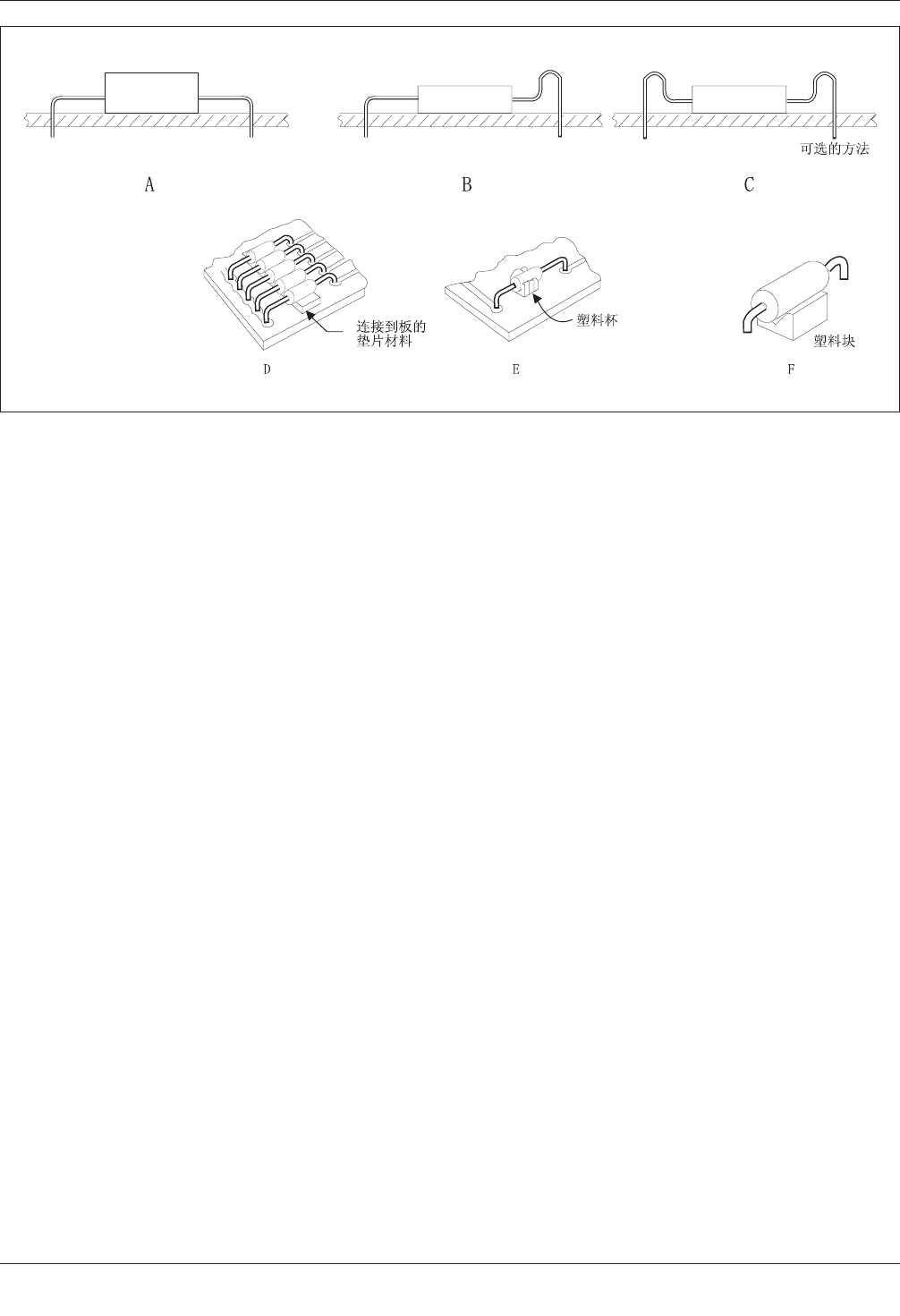
线结构时、应当考虑引线弯曲设备的能力。推
荐在不直接与印制板接触安装的元件下使用垫
片。
如8.1.10所述、直接安装到散热器框架上的
双列直插(DIPs)器件、可以有专门应力释放措
施。在散热器框架和印制线路板之间采用柔
软衬垫材料、是确保应力释放可接受的方法、
以抵消温度变化期间应力的影响。条件是具
有弹性的添加材料有充分厚度(典型为0.2mm
[0.0079in])。许多柔软衬垫材料往往有低的
T
g
和高的CTE、比完全没有衬垫的情况、产生
的应力要更大。
8.2.1 通孔
对于装有通孔元件印制板的自
动装配, 宜考虑到为元件引线插入和折弯提供
一些适当的间隙。具体细节见图7-1、8.3.1
和IPC-CM-770。
8.2 贴装要求总则
8.2.2 表⾯安装
设计应当为自动拾放设备
保留适当的间隙、使部件以适当的方位、并
为贴装头提供(见IPC-CM-780)有足够的间距。
当可能时、宜为焊点检查提供间隙(见IPC-CM-
782)。
8.2.3 混合装配
用于表面安装和通孔板安
装元件的自动工艺、需要专门设计考虑、目的
是在第一阶段组装的元件,不妨碍装配第二阶
段的插装头。
8.2.4 焊接事项
设计者宜保证所采用的元
件应能承受装配过程中焊接的温度。尽管元件
曝露在这种温度的时间较短、但由于印制板组
件的热容量、元件外壳附近较长时间保持热
度。因此避免下面通孔安装元件时无法承受的
例子:
1. 波峰焊的环境(260+ºC[500ºF]、1min);
2. 在气相环境中表面安装元件(216ºC
[421ºF]、4min);
3. 在其它工艺中表面安装元件(225ºC
[437ºF]、最长1min)。
当设计限定要求的安装元件不能承受焊接温度
时、这些元件应当以单独过程安装并用手工焊
接、或者应采用一个经批准的局部回流技术。
安装到组装件底部以备采用波峰焊表面安装元
件、必须具有在260ºC[500ºF]的熔融焊料中耐
浸没5秒的能力。另外、由于板基材潜在的敏
感性所致预热的限制、所以
当元件送入波峰焊
时、预期热冲击可高达120ºC[248ºF]。
IPC-2221a-8-10
图8-10 典型的引线结构
IPC-2221A 2003年5月
62