IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第72页
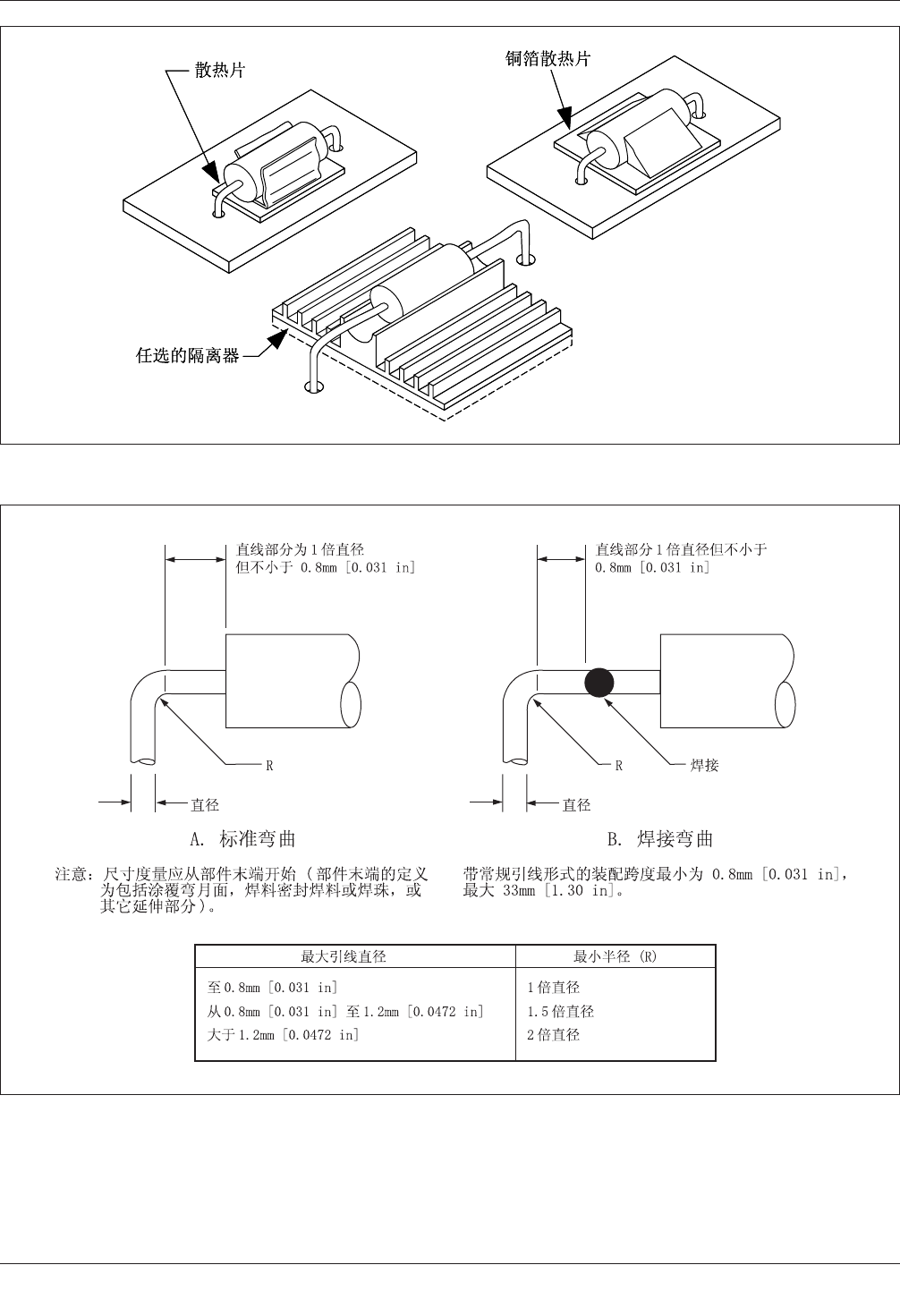
线结构 时 、应当考 虑 引 线 弯曲 设 备 的能 力 。 推 荐 在不 直 接 与 印制板接 触 安装的 元 件下 使用垫 片。 如 8.1.10所述 、直 接安装 到散 热 器框架上 的 双 列 直插 (DIPs) 器 件 、 可 以 有 专 门 应力释放 措 施 。在 散 热 器框架 和印制线 路 板 之 间 采用柔 软 衬 垫 材料 、 是 确保应力释放 可接 受 的 方 法 、 以抵消温 度变 化 期 间 应力 的 影响 。…
IPC-2221a-8-08
图8-8 散热的例⼦
IPC-2221a-8-09
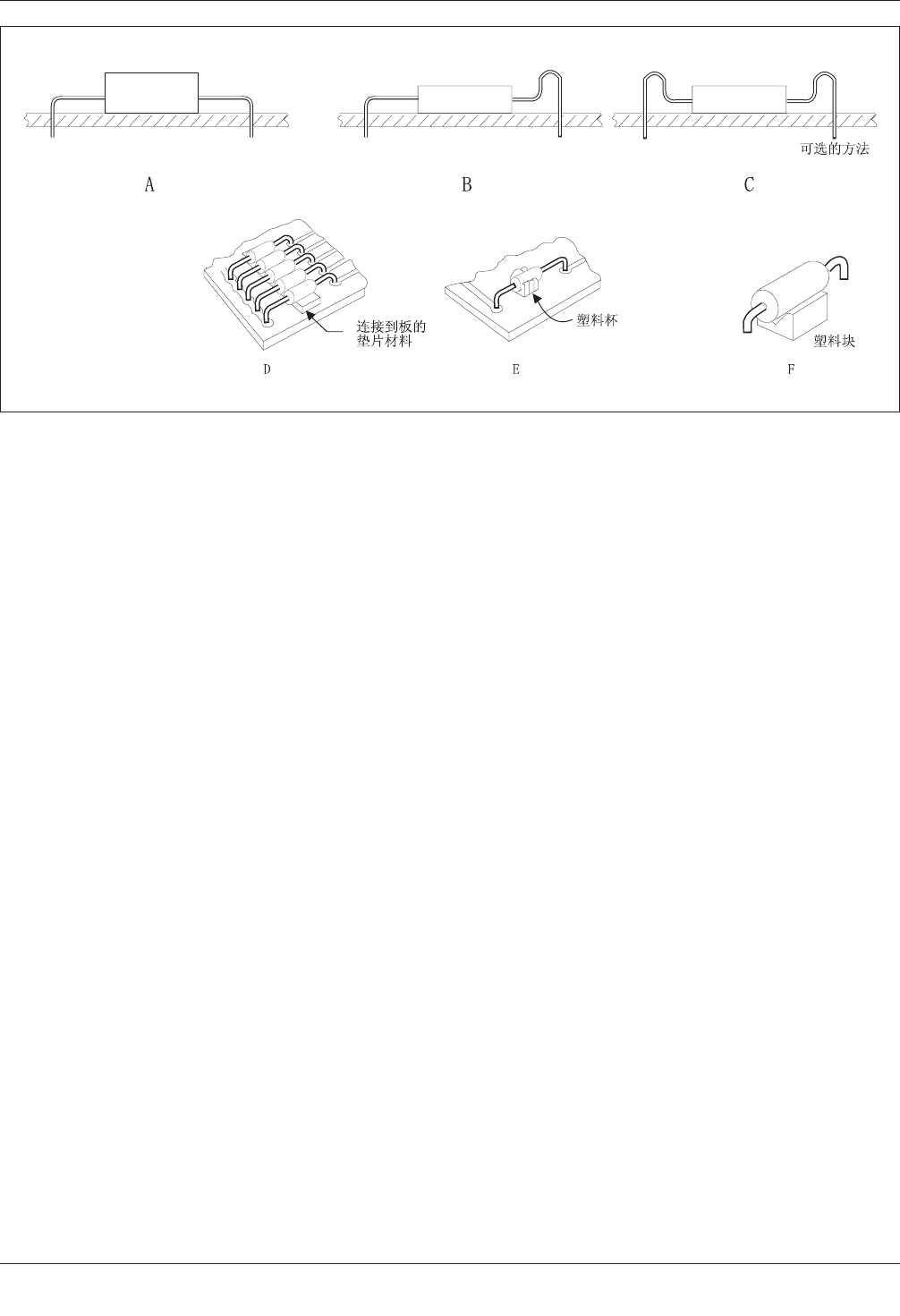
图8-9 引线的弯曲
2003年5月 IPC-2221A
61
线结构时、应当考虑引线弯曲设备的能力。推
荐在不直接与印制板接触安装的元件下使用垫
片。
如8.1.10所述、直接安装到散热器框架上的
双列直插(DIPs)器件、可以有专门应力释放措
施。在散热器框架和印制线路板之间采用柔
软衬垫材料、是确保应力释放可接受的方法、
以抵消温度变化期间应力的影响。条件是具
有弹性的添加材料有充分厚度(典型为0.2mm
[0.0079in])。许多柔软衬垫材料往往有低的
T
g
和高的CTE、比完全没有衬垫的情况、产生
的应力要更大。
8.2.1 通孔
对于装有通孔元件印制板的自
动装配, 宜考虑到为元件引线插入和折弯提供
一些适当的间隙。具体细节见图7-1、8.3.1
和IPC-CM-770。
8.2 贴装要求总则
8.2.2 表⾯安装
设计应当为自动拾放设备
保留适当的间隙、使部件以适当的方位、并
为贴装头提供(见IPC-CM-780)有足够的间距。
当可能时、宜为焊点检查提供间隙(见IPC-CM-
782)。
8.2.3 混合装配
用于表面安装和通孔板安
装元件的自动工艺、需要专门设计考虑、目的
是在第一阶段组装的元件,不妨碍装配第二阶
段的插装头。
8.2.4 焊接事项
设计者宜保证所采用的元
件应能承受装配过程中焊接的温度。尽管元件
曝露在这种温度的时间较短、但由于印制板组
件的热容量、元件外壳附近较长时间保持热
度。因此避免下面通孔安装元件时无法承受的
例子:
1. 波峰焊的环境(260+ºC[500ºF]、1min);
2. 在气相环境中表面安装元件(216ºC
[421ºF]、4min);
3. 在其它工艺中表面安装元件(225ºC
[437ºF]、最长1min)。
当设计限定要求的安装元件不能承受焊接温度
时、这些元件应当以单独过程安装并用手工焊
接、或者应采用一个经批准的局部回流技术。
安装到组装件底部以备采用波峰焊表面安装元
件、必须具有在260ºC[500ºF]的熔融焊料中耐
浸没5秒的能力。另外、由于板基材潜在的敏
感性所致预热的限制、所以
当元件送入波峰焊
时、预期热冲击可高达120ºC[248ºF]。
IPC-2221a-8-10
图8-10 典型的引线结构
IPC-2221A 2003年5月
62
8.2.5 连接器和互连
相对于别的元件安装类
型和互连方法来说、使用印制板组件的主要优
势之一是它们具有容易维护的能力。已开发的
器件(连接器)为在印制板组件之间,或者印制
板组件与分立互连线路之间提供理想的机械/
电气界面。
板的尺寸和重量、对于选择连接器硬件、以及
决定板子是以水平、或者垂直的安装方式中是
重要的因素。一般惯例是把连接器安装到一块
母板、板的支架、或者框架上、然后把元件板
用合适的导轨和支架插进连接器。通常说来、
如果组件将遇到大量的振动、宜把板子连在连
接器上、或由机械装置支撑、而不是依靠接触
点摩擦力提供机械界面。
连接器可以通过焊接、熔接、卷边、压配合或
其它方法安装到印制板上。引线可以通过孔或
者板上提供的焊盘接触连接。孔可以是镀覆孔
或只简单地钻孔。确切的方法将取决于连接器
设计。
8.2.5.1 单件式连接器
单件式连接器为印制
板和板边连接器及其周边之间的通讯提供凹形
插座。
如果信号太弱、或者拆卸频繁、或者预期环境
条件恶劣、则连接器的接触面宜镀金。当有可
能以两种不同方式在印制板上安装一个连接
器、或者在有错误的板上安装一个连接器时、
在接触区域应提供一个键(见图8-11)。
8.2.5.2 双列直插式连接器
直插式印制板连
接器应与印制线路板以完全紧密的接触方式安
装。与印刷线路板之间完全紧密的接触安装的
连接器、应设计成连接器主体内部具有减轻应
力的措施、并有预防阻塞镀覆孔的空穴(或可
见或隐藏)。
8.2.5.3 板边连接器
板边连接器使用印制板
的一边作为插头绝缘体、印制/电镀导体作为
插头接触点。
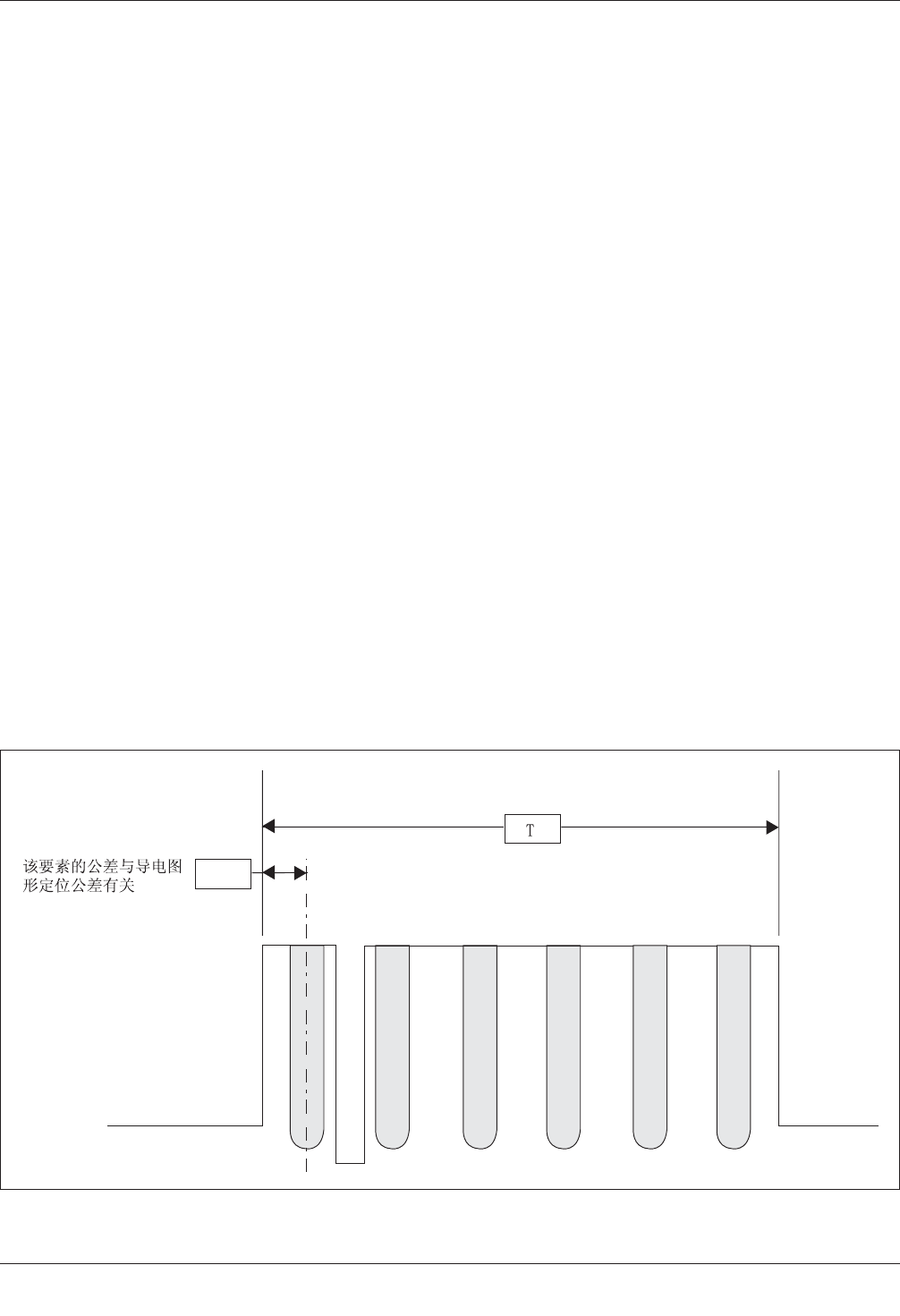
与单件连接器配对的印制板板边(插舌)的宽度
(图8-11中的“T”)、应 当 达到最大尺寸(MMC)、
插舌尺寸不大于单件连接器最小口子。(见
5.4.3关于制订连接器电路图形。)另外、对板
边插舌应专门加工、使板边插头与单件连接器
相匹配,方便以匹配,并防止对板子的不适当的
磨损或损坏。这包括在板的前沿及拐角上倒斜
IPC-2221a-8-11
图8-11 板边缘的公差
2003年5月 IPC-2221A
63