IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第91页
IPC-2221a-10-03 图10-3 导线的 蚀刻 特性 2003年5月 IPC-2221A 81
10.1.2 电⽓隔离
电气隔离适用于设计的各
种复杂水平(A、B、C)和性能等级(1、2、3级)。
导电标记可一侧接触导体、但字符标记与相邻
导线之间应保留最小间距(见表6-1)。
为了保证布设总图上的导线间距、生产底版上
的间距宽度可按照10.1.1中定义的工艺允许范
围内进行补偿。穿过内层铜箔层(电源和接地)
和散热层的镀覆孔应满足镀覆孔与铜箔或接地
层间同样的最小间距要求(见10.1.4)。更多信
息见6.3。
10.1.3 ⾛线
任意两个焊盘之间的走线应尽
量最短。首选沿X,Y或45º方向走直线、以利于
机械或自动布线来生成计算机文件。所有改变
走线方向的导线、当夹角小于90º时、其内外
拐角宜为圆拐角或斜切。在某些高速应用下、
可以使用特殊走线规则。典型的例子就是在信
号源、负载和终端负载之间的连续走线。分支
布线(或器件引线)也可以采用特殊标准。
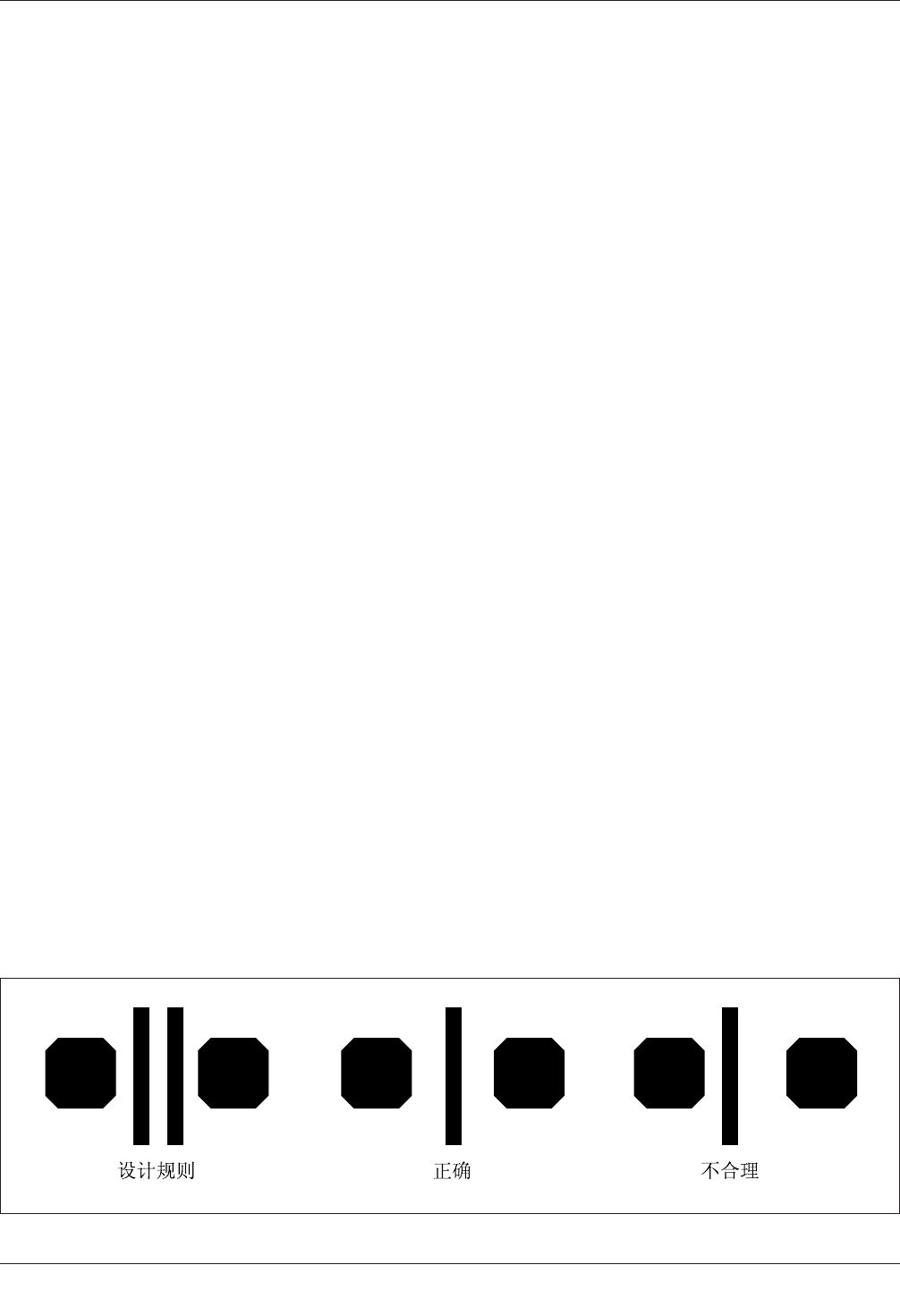
10.1.4 导线间距
布设总图上应规定导线
间、导电图形间及导电材料(如10.1.2中的导
电标记和安装硬件)与导线间的最小间距。导
线间距应该尽可能的最大化和优化(见图10-
2)。为了确保布设总图上的导线间距、生产底
版上的线宽和线间距宜进行补偿。这些工艺容
差包括但不局限于蚀刻系数、导体缺陷和镀覆
孔间及相邻的平面层之间的铜的芯吸。
10.1.5 分流阴极
分流阴极是在板上附加的
一片非功能金属区域。当位于成品板轮廓内、
会使电镀密度均匀、板面镀层厚度均匀。这种
做法既不应影响最小的线间距也不应违反规定
的电气参数。
10.2 焊盘特性
10.2.1 制作公差
所有焊盘图形的设计都应
考虑到制作公差、尤其是涉及线宽和线间距。
设计中、应包含如图10-3所示的特性的工艺公
差、以使生产者生产出满足布设总图规定的成
品要求的部件。(见IPC-D-310和IPC-D-325)。
10.2.2 表⾯安装焊盘
当需要表面安装时、
设计时应考虑10.1要求。与器件相关的焊盘的
几何形状的设计及其位置对焊点的影响很大。
焊接区附近的导线的瓶颈收缩,减小了热损失
的可能性。设计者必须了解生产和组装的能力
及限度(见IPC-SM-782)。
不同的表面安装和焊接方法具有各自特有的焊
盘图形要求。理想的情况是焊盘图形设计跟制
造过程中的焊接方法关系明晰。这将使设计者
清楚状况、减小焊盘尺寸种类。
10.2.3 测试点
当设计需要时、探测用的测
试点应作为导体图形的一部分、并应在装配图
上标识出来。导通孔、宽导线或安装元件的焊
盘都可作为探测点、只要能提供足够的探测区
域、同时保持导通孔、导线或元件焊盘连接的
完整性。测试点上应没有涂层材料。测试完
毕、测试点可以被涂覆。
10.2.4 定向符号
特殊定向符号宜与设计结
合起来、令组装件的检验更为容易。这项技术
IPC-2221a-10-02
图10-2 焊盘间的导线优化
IPC-2221A 2003年5月
80
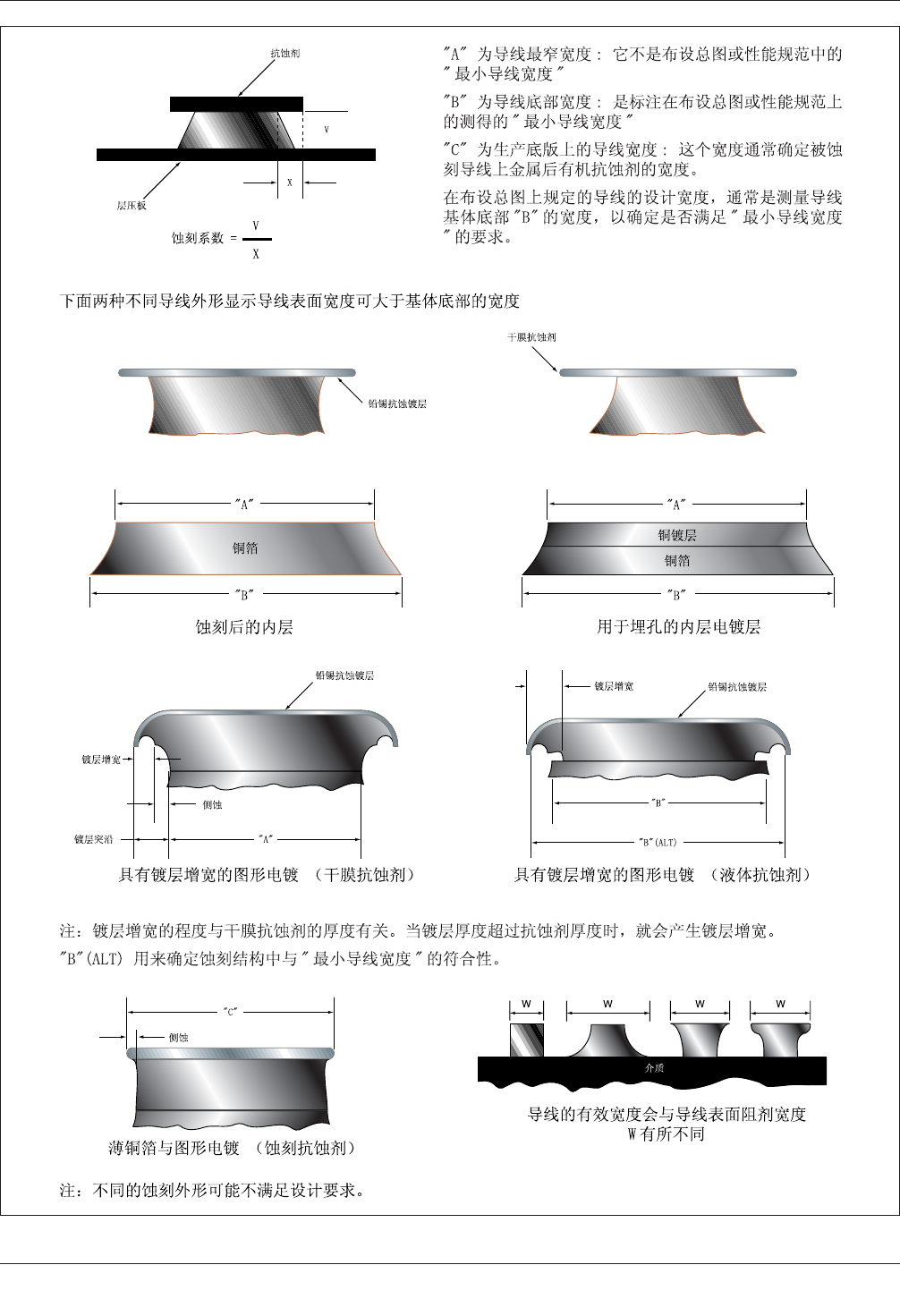
IPC-2221a-10-03
图10-3 导线的蚀刻特性
2003年5月 IPC-2221A
81

包括: 采用特殊标记、或者是特殊焊盘结构去
识别例如集成电路块第1脚的特征。宜注意尽
量避免对焊接过程产生负面影响。
10.3 ⼤⾯积导电区
特殊产品需要大面积导
电区、这在设计的分标准中详细说明。
11 ⽂件
印制板文件包通常包括布设总图、图形原图或
照相原版的拷贝(底片或图纸)、印制板组装
图、零件表和电原理图逻辑图0文件包的提供
可以是硬拷贝或电子数据。所有的电子数据都
应满足IPC-2510系列标准的要求。
其他文件可以包括钻孔、走线、程序库、测
试、光绘和特殊工具用的数控数据。它们包含
用于基本布设、生产底版(照相底图)、印制
板和印制板组装件终端产品的设计和文件特
性/要求。所有这些在设计过程中都必须考虑
到。所以熟悉它们之间的关系是非
常重要的
(如图11-1)。
印制板文件应满足IPC-D-325的要求。为了尽
可能提供最好的文件包、应查阅IPC-D-325和
确定所有影响设计过程的准则,例如:
• 器件资料;
• 非标准器件资料;
• 布设总图;
• 生产底图;
• 照相底版。
11.1 特殊⼯具
在布局前的正式设计评审
中、应该考虑到照相底图或数控数据形式的设
计区域生成的特殊工具、这种定位在制造、组
装和测试时可能会需要。这样的工具示例有:
• 用于校验底片的数据绘图;
• 在复合印制板的层制作过程中、用于确定
埋/盲孔位置的埋孔或盲孔焊盘底图;
• 用于区别层压前钻孔和层压后钻孔的多层印
制板导通孔焊盘底图;
• 覆盖照相底版可为下列情况提供帮助、如:
钻孔原点、照相底图中
没有焊盘的非镀覆孔
的定中心盘、印制板坐标原点、印制板外
形、附连接板外形或内部走线区外形;
• 在某些裸铜覆阻焊膜工艺中的阻焊剂剥离的
照相底图。该照相底图宜允许阻焊剂和焊接
区在铜层/焊料的界面上交叠;
• 用于组装中帮助元件插装的覆盖照相底版;
• 在组装中自动插装装置的数据;
• 焊膏网版数据。
11.2 布设
11.2.1 视图
布设绘图宜始终按印制板的主
面视图绘制。为了制作照相底版、视图要求应
和布局情况相一致。(见IPC-D-310。)
板层视图的定义应按图11-2。应使用识别特性
来区别各不同板层上的导体。
11.2.2 精确度和⽐例
布设的准确度和比例
必须足以消除照相底图产生时布设转换的误
差。严格按网格系统定义板上所有要素可使误
差最小化。
11.2.3 布设标注
布设宜配有合适的标注、
标志要求和版本/状态级别的定义。这些组合
的信息宜能让所有查看布设的人完全明白其含
义。对于以后的工程评审、数字化结果和非原
设计者使用文件时、标注都是非常重要的。
11.2.4 ⾃动布设技术
11.2.1至11.2.3的所
有信息都适用于手工和自动布设。然而当采用
自动布设时、它们也必须与所采用的设计系统
相匹配。这可以包括使用计算机辅助设计首先
有助于定义元件和导体、也可以包括数字电路
门的放置、器件的安装和走线。
当自动化系统之间必须相互传递信息时、推荐
使用标准文档。IPC-D-356和IPC-2510系列文
件已作为标准格式、用来帮助自动化系统之间
的信息交换。数据文件的存档宜与这些文件
一
致。作为文件包一部分的计算机数据传输宜满
足这些要求。
IPC-2221A 2003年5月
82