IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第93页
IPC-2221a-11-1 图11-1 印制板设计/制造流程图 2003年5月 IPC-2221A 83

包括: 采用特殊标记、或者是特殊焊盘结构去
识别例如集成电路块第1脚的特征。宜注意尽
量避免对焊接过程产生负面影响。
10.3 ⼤⾯积导电区
特殊产品需要大面积导
电区、这在设计的分标准中详细说明。
11 ⽂件
印制板文件包通常包括布设总图、图形原图或
照相原版的拷贝(底片或图纸)、印制板组装
图、零件表和电原理图逻辑图0文件包的提供
可以是硬拷贝或电子数据。所有的电子数据都
应满足IPC-2510系列标准的要求。
其他文件可以包括钻孔、走线、程序库、测
试、光绘和特殊工具用的数控数据。它们包含
用于基本布设、生产底版(照相底图)、印制
板和印制板组装件终端产品的设计和文件特
性/要求。所有这些在设计过程中都必须考虑
到。所以熟悉它们之间的关系是非
常重要的
(如图11-1)。
印制板文件应满足IPC-D-325的要求。为了尽
可能提供最好的文件包、应查阅IPC-D-325和
确定所有影响设计过程的准则,例如:
• 器件资料;
• 非标准器件资料;
• 布设总图;
• 生产底图;
• 照相底版。
11.1 特殊⼯具
在布局前的正式设计评审
中、应该考虑到照相底图或数控数据形式的设
计区域生成的特殊工具、这种定位在制造、组
装和测试时可能会需要。这样的工具示例有:
• 用于校验底片的数据绘图;
• 在复合印制板的层制作过程中、用于确定
埋/盲孔位置的埋孔或盲孔焊盘底图;
• 用于区别层压前钻孔和层压后钻孔的多层印
制板导通孔焊盘底图;
• 覆盖照相底版可为下列情况提供帮助、如:
钻孔原点、照相底图中
没有焊盘的非镀覆孔
的定中心盘、印制板坐标原点、印制板外
形、附连接板外形或内部走线区外形;
• 在某些裸铜覆阻焊膜工艺中的阻焊剂剥离的
照相底图。该照相底图宜允许阻焊剂和焊接
区在铜层/焊料的界面上交叠;
• 用于组装中帮助元件插装的覆盖照相底版;
• 在组装中自动插装装置的数据;
• 焊膏网版数据。
11.2 布设
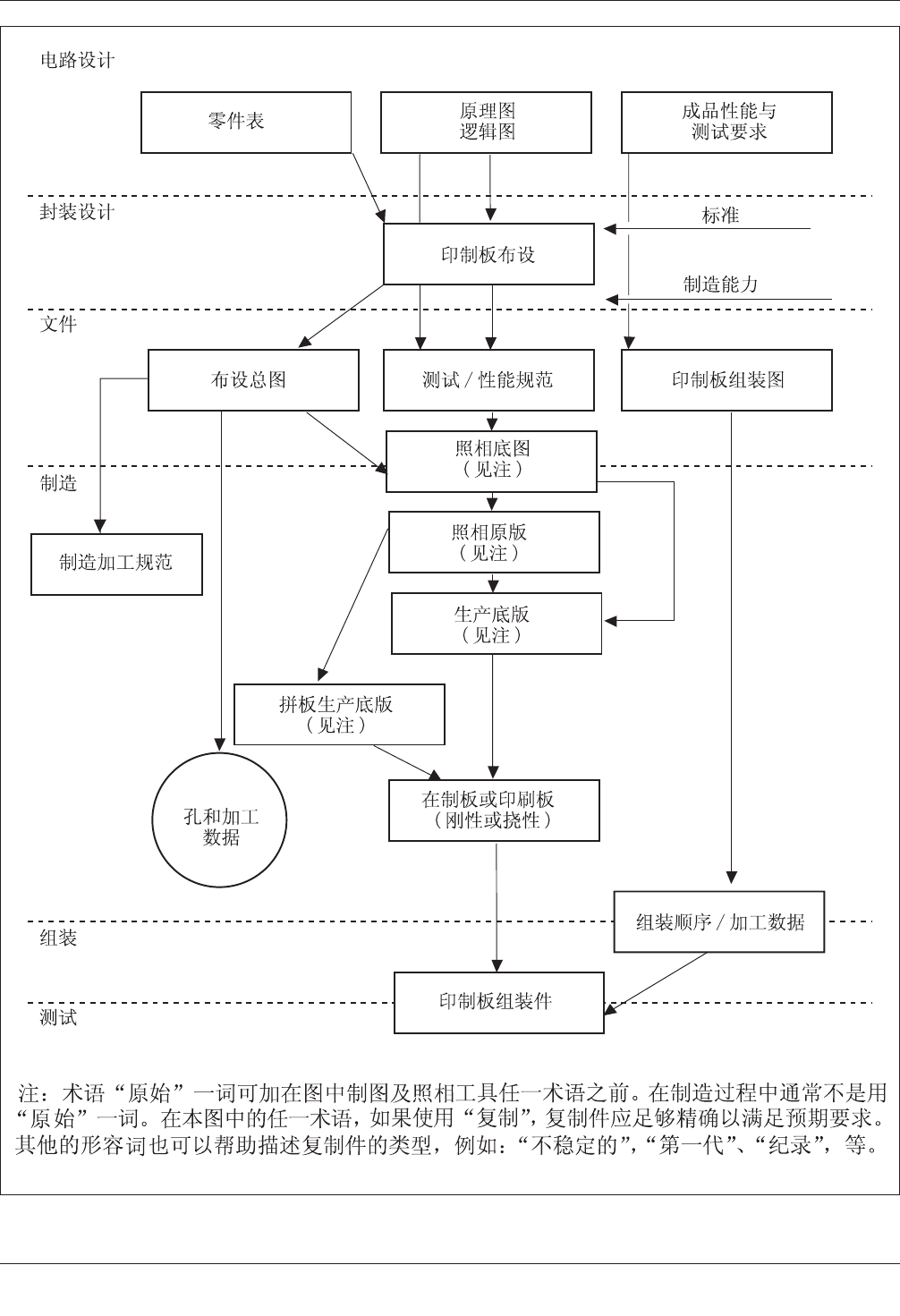
11.2.1 视图
布设绘图宜始终按印制板的主
面视图绘制。为了制作照相底版、视图要求应
和布局情况相一致。(见IPC-D-310。)
板层视图的定义应按图11-2。应使用识别特性
来区别各不同板层上的导体。
11.2.2 精确度和⽐例
布设的准确度和比例
必须足以消除照相底图产生时布设转换的误
差。严格按网格系统定义板上所有要素可使误
差最小化。
11.2.3 布设标注
布设宜配有合适的标注、
标志要求和版本/状态级别的定义。这些组合
的信息宜能让所有查看布设的人完全明白其含
义。对于以后的工程评审、数字化结果和非原
设计者使用文件时、标注都是非常重要的。
11.2.4 ⾃动布设技术
11.2.1至11.2.3的所
有信息都适用于手工和自动布设。然而当采用
自动布设时、它们也必须与所采用的设计系统
相匹配。这可以包括使用计算机辅助设计首先
有助于定义元件和导体、也可以包括数字电路
门的放置、器件的安装和走线。
当自动化系统之间必须相互传递信息时、推荐
使用标准文档。IPC-D-356和IPC-2510系列文
件已作为标准格式、用来帮助自动化系统之间
的信息交换。数据文件的存档宜与这些文件
一
致。作为文件包一部分的计算机数据传输宜满
足这些要求。
IPC-2221A 2003年5月
82
IPC-2221a-11-1
图11-1 印制板设计/制造流程图
2003年5月 IPC-2221A
83
采用自动化技术时、数据库宜详细描述生产印
制板所需的全部信息。它们包括全部注释、电
镀要求、板厚等。宜进行校验绘图以验证数据
库与要求相匹配。
11.3 偏差要求
任何与本标准或图纸的偏差
均应记录在布设总图上或用户批准的偏差清单
中。
11.4 照相底版事项
同一焊盘图形结构和标
称尺寸可用于制作焊膏工艺用漏版或网版的照
相版。
11.4.1 照相底图⽂件
电子数据文件或其他
物理媒介、它们规定了每一层的照相底版图
形、应作为布设总图文件的一部分来提供。
11.4.2 底⽚基材
如提供的话、照相底图应
用最薄0.165mm[0.0065in]厚的双轴向的、尺
寸稳定的聚酯型膜、或玻璃照相板。一般的
膜厚范围为0.18mm[0.007in]到0.28mm[0.011
in]。玻璃照相板的范围为1.5mm[0.0591in]到
4.75mm[0.190in]。
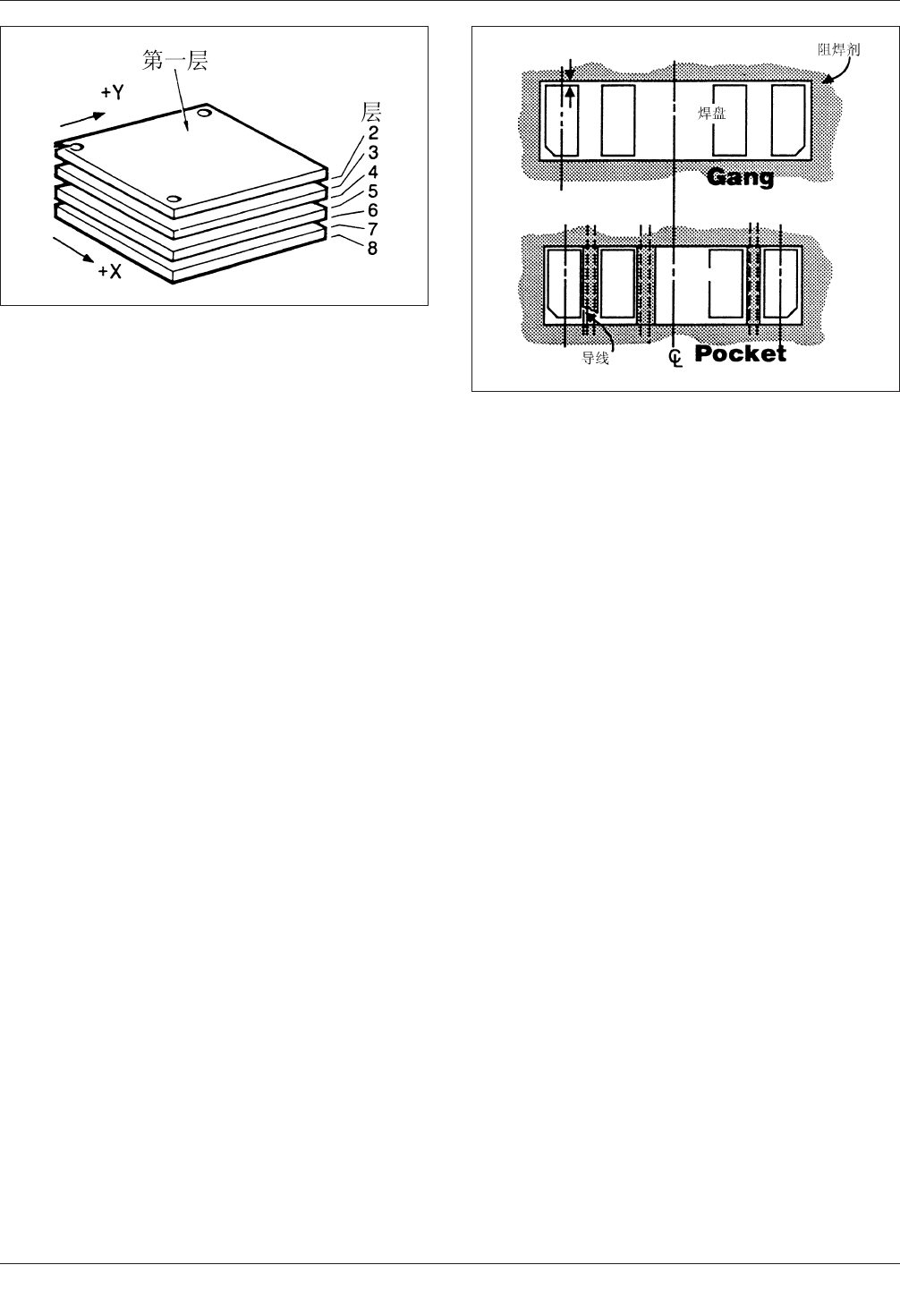
11.4.3 阻焊剂涂层照相底版
制作阻焊图层
有两种方式。第一种方法是给每个器件的焊盘
图形提供较大的专门图形、使在导电图形周
围留有阻焊间隔(见图11-3)。可能会有其它要
素、诸如基准、安装孔及板边缘等、需要留出
间隔。
第二种方法是给阻焊窗口提供同样的焊盘外
形、就如同确定导电图形一样。在这种方法
中、制板商用照相制版方法放大阻焊图形以提
供必要的间
隔。这样、可以使用同一照相底版来确定导电
图形、阻焊开口和焊膏印刷工具。当采用计算
机辅助设计系统时、在三个加工步骤中采用同
一照相底版可以提高这三种与图形相关的加工
的重合度、也可以使计算机库图符(焊盘图形)
类型易于管理。当选择这个方法时、必须在布
设总图上规定最大间隔值。
12 质量保证
印制板设计的各个方面均宜考虑到质量保证的
概念。有关设计的质量保证评价宜包含以下几
方面:
• 材料;
• 一致性检验;
• 过程控制评价。
本章定义了在设计工艺时需考虑的不同试样、
以及每种试样的使用原理和目的。
12.1 ⼀致性试验附连板
当需要时、一致性
试验附连板应与本章规定相一致。质量保证条
款经常要求使用专门测试方法或评价来确定产
品是否满足用户要求或规范。有些评价是目测
IPC-2221a-11-02
图11-2 多层板视图
IPC-2221a-11-03
图11-3 阻焊窗
IPC-2221A 2003年5月
84