IPC-2221A-2003中文版-印制板设计通用标准.pdf - 第95页
完 成的 、其 他 则 是 通 过 破 坏 性或 非 破 坏 性测试 来 确 定。 由 于 测试 是 有 破 坏 性的 、 或测试本 身 需 要印制 板 上 没 有的 专 门 设计 、 某 一 些质量评价 是 在测 试 附连 板 上进 行。 这 些测试所 用 的 附连 板 代 表 同 一 块 在制板 上 的印制板。 对 于 有 破 坏 性的测试 、附连 板 是 合 适 的 样 本 、 因为 它与 印制板在 同 一 块 在制板 上 经 历…
采用自动化技术时、数据库宜详细描述生产印
制板所需的全部信息。它们包括全部注释、电
镀要求、板厚等。宜进行校验绘图以验证数据
库与要求相匹配。
11.3 偏差要求
任何与本标准或图纸的偏差
均应记录在布设总图上或用户批准的偏差清单
中。
11.4 照相底版事项
同一焊盘图形结构和标
称尺寸可用于制作焊膏工艺用漏版或网版的照
相版。
11.4.1 照相底图⽂件
电子数据文件或其他
物理媒介、它们规定了每一层的照相底版图
形、应作为布设总图文件的一部分来提供。
11.4.2 底⽚基材
如提供的话、照相底图应
用最薄0.165mm[0.0065in]厚的双轴向的、尺
寸稳定的聚酯型膜、或玻璃照相板。一般的
膜厚范围为0.18mm[0.007in]到0.28mm[0.011
in]。玻璃照相板的范围为1.5mm[0.0591in]到
4.75mm[0.190in]。
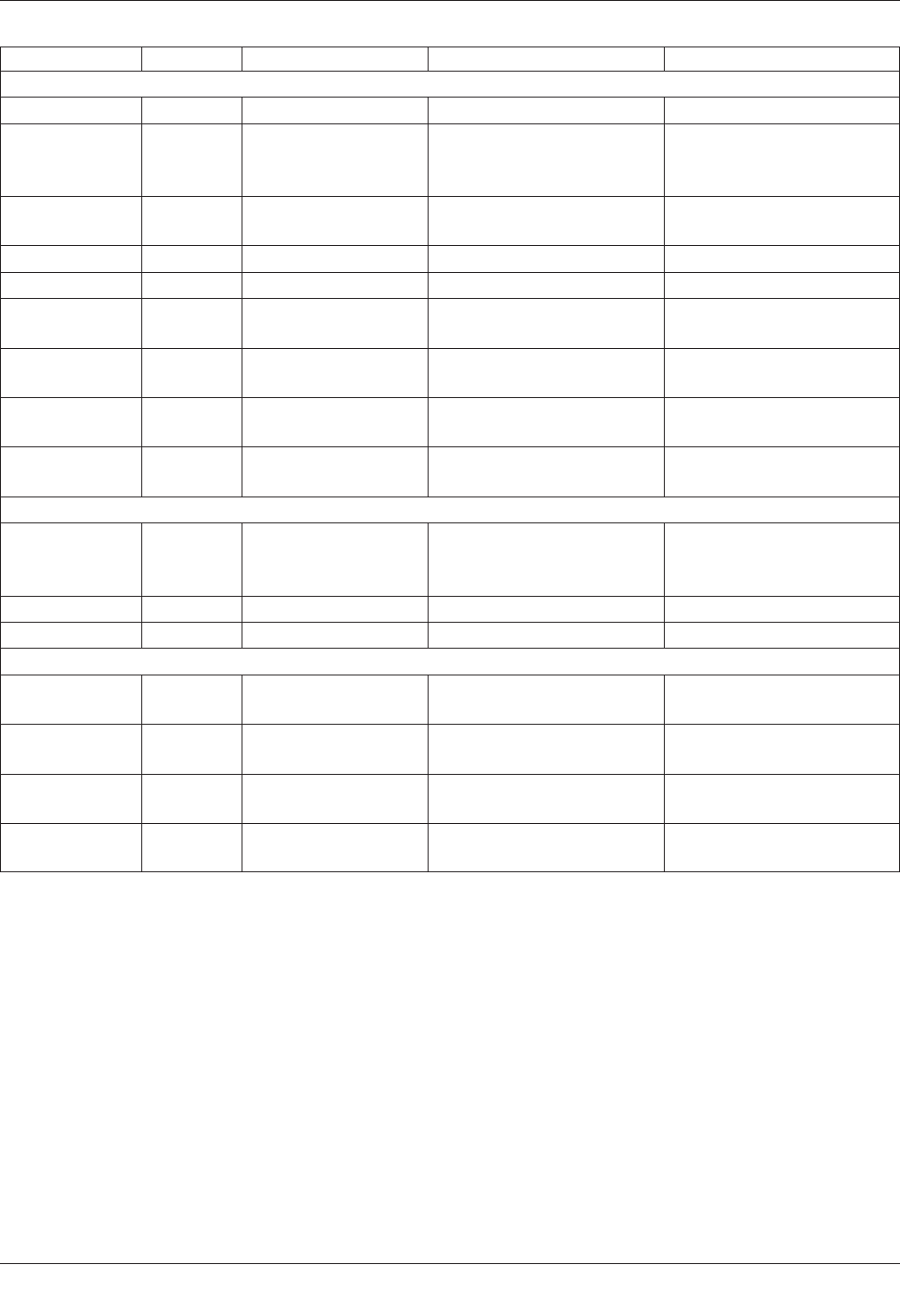
11.4.3 阻焊剂涂层照相底版
制作阻焊图层
有两种方式。第一种方法是给每个器件的焊盘
图形提供较大的专门图形、使在导电图形周
围留有阻焊间隔(见图11-3)。可能会有其它要
素、诸如基准、安装孔及板边缘等、需要留出
间隔。
第二种方法是给阻焊窗口提供同样的焊盘外
形、就如同确定导电图形一样。在这种方法
中、制板商用照相制版方法放大阻焊图形以提
供必要的间
隔。这样、可以使用同一照相底版来确定导电
图形、阻焊开口和焊膏印刷工具。当采用计算
机辅助设计系统时、在三个加工步骤中采用同
一照相底版可以提高这三种与图形相关的加工
的重合度、也可以使计算机库图符(焊盘图形)
类型易于管理。当选择这个方法时、必须在布
设总图上规定最大间隔值。
12 质量保证
印制板设计的各个方面均宜考虑到质量保证的
概念。有关设计的质量保证评价宜包含以下几
方面:
• 材料;
• 一致性检验;
• 过程控制评价。
本章定义了在设计工艺时需考虑的不同试样、
以及每种试样的使用原理和目的。
12.1 ⼀致性试验附连板
当需要时、一致性
试验附连板应与本章规定相一致。质量保证条
款经常要求使用专门测试方法或评价来确定产
品是否满足用户要求或规范。有些评价是目测
IPC-2221a-11-02
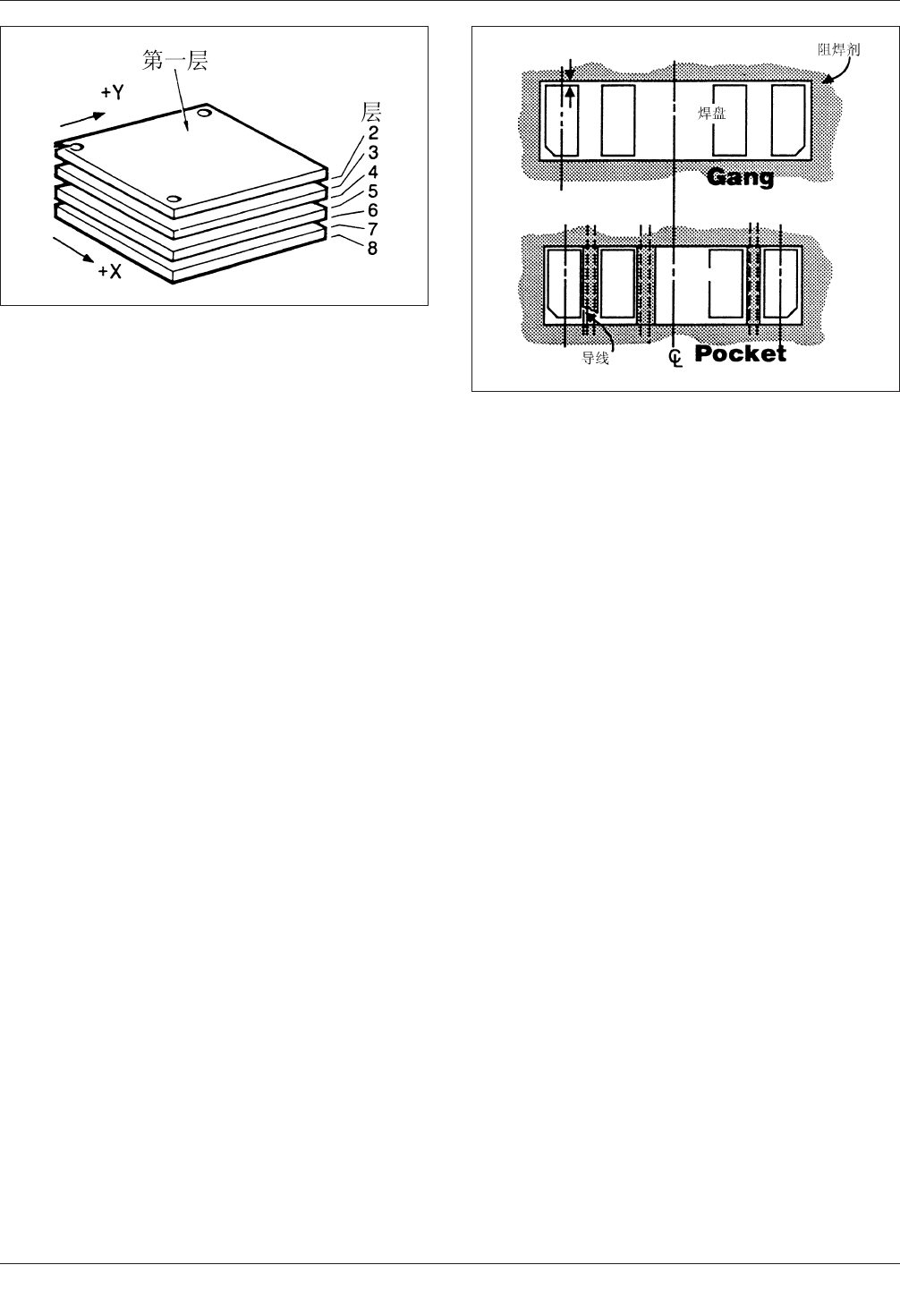
图11-2 多层板视图
IPC-2221a-11-03
图11-3 阻焊窗
IPC-2221A 2003年5月
84

完成的、其他则是通过破坏性或非破坏性测试
来确定。
由于测试是有破坏性的、或测试本身需要印制
板上没有的专门设计、某一些质量评价是在测
试附连板上进行。这些测试所用的附连板代表
同一块在制板上的印制板。
对于有破坏性的测试、附连板是合适的样本、
因为它与印制板在同一块在制板上经历同样的
工艺流程。然而附连板的设计和位置是很关键
的、其目的是确保附连板能真实的反映印制
板的情况。成品板也可用来做破坏性测试的。
如果设计中包含特殊电路结构(例如绝缘电阻)
的电路、那么测试也可以在相应的成品板上
运行。
12.2 材料的质量保证
材料检查通常包括制
造商提供的抽样验证数据组成的合格证、这些
试样上的所有材料都是成品板的组成部分、并
与布设总图、材料规范、和/或采购文件规定
的相一致。
一致性附连板在基材的详细规范中规定。例如
铜箔用来测试拉伸强度、延展性、伸长率、疲
劳延展性、剥离强度、载体分离强度。在多数
情况下、铜箔的一致性试验附连板要求指定长
和宽。
然而、层压板规范要求其性能附连板性能与
成品板性能相关。测试内容不仅仅包括剥离
强度、介质击穿和吸水性、检验方法要求待测
附连板几何形状、以便尽可能提高测试价值。
当设计要求以成品板水平验证基材性能时、性
能附连板通常用来确定基材的估算值是否与
规定的参数一致或相近。某些用户可能要求使
用1层以上增强材料且介质层厚度大于0.05mm
[0.0197in]。如: 某些军品规范要求使用两
层增强材料且介质层厚度大于0.09mm[0.00354
in]。
生产者和使用者达成一致时、每个设计部分允
许不限制多层板层间的最小介质层厚度。但此
时是性能测试附连板必须作为设计的一部分来
验证特定树脂和树脂含量、玻璃布类型、覆箔
间介质耐压值和防潮性。
12.3 ⼀致性评价
在成品板和/或一致性附
连板上进行一致性评价。如果对一个成品板进
行一致性评价,那么它需满足表12-1的要求。
待评价的附连板也应满足本文的规定。制造商
可以增加额外的一致性附连板。一致性附连板
应可追溯到成品在制板。
12.3.1 试样的数量与位置
当采购文件或性
能规范要求时、一致性测试电路应成为用于生
产印制板的每块在制板的一部分。
表12-1中规定了与大多数性能规范相匹配的附
连板外形最低要求。可设计定制结构的附连板
以完成特定的用户/供方的协议要求。定制附
连板宜附有在同一尺寸标注体系的平面层的要
素、以确保与其它标准附连板和适用的性能规
范具有相容性。
所有附连测试板的适用结构应在照相底图、布
设总图或由制造者增加到照相底版上、以满足
性能规范的要求。结构完整性附连板的位置宜
定位在印制板外形12.7mm[0.500in]范围内、
以反映构造和镀层特性。表12-1规定了推荐的
最少附连板数。图12-1给出了一个试样的定位
示例。制造者可以确定附连板的位置、以优化
拼板、定位及材料的利用。每块附连板上宜至
少有一个孔与印制板的特征定位在相同的网格
上。当需要保留附连板以便于追溯时、建议在
一公共带内增加一套附连板。
12.3.2 附连板标识
一致性测试线路应为下
列内容提供位置:
• 板部件号和版本码;
• 可追溯性标识;
•批次、日期码;
• 制造商标识如政府与商业代码(CAGE)、商标
等。
可使用的特殊代码系统如果在布设总图中作了
规定。
2003年5月 IPC-2221A
85
12.3.3 附连板的通⽤要求
附连板宜反映特
定板的特性。它包括满足孔、导线、间距等要
求的信息。当附连板用来确定过程控制参数
时、应始终采用反映工艺情况的单一孔径或焊
盘结构。工艺特性和总的板特性宜相匹配(如:
临界技术、前沿技术等)。
12.3.3.1 公差
附连板的制作公差应和印制
板的相同。
12.3.3.2 蚀刻字符
附连板上的蚀刻字符只
是作为参考。
12.3.3.3 内层连接孔
当一个多层板设计包
含了盲埋孔的内部互连孔时、附连板A、B及D
应含有这些类型的孔、在相应层中连接。单独
附连板的描述中包含这些通孔的合并方法。每
次测试、每块在制板上至少要取两个附连板、
每个单独的附连板评价的孔数最少为3个。
表12-1 附连板的频度要求
1
附连板的使⽤⽬的 I.D.
2
1级 2级 3级
⼀致性测试
模拟返工 A/B或A 不要求 每块在制板两处 每块在制板两处位于对角
热应力、镀层厚
度和1型板粘接
强度
A/B或A或B
每块在制板平面对角
两处
每块在制板位于对角两处 每块在制板位于对角两处
热应力、内层互
连的完整性
A或A/B 不要求 用户与供应商协商 要求
孔的可焊性S
3
可选 首选、每块在制板一处 首选、每块在制板一处
孔的可焊性 A/B或A 不要求 可选 可选
阻焊剂掩孔(如
果使用)
T 不要求
每块在制板一处、有阻焊
剂、位置任选
每块在制板一处、有阻焊
剂、位置任选
剥离强度 C 不要求
每块在制板一处、位置任
选、图形由照相底图确定
每块在制板一处、位置任
选、图形由照相底图确定
阻焊剂(如果使
用)
G
每块在制板一处、有
阻焊剂、位置可选
每块在制板一处、有阻焊
剂、位置可选
每块在制板一处、有阻焊
剂、位置可选
表面安装可焊性
(SMT中的选项)
M 不要求
每块在制板一处、位置任
选、由照相底图确定图形
每块在制板一处、位置任
选、由照相底图确定图形
可靠性保证检验
剥离强度、表面
安装粘合强度
(SMT中的选项)
N 不要求
每块在制板一处、位置任
选、图形由照相底图确定
每块在制板一处、位置任
选、图形由照相底图确定
表面绝缘电阻 H 每板一处、位置任选 每块在制板两处、位于对角 每块在制板两处、位于对角
湿热和绝缘电阻 E 每板一处、位置任选 每块在制板两处、位于对角 每块在制板两处、位于对角
可选项或过程控制
重合度(选1或2) F 不要求
每块在制板四处、位于对
边、由照相底图确定
每块在制板四处、位于对
边、由照相底图确定
重合度(可选) R 不要求
每块在制板四处、位于对
边、由照相底图确定
每块在制板四处、位于对
边、由照相底图确定
互连电阻(选1
或2)
D 不要求
每块在制板一处、位置任
选、图形由照相底图确定
每块在制板一处、位置任
选、图形由照相底图确定
可弯折性、耐弯
折性
X
可选、图形由照相底
图确定
可选、图形由照相底图确定可选、图形由照相底图确定
1. 如果需要附加阻抗剂测试附连板、遵照IPC-2251和IPC-2141指南。
2. 只要可能、附连板的标识字符应尽可能和当时性能评价使用的相一致。
3. 见IPC-J-STD-003。
IPC-2221A 2003年5月
86