FX-1_QA表.pdf - 第80页
QA表 NO. 33 (1/2) NO. 33 (2/2) 机种 FX-1 零件名称 线路板的传送 确认方法及调整方法(故障处理方法) 功能名称 检测气缸位置调整,传感器调整 编制日期 2003/9/1 1.传感器位置的调整 质量保证类型 功能 · 安全性 / 可靠性 / 安全性 / 商品外观 ①先将传感器的位置调整螺丝钉拧松。 质量特性(规格调整值) ②把输入/输出缓冲器的传送幅度,对合0.4mm厚的调整用基板。 1.气缸ON的时候,…
QA表 NO. 32 (1/2) NO. 32 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
中心幅度调整传感器位置的调整
编制日期 2003/9/1
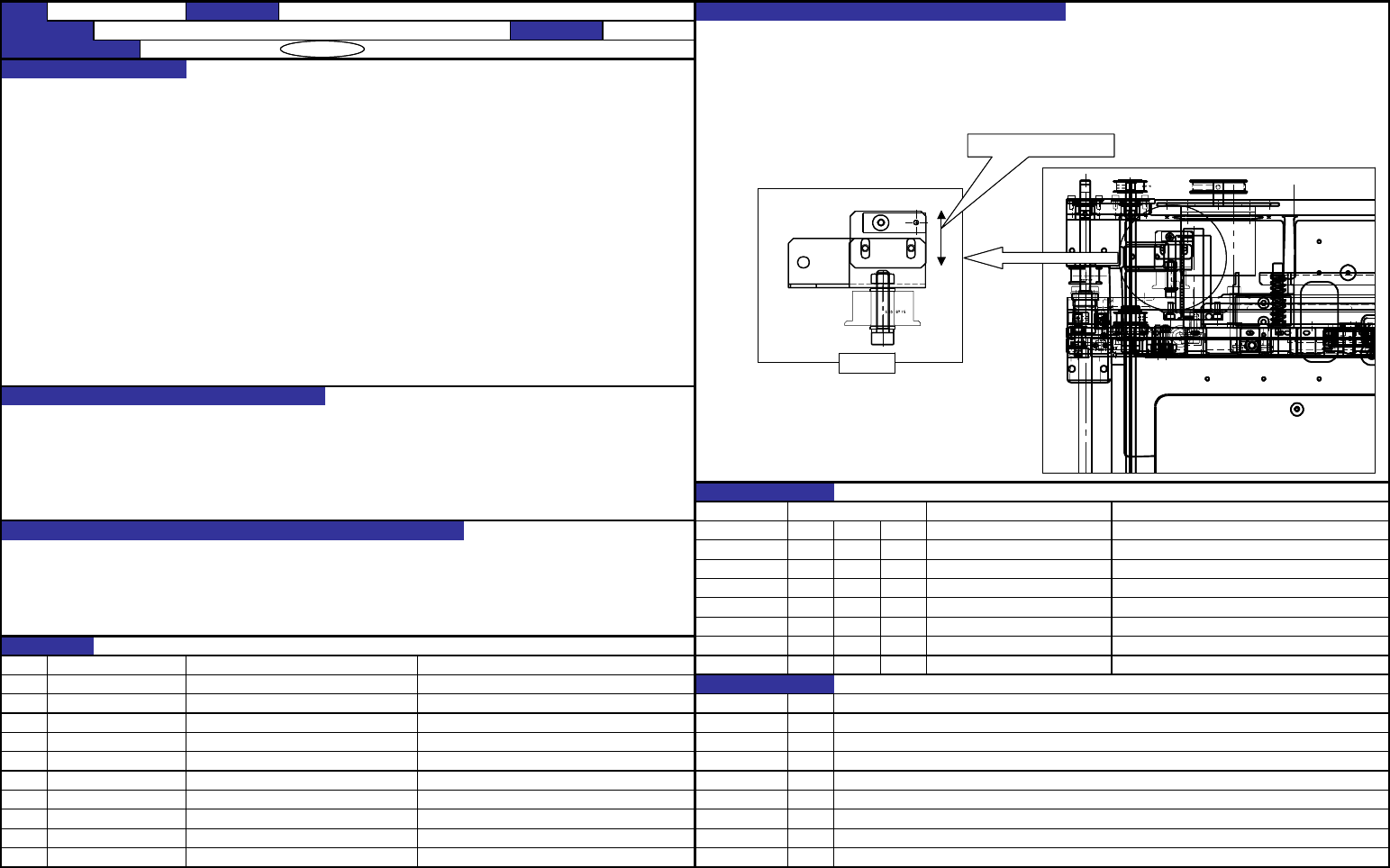
1.在线路板幅度为362mm,传感器ON处固定金属板。
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
然后,对幅度变窄并再次移动进行确认。
质量特性(规格调整值)
1.调整线路板幅度至362mm时,传感器ON。
利用卡钳,采用自动或手动的方法调整线路板幅度使之为362mm。
功能的作用(规格调整值的意义)
1.确保对最大线路板幅度360mm留有余地。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.如果传感器ON的位置窄,就会产生最大线路板传送不良。
CDE
如果传感器ON的位置宽,则与机械限制(皮带轮)产生干扰,使电动机不能正常运行。
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L165E821000 WA传感器平板 变更纪录
②
日期
NO.
内容
③
2003/9/1
J4T110
新增
④
⑤
⑥
⑦
⑧
⑨
⑩
7-32
传感器金属板位置调整
放大图
QA表 NO. 33 (1/2) NO. 33 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
检测气缸位置调整,传感器调整
编制日期 2003/9/1
1.传感器位置的调整
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
①先将传感器的位置调整螺丝钉拧松。
质量特性(规格调整值)
②把输入/输出缓冲器的传送幅度,对合0.4mm厚的调整用基板。
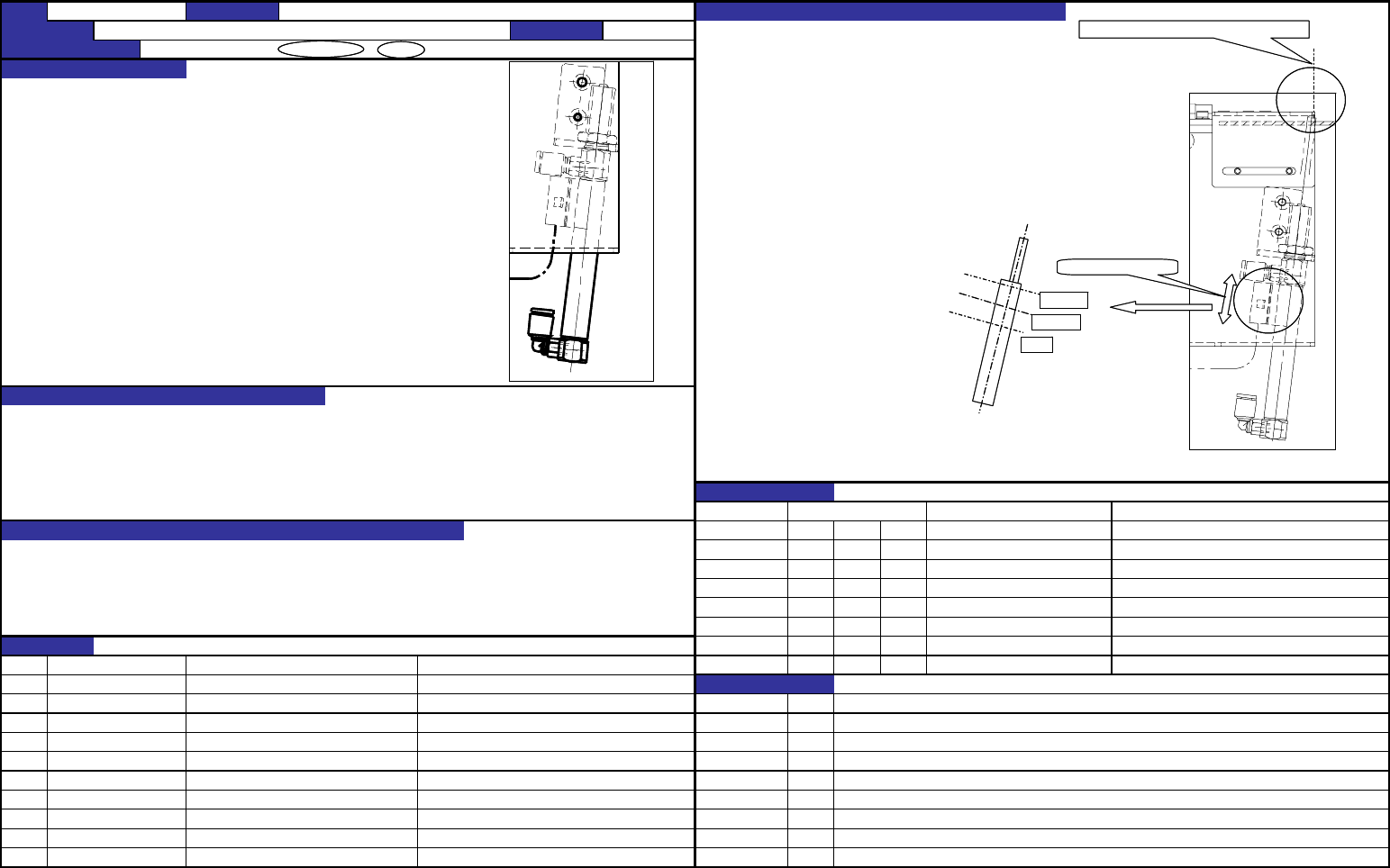
1.气缸ON的时候,按气缸连杆的前端与导轨金属板端面一致进行组装。 ③装上调整用基板,使之从输入/缓冲器露出。
2.气缸上升到最高位置时传感器ON。 ④在「手动控制」→「传送个别控制」画面上启动气缸,
按住气缸,下降0.4mm时使传感器OFF。 在它与测试支架之间夹入基板。
⑤在上述状态下,一点点降下传感器位置使传感器ON。
以传感器变为ON的位置为A。
⑥在位置A和传感器的上限位置中间放置传感器并固定。
功能的作用(规格调整值的意义)
1.往中心缓冲的线路板转送完成后进行确认。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.即使气缸ON,传感器也为OFF。
CDE
2.气缸连杆与中心缓冲的干扰。
CDE
3.Y台不运行。
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
E2254802000 止动缸筒单元 变更纪录
②
日期
NO.
内容
③
2003/9/1
J4T110
新增
④
2004/1/17
J4T368
当螺钉拧紧方向改变时,图要变更
⑤
2004/1/23
J4T396
调整方法变更
⑥
⑦
⑧
⑨
⑩
7-33
气缸ON的状态下,与导轨金属板端面一致
上下移动传感器
位置A
上限位置
设定位置
QA表 NO. 34 (1/2) NO. 34 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
基准销位置的调整
编制日期 2003/9/1
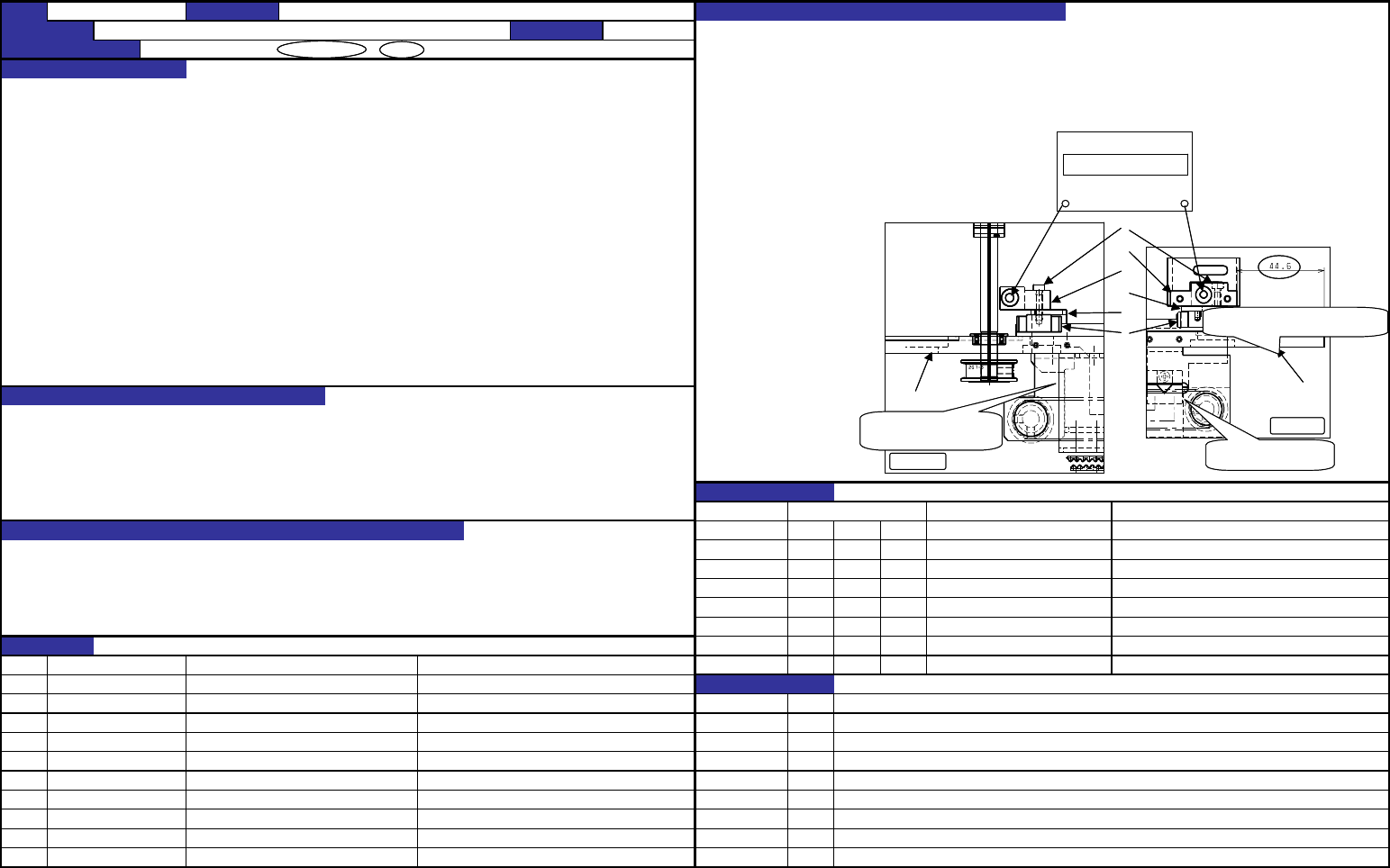
1.在基准一侧和从动一侧,均先把皮带座支架与调整装置支架顶住。
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
2.把基准一侧的导块移动到距轨道导向器端部44.6mm处,并固定。(使用规尺)
质量特性(规格调整值)
使用最大线路板,把线路板装在基准一侧固定的销上。
1.导向块基准孔的间隔 在此状态下,左右移动导块进行调整,使从动一侧的销与线路板孔一致。
最大 400mm 导块要使用规尺等装配成直角。
最小 40mm 3.利用最大线路板(410mm×360mm)
及最小线路板(50mm×30mm),
确认已经调整到基准销被定位。
功能的作用(规格调整值的意义)
1.最大线路板(X:410mm,Y:360mm)的夹钳。
2.最小线路板(X:50mm,Y:30mm)的夹钳。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.销基准时的最大线路板及最大线路板的夹钳不良。
CDE
基准销并没有插入到基准孔内。
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L162E421000 轨道导向器F 变更纪录
②
L163E621000 直线导向器 日期
NO.
内容
③
L163E021000 皮带座支架L 2003/9/1
J4T110
新增
④
L163E121000 皮带座支架R 2003/11/29
J4T281
部件形状变更以及调整方法变更
⑤
L162E621000 导块LL 2003/12/8
J4T301
调整方法变更
⑥
L162E721000 导块RL 2004/1/23
J4T396
调整方法变更以及简图变更
⑦
SM6031402TN 导块固定螺钉
⑧
⑨
⑩
7-34
⑥
③
④
⑤
⑦
②
①
L线路板(410mm×360mm)
轨道导向器端部到直线导向器座端部的
尺寸设为44.6mm(使用规尺)
让皮带座支架碰到左侧,
在此状态下对准L线路板的基
板孔
,
调整导块
。
基准一侧
从动一侧
在皮带座支架碰到右侧的
状态下决定位置
①