FX-1_QA表.pdf - 第85页
QA表 NO. 38 (1/2) NO. 38 (2/2) 机种 FX-1 零件名称 线路板的传送 确认方法及调整方法(故障处理方法) 功能名称 伺服电动机的Z相调整(1/2) 编制日期 2003/11/26 1.调整方法 质量保证类型 功能 · 安全性 / 可靠性 / 安全性 / 商品外观 1.在YA电动机和联轴节固定、 质量特性(规格调整值) YA滚珠螺杆和联轴节脱开的状态下移动工作台, 1.YA电动机的Z相位置为离开近距离传感器5…
QA表 NO. 37 (1/2) NO. 37 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
贴装时的线路板上面高度
编制日期 2003/11/17
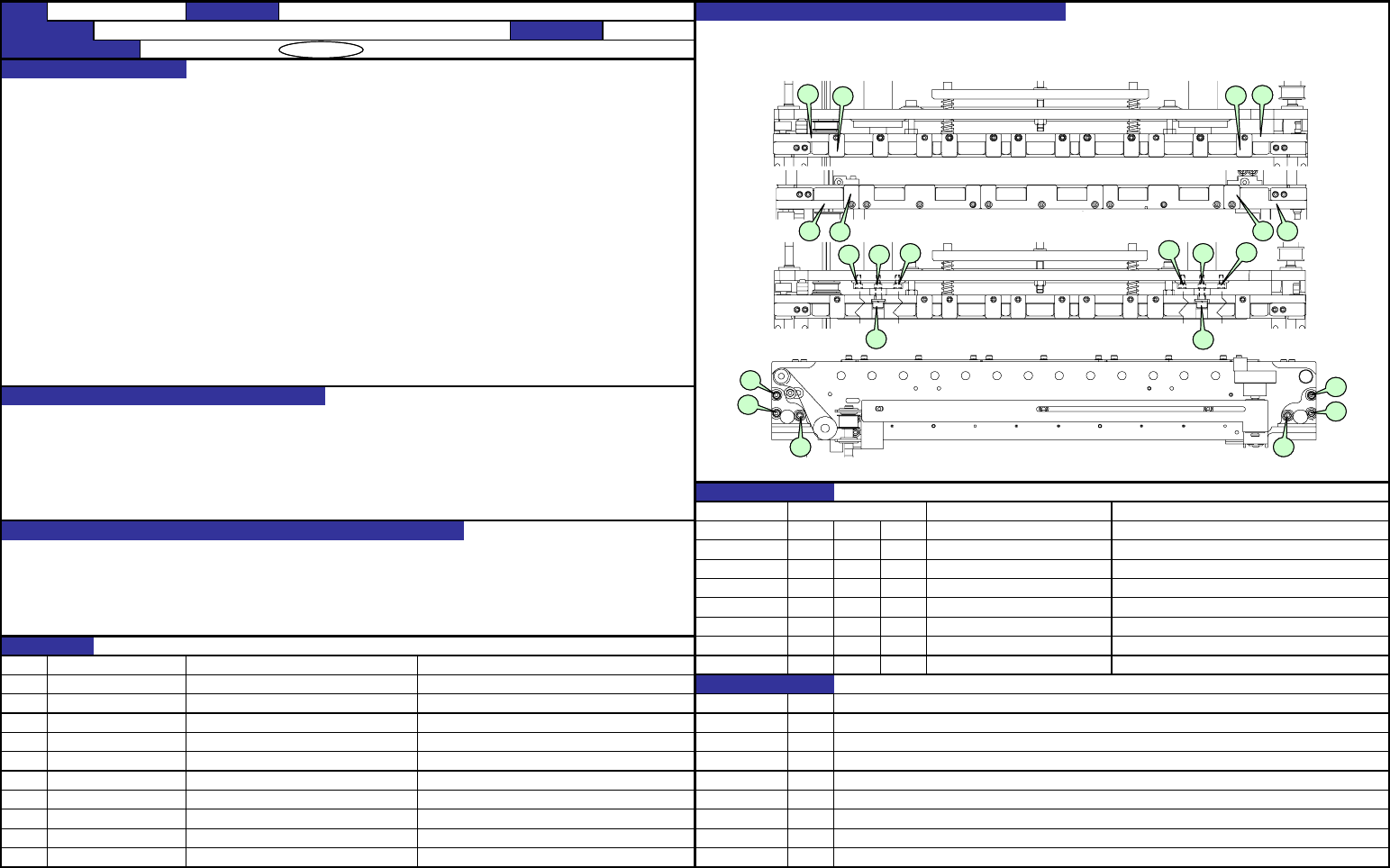
1.把千分表装在OCC摄像机支架上,松开轨道导向器固定螺丝(E)、
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
导轴固定螺丝(F)及导轴衬固定螺丝(G),调整A、B、C、D四处的高度。
质量特性(规格调整值)
(也可使用a、b、c、d的PWB导向器的下面,或夹住平面度肯定好的线路板,使用上面。)
1.对于CAL块的第一标志周围的高度,
传送轨道(夹住最大线路板时的)四角的高度限度应在0.05mm以内。
功能的作用(规格调整值的意义)
1.贴装元件的高度基准是CAL块,贴装头的元件释放高度,是通过把线路板上面高度与之对准来决定的。
2.太高的话,会把元件顶得过紧,导致元件损坏等障碍。
※如已经调整过传送轨道FC、RC的高度,可参看QA表「线路板的传送No.5」的项目3。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.元件从释放到接触线路板表面的距离如果过大,则会形成被抛出的状态,降低贴装精度。
CDE
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
变更纪录
②
日期
NO.
内容
③
2003/11/17
J4T246
新增
④
⑤
⑥
⑦
⑧
⑨
⑩
7-37
F
F
G
G
G
G
G
G
B D
b
d
C
A
a
c
E E
E
E
E
E
QA表 NO. 38 (1/2) NO. 38 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
伺服电动机的Z相调整(1/2)
编制日期 2003/11/26
1.调整方法
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
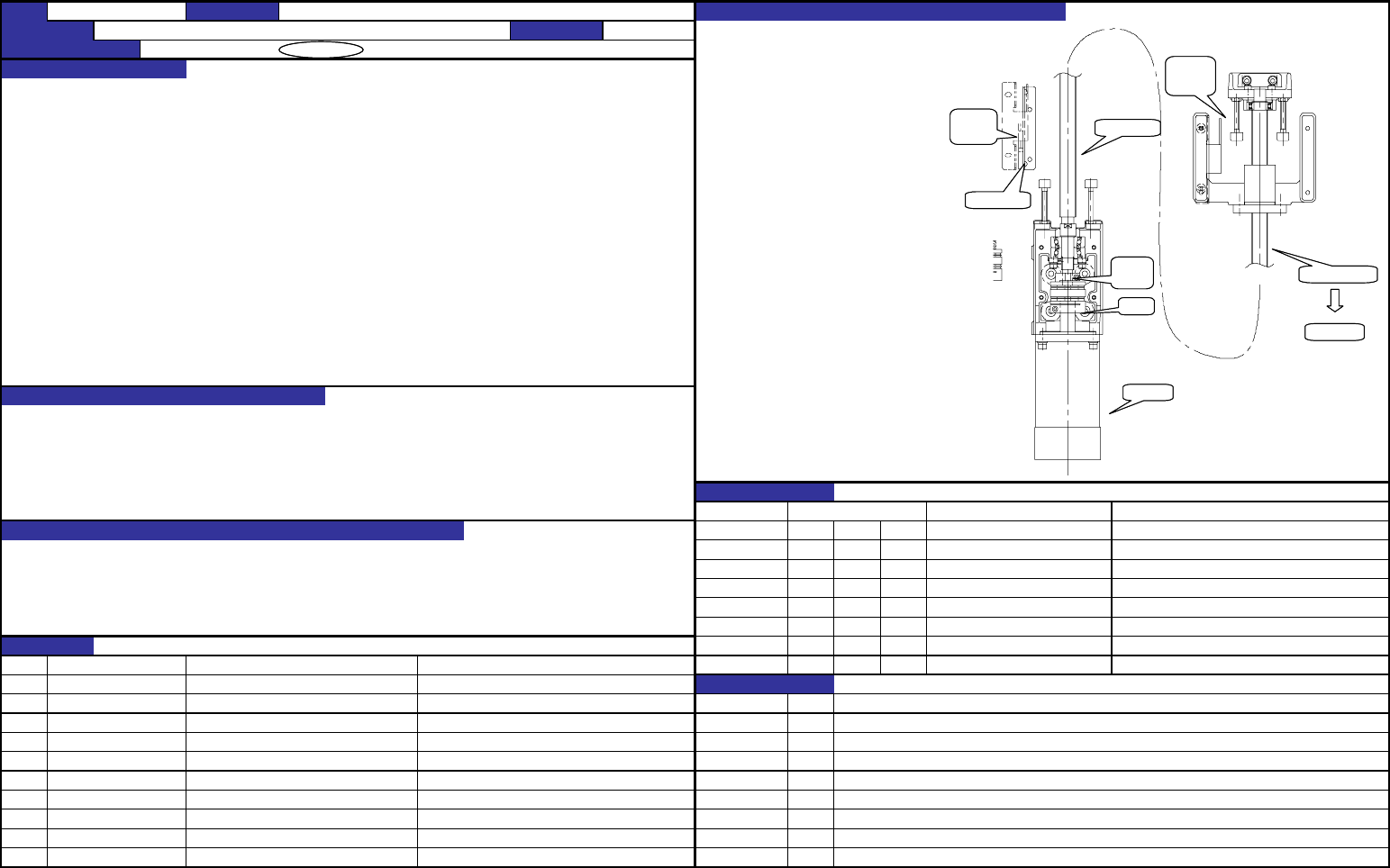
1.在YA电动机和联轴节固定、
质量特性(规格调整值)
YA滚珠螺杆和联轴节脱开的状态下移动工作台,
1.YA电动机的Z相位置为离开近距离传感器5mm。 一直到近距离传感器被启动(ON)的位置。
2.在近距离传感器ON的位置上作记号。
3.把工作台让开到联轴节看得见的位置。
4.检测转动联轴节时的Z相,做上记号。
5.使Z相记号与传感器ON的记号之角度相符,
把工作台向伺服电动机一侧移动1/4转距离,
固定联轴节。
6. 联轴节的紧固扭矩为3.4N·m(34kgf·cm)。
功能的作用(规格调整值的意义)
1.要做到近距离传感器~限制传感器之间必定能测出Z相。
2.使电动机原点位置的机器间离差缩小。
3.因联轴节紧固扭矩不足造成的电动机轴和滚珠螺杆的空转。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.由于无法测出Z相,不能进行原点复位。
CDE
2.滚珠螺杆和电动机轴空转引起的动作故障。
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
变更纪录
②
日期
NO.
内容
③
2003/11/26
J4T281
新增
④
2003/12/25
J4T357
Z相检测方法的改变
⑤
2004/4/5
J4T495
紧固扭矩改变
⑥
⑦
⑧
⑨
⑩
7-38
传感器
凸爪
脱开→
固定
限制传感器
YA滚珠螺杆
近距离
传感器
旋转1/4圈
固定
YA电动
顶点上做记号
QA表 NO. 39 (1/2) NO. 39 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
伺服电动机的Z相调整(2/2)
编制日期 2003/12/25
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
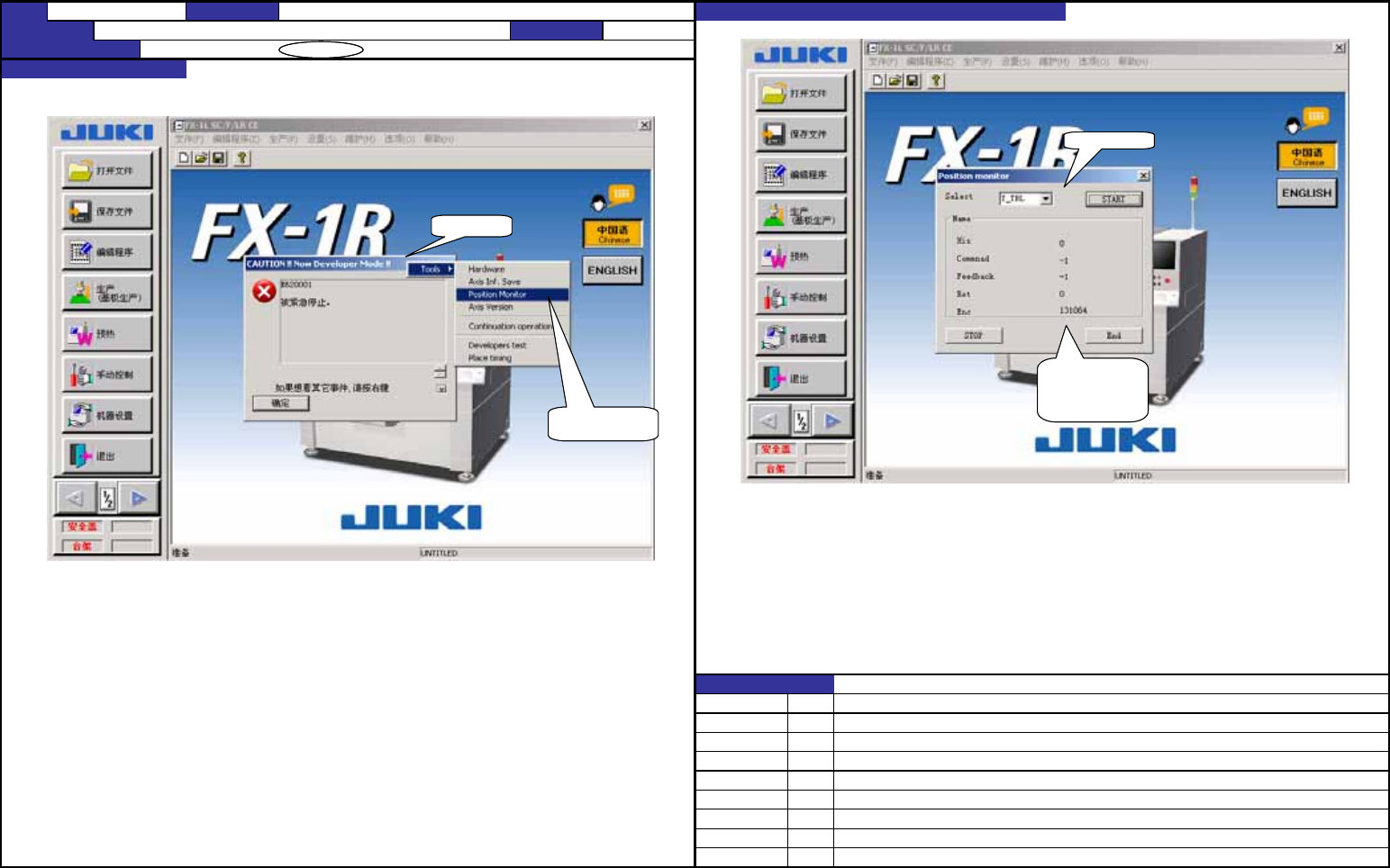
2.Z相的检测方法
变更纪录
日期
NO.
内容
2003/12/25
J4T357
新增
7-39
①右击此处
②把光标移到此
处,按Enter键
③:选择Y_TBL
④:前后移动工作
台,使数值在0~
200范围内,联轴
节上做记号