FX-1_QA表.pdf - 第92页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 FX-1 零件名称 CAL块 确认方法及调整方法(故障处理方法) 功能名称 与X轴的平行调整 编制日期 2003/8/29 确认方法 质量保证类型 功能 · 安全性 / 可靠性 / 安全性 / 商品外观 在贴装头上固定杠杆式游标卡尺并向X方向移动,测量CAL金属板侧面与X轴的平行。 质量特性(规格调整值) CAL金属板侧面与X轴的平行:0.3mm 调整方法 拧松把CAL块固定…
QA表 NO. 44 (1/2) NO. 44 (2/2)
机种
FX-1R 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
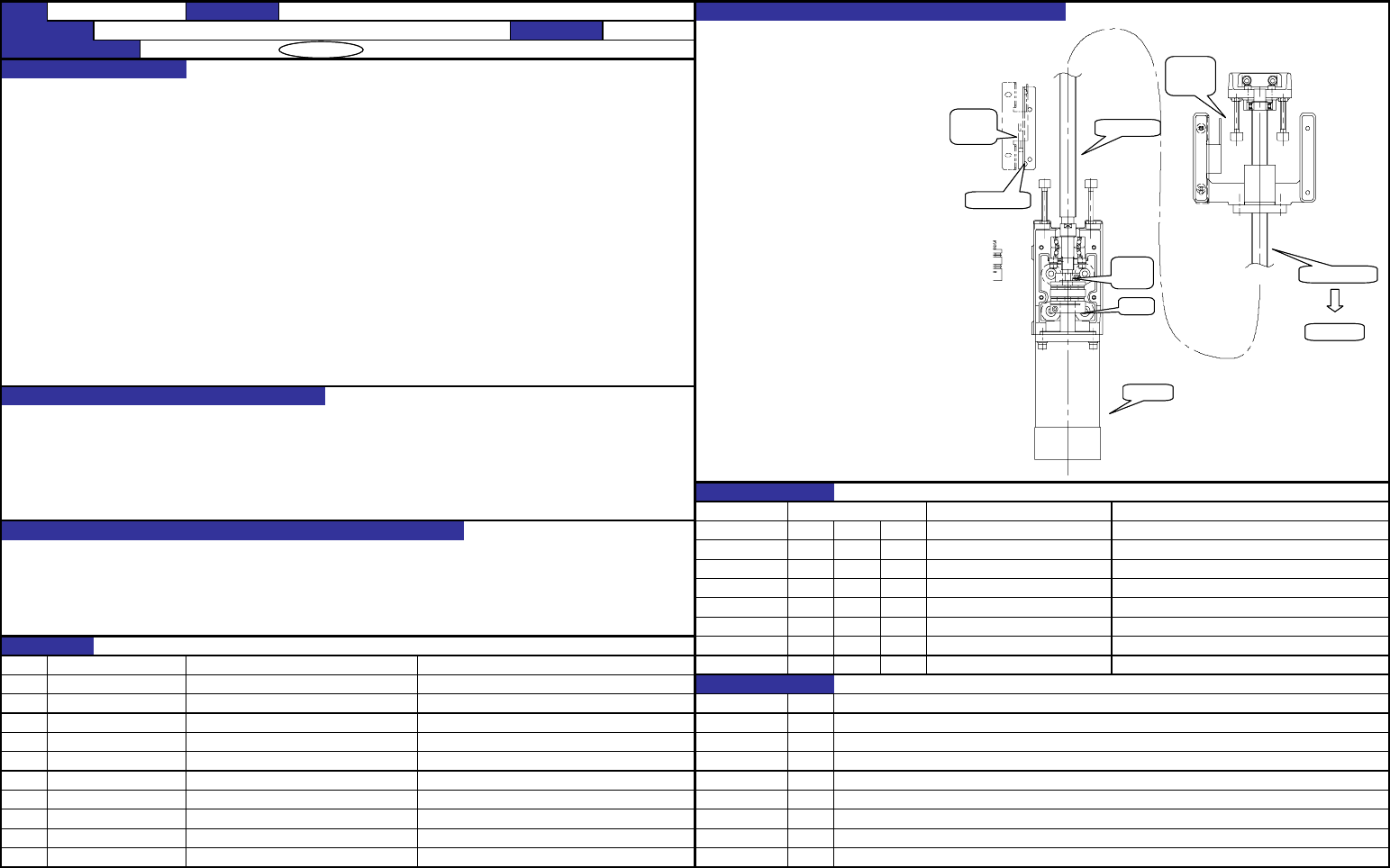
伺服电动机的Z相调整(FX-1R)
编制日期 2004/6/23
1.调整方法
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
1.在YA电动机和联轴节固定、
质量特性(规格调整值)
YA滚珠螺杆和联轴节脱开的状态下移动工作台,
1.YA电动机的Z相位置为离开近距离传感器5mm。 一直到近距离传感器被启动(ON)的位置。
2.在近距离传感器ON的位置上作记号。
3.把工作台让开到联轴节看得见的位置。
4.检测转动联轴节时的Z相,做上记号。
5.使Z相记号与传感器ON的记号之角度相符,
把工作台向伺服电动机一侧移动1/4转距离,
固定联轴节。
6. 联轴节的紧固扭矩为7.0N·m(70kgf·cm)。
功能的作用(规格调整值的意义)
1.要做到近距离传感器~限制传感器之间必定能测出Z相。
2.使电动机原点位置的机器间离差缩小。
3.因联轴节紧固扭矩不足造成的电动机轴和滚珠螺杆的空转。
故障发生纪录
日期 发生时期 内容
处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.由于无法测出Z相,不能进行原点复位。
CDE
2.滚珠螺杆和电动机轴空转引起的动作故障。
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
变更纪录
②
日期
NO.
内容
③
2004/6/23
J5D010
新增
④
⑤
⑥
⑦
⑧
⑨
⑩
7-44
传感器
凸爪
脱开→
固定
限制传感器
YA滚珠螺杆
近距离
传感器
旋转1/4圈
固定
YA电动
顶点上做记号
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
FX-1 零件名称
CAL块
确认方法及调整方法(故障处理方法)
功能名称
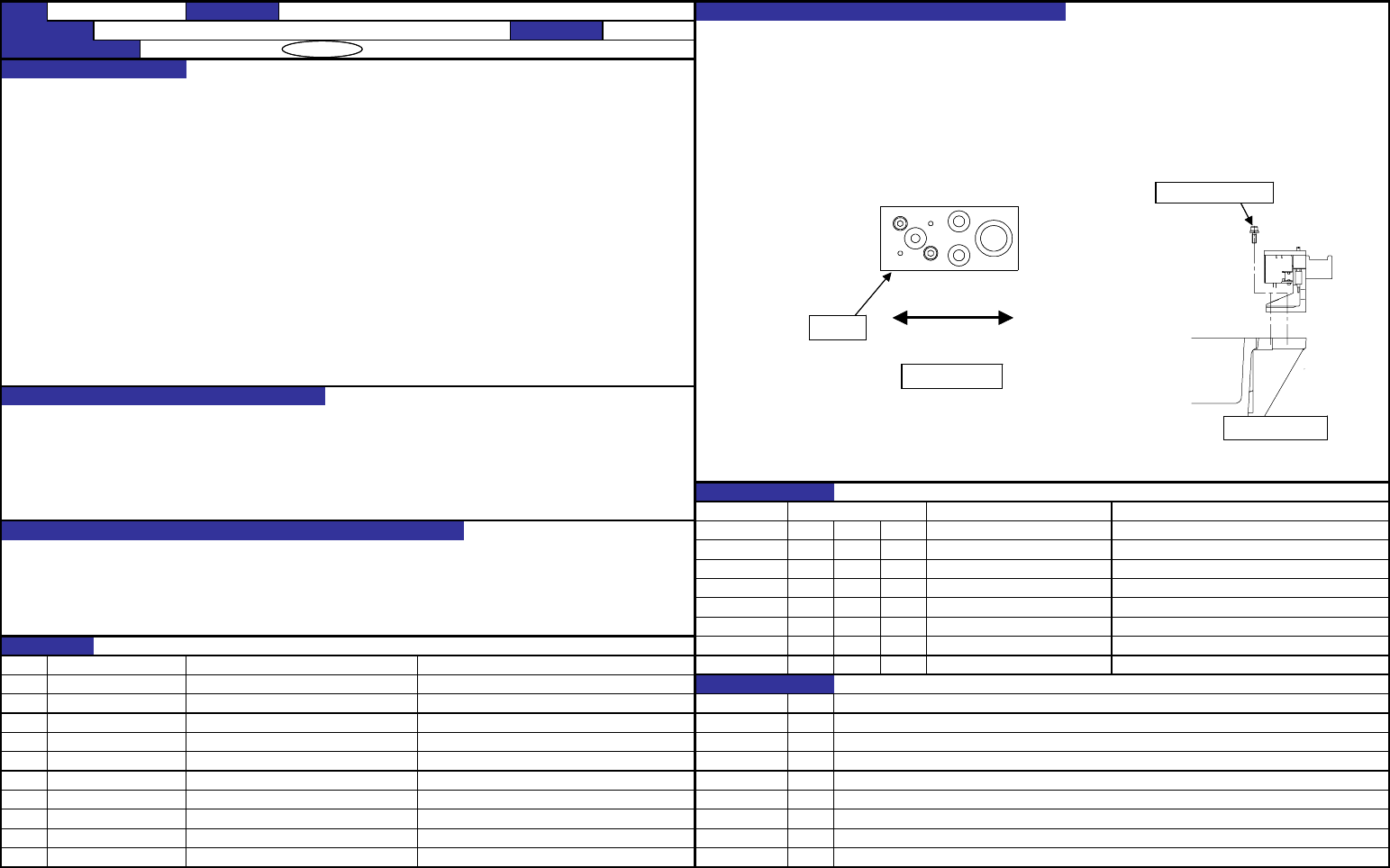
与X轴的平行调整
编制日期 2003/8/29
确认方法
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
在贴装头上固定杠杆式游标卡尺并向X方向移动,测量CAL金属板侧面与X轴的平行。
质量特性(规格调整值)
CAL金属板侧面与X轴的平行:0.3mm 调整方法
拧松把CAL块固定在YA车架上的螺栓(M6x20带垫片内六角螺钉)2处,调整CAL块使之与X轴平行。
功能的作用(规格调整值的意义)
为使CAL块第1标记与第2标记的位置关系相距不过大。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
进行第2标记的识别时,标记偏移过大。
CDE
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L202E0210A0 CAL块配件组 变更纪录
②
日期
NO.
内容
③
2003/8/29 新增
④
⑤
⑥
⑦
⑧
⑨
⑩
8-1
CAL块俯视图
测量处
CAL块紧固螺栓
CAL块主视图
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
FX-1 零件名称
ATC
确认方法及调整方法(故障处理方法)
功能名称
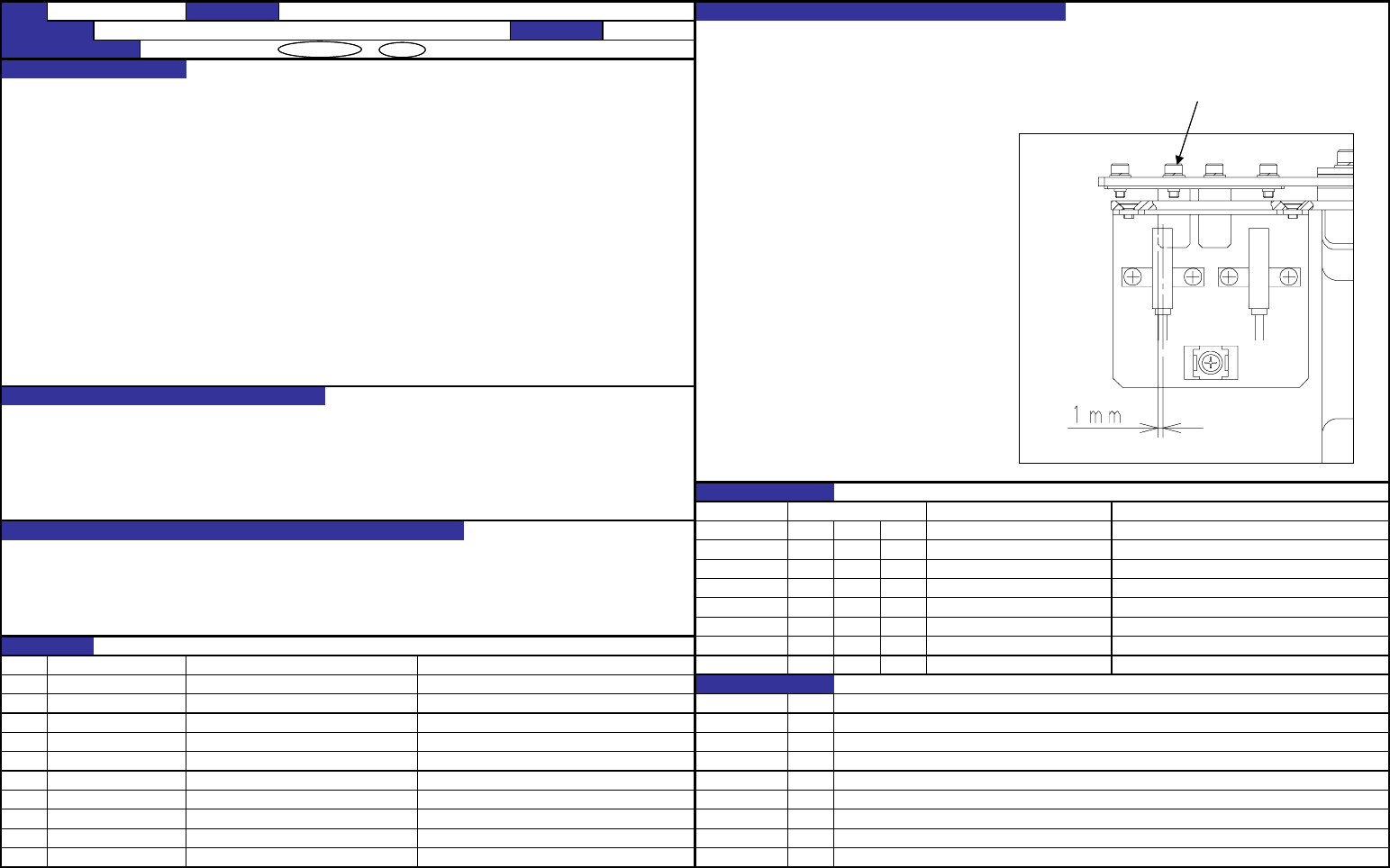
ATC传感器配件调整
编制日期 2003/8/29
·在滑动板开,关的状态下,调整传感器配件的位置使其满足各自的规定值,
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
并用传感器配件紧钉螺钉进行固定。(如下图所示)
质量特性(规格调整值)
·开传感器配件,关传感器配件的固定位置如下所述。 传感器配件紧钉螺钉
·在滑动板开关状态的1mm前传感器ON。(参照右图)
功能的作用(规格调整值的意义)
·防止开关时传感器的错误检测。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
·滑动板移动超时错误。
CDE
·吸嘴更换错误。
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
ATC关传感器组 变更纪录
②
ATC开传感器组 日期
NO.
内容
③
40001282 传感器配件 2003/8/29 新增
④
⑤
⑥
⑦
⑧
⑨
⑩
9-1
传感器检测位置