FX-1_QA表.pdf - 第96页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 FX-1 零件名称 底盘ASM 确认方法及调整方法(故障处理方法) 功能名称 水平调整 编制日期 2003/8/29 调整底座4个调节螺钉。 质量保证类型 功能 · 安全性 / 可靠性 / 安全性 / 商品外观 质量特性(规格调整值) 对贴装精度重新进行测定,再次M/C设置时 对贴装精度重新测定的值 与左右前后方向同时 水平仪刻度(0.05mm/div)±1刻度。 功能的作用…
QA表 NO. 3 (1/2) NO. 3 (2/2)
机种
FX-1 零件名称
ATC
确认方法及调整方法(故障处理方法)
功能名称
ATC部件平行调整
编制日期 2003/8/29
确认方法
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
进行MSP的ATC偏差组装位置的取得,确认最大偏差的标记检测结果是否位于规定值内。
质量特性(规格调整值)
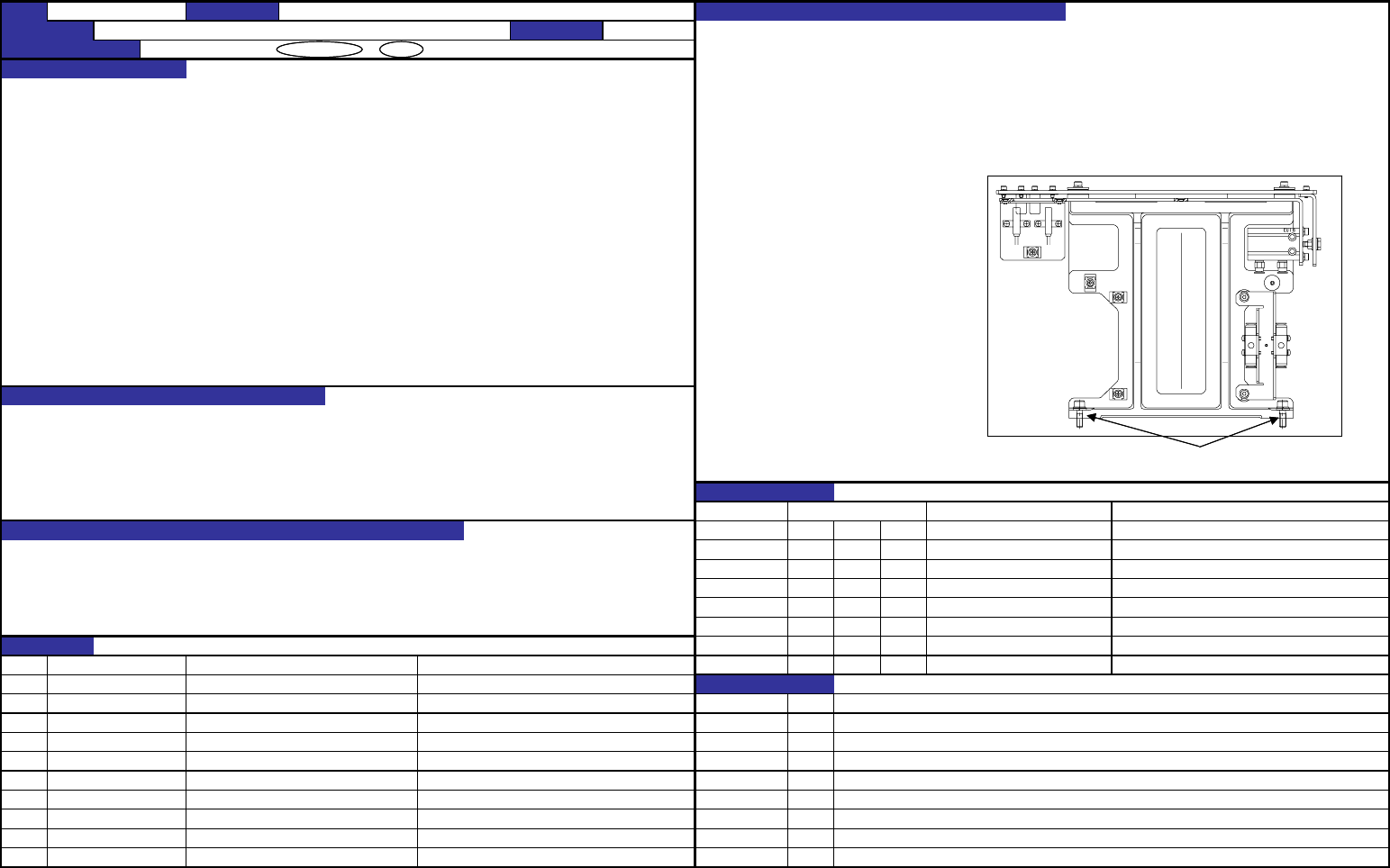
ATC部件内全孔位置Y方向0.1mm以内。 调整方法
左右平均值的偏差0.1mm以内。 拧松ATC部件的2处紧固螺栓,并进行平行调整使最大偏差的标记检测结果位于规定值内。
功能的作用(规格调整值的意义)
·实施同时吸嘴。
ATC部件紧固螺栓
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
·同时吸嘴更换错误。
CDE
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L200E0210A0 ATC部件组 变更纪录
②
日期
NO.
内容
③
2003/8/29 新增
④
⑤
⑥
⑦
⑧
⑨
⑩
9-3
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
FX-1
零件名称
底盘ASM
确认方法及调整方法(故障处理方法)
功能名称
水平调整
编制日期 2003/8/29
调整底座4个调节螺钉。
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
对贴装精度重新进行测定,再次M/C设置时
对贴装精度重新测定的值
与左右前后方向同时
水平仪刻度(0.05mm/div)±1刻度。
功能的作用(规格调整值的意义)
确保M/C整体的水平。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
贴装精度不良。
CDE
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L100E0210A0 底盘ASM 变更纪录
②
(L100E021AA0) (底盘ASM(EN)) 日期
NO.
内容
③
2003/8/29 新增
④
⑤
⑥
⑦
⑧
⑨
⑩
10-1
QA表 NO. 1 (1/2) 1 (2/2)
机种
FX-1 零件名称
放大器
确认方法及调整方法(故障处理方法)
功能名称
随机系统放大器轴设定
编制日期 2003/6/26
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
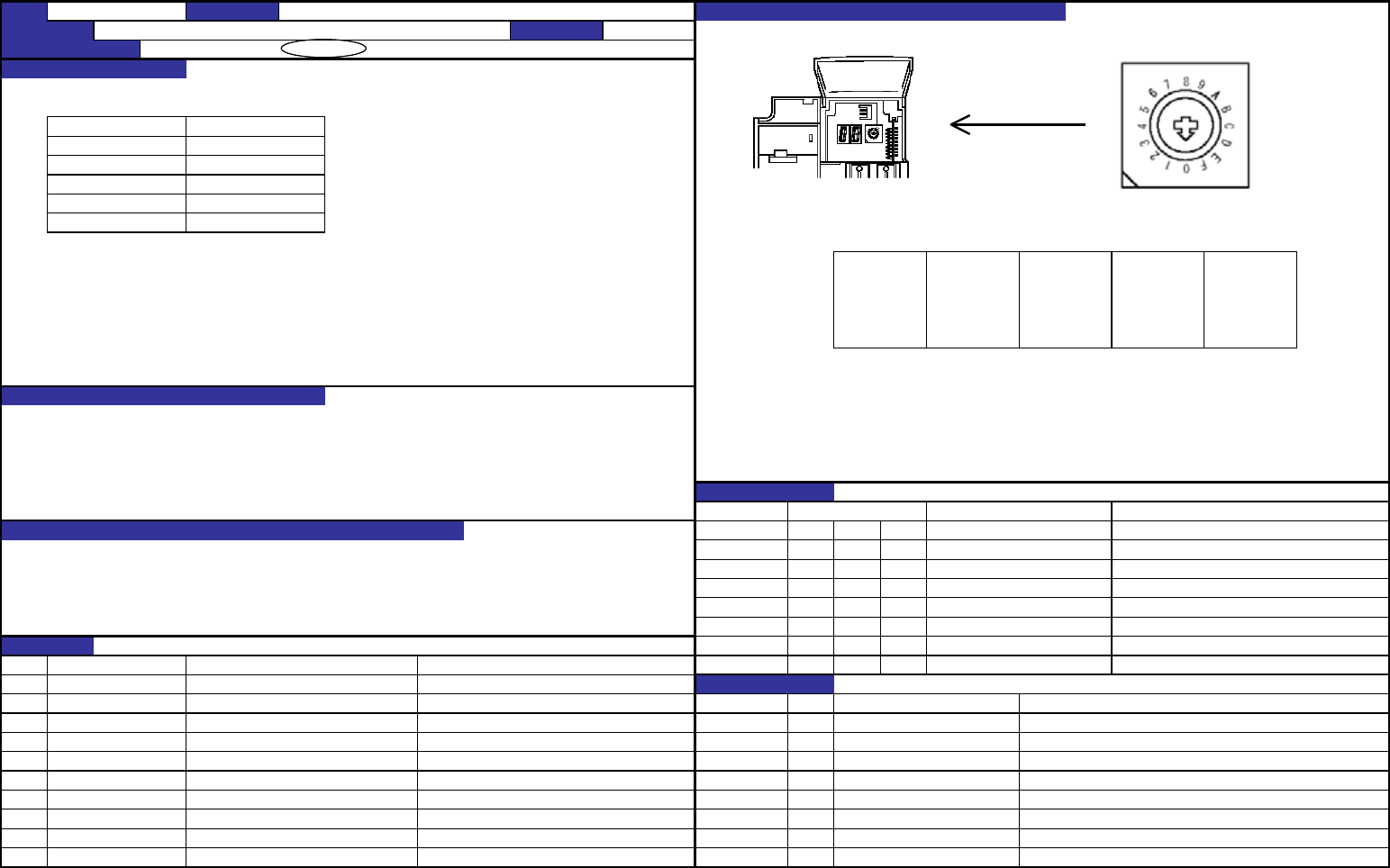
随机系统放大器的轴选择开关设定为以下的值。
随机系统放大器 轴选择开关的设定值
XL 0
XR 1
YBL 2
YBR 3 按左表的值设定旋转泵开关
YA 0
底框内随机系统放大器的配置
YA YBL YBR XL XR
功能的作用(规格调整值的意义)
为随机系统放大器与位置板间的正常通信而进行的设定。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
·产生位置板与随机系统放大器间的SSCNET通信错误。
CDE
CDE
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L901E221000 X轴随机系统放大器 变更纪录
②
L901E321000 YA轴随机系统放大器 日期
NO.
内容 处理对策
③
L901E421000 YB轴随机系统放大器
④
⑤
⑥
⑦
⑧
⑨
⑩
11-1
轴选择开关(CS1)