OPERATING MANAUAL(FOR ENGINEERS) - 第43页
Page 1-7 FUNCTIONS 1 Operation Theory (Mounting Mechanism) 3Y3C-E-EMD01-A01-02 ∗ 1 : The nozzle extension and nozzle retraction for CM88S-M / M1/ MU are carried out at the same position. (See the diagram of indexing unit…
Page 1-6
1-2 Operation Theory (Mounting Mechanism)
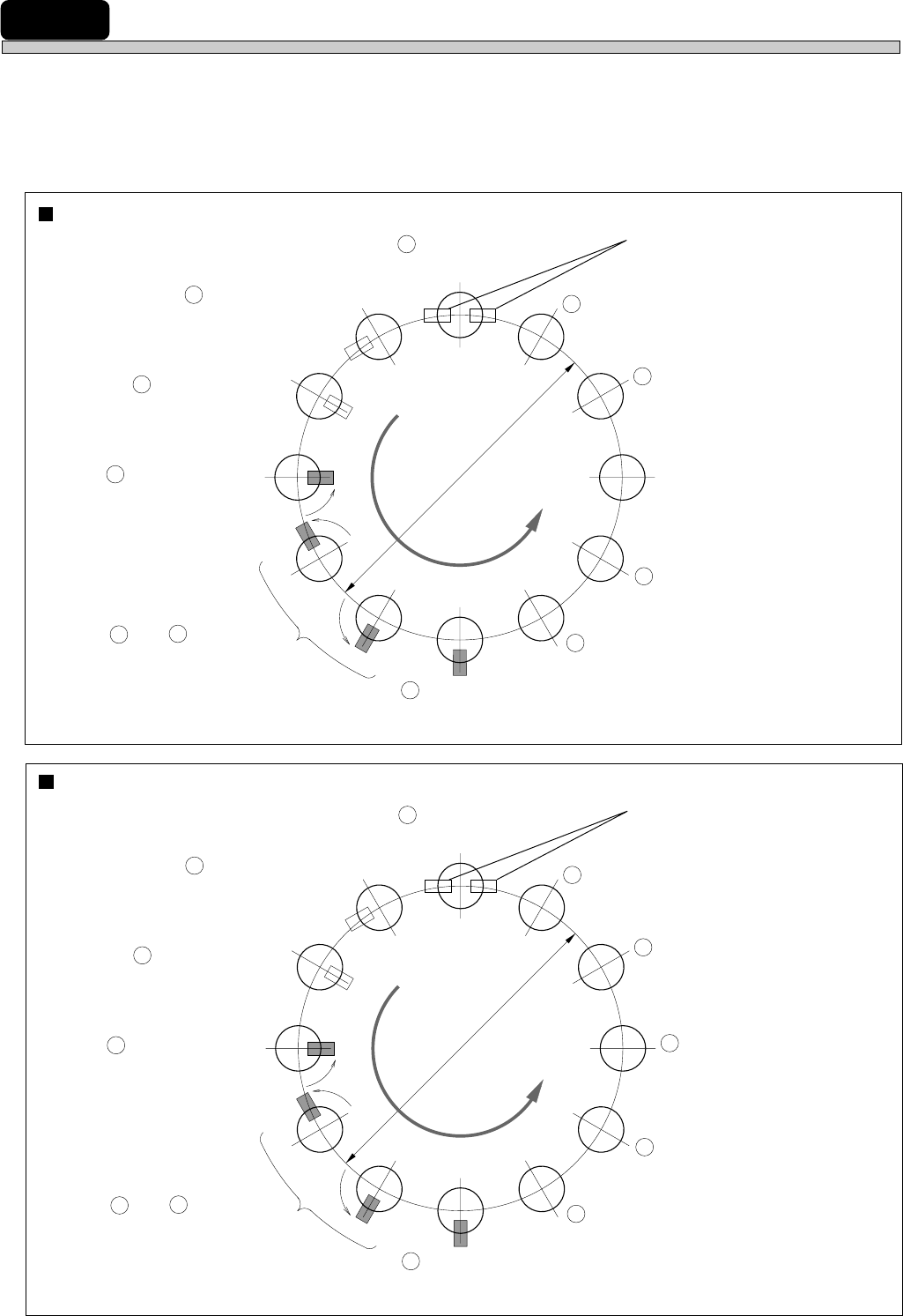
The machine has 12 mounting heads, each head being equipped with 5 nozzles. Each head
carries out the following operations from 1 to 12 simultaneously at each station (the station ad-
vances two steps during one rotation of the indexing unit) (rotary method).
Diagram of indexing unit
3Y3C-E-EMD01-A01-02
3Y3C-028E
Pickup position (2 points)
1
Chip pickup
(X, Y, and Z control)
2
Height detection
head angular rotation
3
Height detection
4
Chip recognition
5
and
6
Mount angle
correction
Slowly rotates through 2
stations
7
Chip mounting
(X, Y, and Z control)
8
Nozzle selection head angular rotation
9
NG ejecting air blower
10
Nozzle retraction
11
Nozzle extension
12
Pickup angle head angular rotation
Rotating direction
φ
250
3Y3C-028E
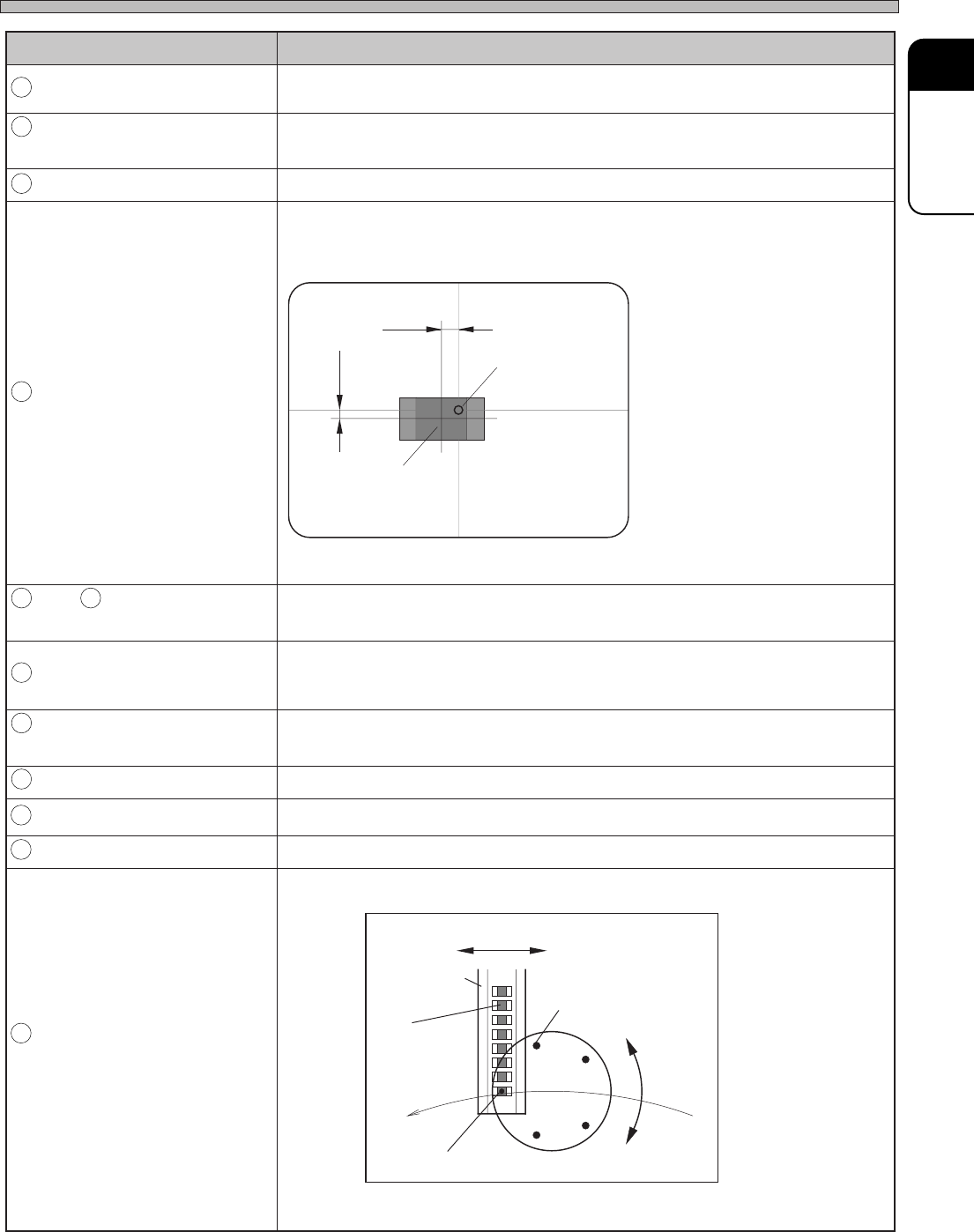
CM88C-D
CM88S-M / M1/ MU
Pickup position (2 points)
1
Chip pickup
(X, Y, and Z control)
2
Height detection
head angular rotation
3
Height detection
4
Chip recognition
5
and
6
Mount angle
correction
Slowly rotates through 2
stations
7
Chip mounting
(X, Y, and Z control)
8
Nozzle selection head angular rotation
9
NG ejecting air blower
11
Nozzle extension
Nozzle retraction
12
Pickup angle head angular rotation
Rotating direction
φ
250
Page 1-7
FUNCTIONS
1
Operation Theory (Mounting Mechanism)
3Y3C-E-EMD01-A01-02
∗1: The nozzle extension and nozzle retraction for CM88S-M / M1/ MU are carried out at the same
position. (See the diagram of indexing unit.)
xednI tnemevomfostnetnoC
pukcippihC
retfadna,evirdelbatredeefehtybnoitisoppukcipehtotdevomeraspihC
.spihcehtpukcipotderewolsi)elzzonpukcip(daeheht,defsipihc
daehnoitcetedthgieH
noitatorralugna
rotcetedthgiehehtdnapihcehtneewtebnoitaivedybylnosetatordaehehT
.ssenkcihtpihcetairporppaehterusaemotredroni
noitcetedthgieH
.spihcgnidnatsdnasrorrepukciptcetedotderusaemsissenkcihtpihC
noitingocerpihC
ehtybdezingoceregamiehT.detcetedsinoitaiveddnadezingocereraspihC
gnisopmirepushtiwrotinomTRCehtnodeyalpsidsinoitcesgnizingocerpihc
.noitcnuf
∆ )X(retnecpihcfonoitaiveD:X
∆ )Y(retnecpihcfonoitaiveD:Y
daehgnitnuoMdna
noitatorralugna
.elgnagnitnuompihcfonoitaivedehttcerrocotsetatordaehehT
gnitnuompihC
,elbatY-Xdraobehtybdetcerrocsinoitisopeht,stlusernoitingocerehtgnisU
rofderewolsi)elzzon(daehehtdna,tniopgnitnuomehtotdevomsihcihw
.gnitnuom
daehnoitceleselzzoN
noitatorralugna
.noitisopnoisnetxeelzzonehtotelzzonpukcipehtngilaotdetatorsidaeH
rewolbriagnitcejeGN
.rewolbriaehtybdetcejeeraspihctluafpukciprospihcdaB
noitcarterelzzoN
∗∗
∗
∗∗1
.dednetxesielzzonpukcipehtdnadetcartereradesuylsuoiverpselzzonllA
noisnetxeelzzoN
.dednetxeerapukciprofselzzonehT
ralugnadaehpukciP
noitator
.)lortnocY(noitisoppukcipehtngilaotdetatorsidaehehT
∆Y
∆X
3Y3C-003E
Pickup position
X control
Chip
Nozzle
Chip
Y control
Pickup position
Automatic X-Y correction of pickup position
Tape feeder
3Y3C-026E
1
2
3
4
5 6
7
8
9
10
11
12
3Y3C-032TE
Page 1-8
3Y3C-E-EMD01-A01-03
1-3 Operation Mode of the Double Feeder Stage
In order to flexibly respond to your various types of production, the CM88C provides the following 3
types of production mode. It is possible to exchange the feeder in all modes during running the
machine.
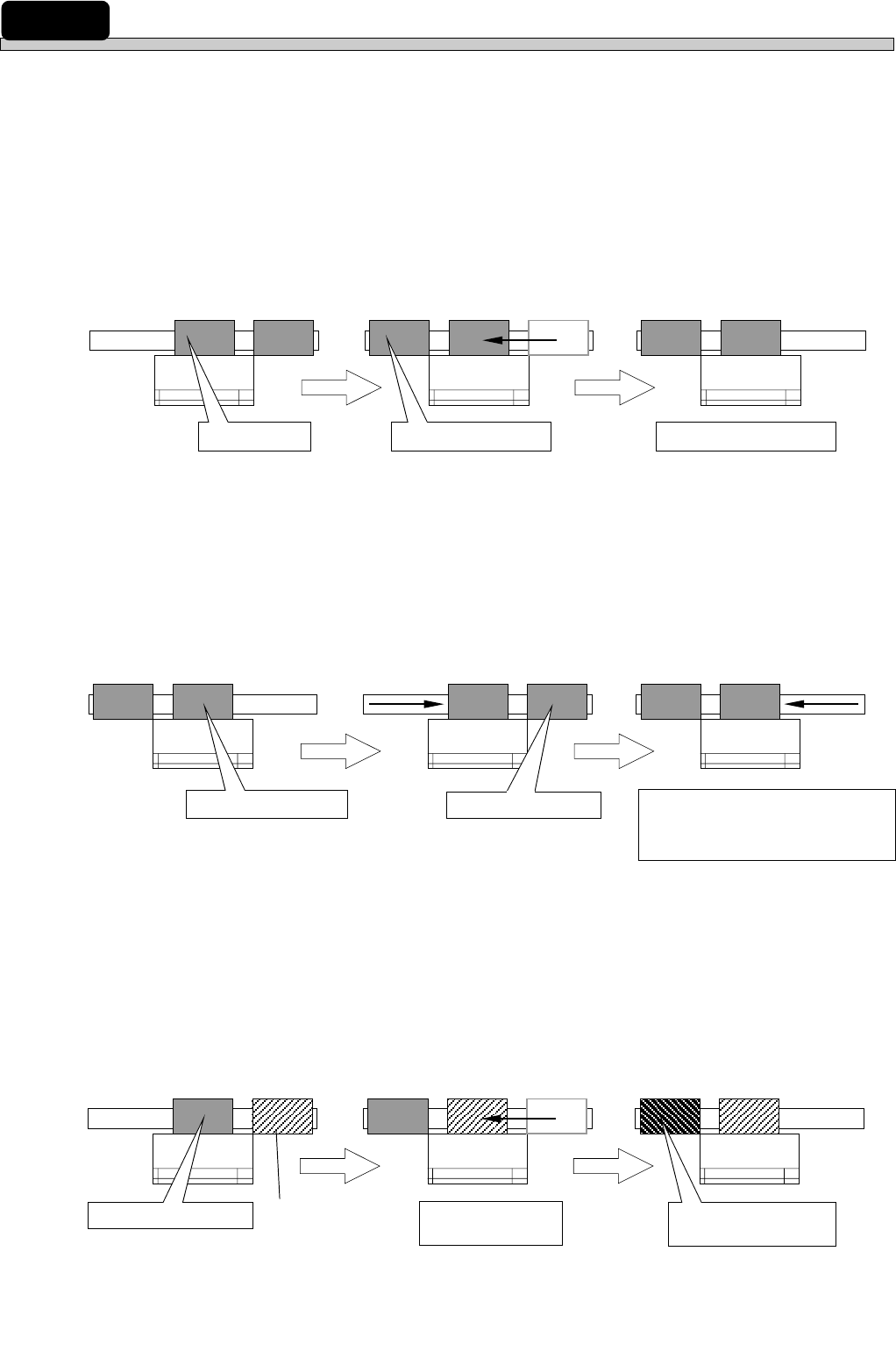
a) Exchange mode
This mode is effective when the parts for mounting is less than 70 types of component.
When the components on the B stage run out, production is automatically continued on the Astage.
Producing of A type
b) Priority exchange mode
This is effective when wishing to use one stage by priority in exchange mode.
When the specified stage is available, this stage is used by priority. (After the board being pro-
duced currently has been mounted, the stage is switched over automatically.
A Stage Priority Specified
∗ Set them at “Option configuration” in the machine parameters.
c) Spare mode
This mode is effective for the changeover (change of board to produce).
(But number of parts placed on the board is less than 70.)
Producing of A, B, and C types
A stageB stage B stage retracts. A stage moves.
Parts run out.
Supplying the part.
Production continues.
Machine is running.
B stage retracts. A stage moves.
A part is completed.
Feeder for B part
Production of B
type starts.
Supply the parts for
C type.
Machine is running.
3Y3C-006E
3Y3C-007E
Chips run out at Ast.
4G3C-003E
Production continues at Bst.
B stage moves.
A stage retracts.
B stage retracts.
A stage moves.
After a board has been mounted,
the pick-up stage is switched to the
A stage and production continues.
Chips are supplied.
A stageB stage