OPERATING MANAUAL(FOR ENGINEERS) - 第63页
Page 2-7 BASIC OPERA TION 2 Functions during Stopping Production 2-2-1 Maintenance 1. Press Maintenance . • Maintenance during the automatic operation is carried out. • Information held in each head can be checked. • All…
Page 2-6
2-2 Functions during Stopping Production
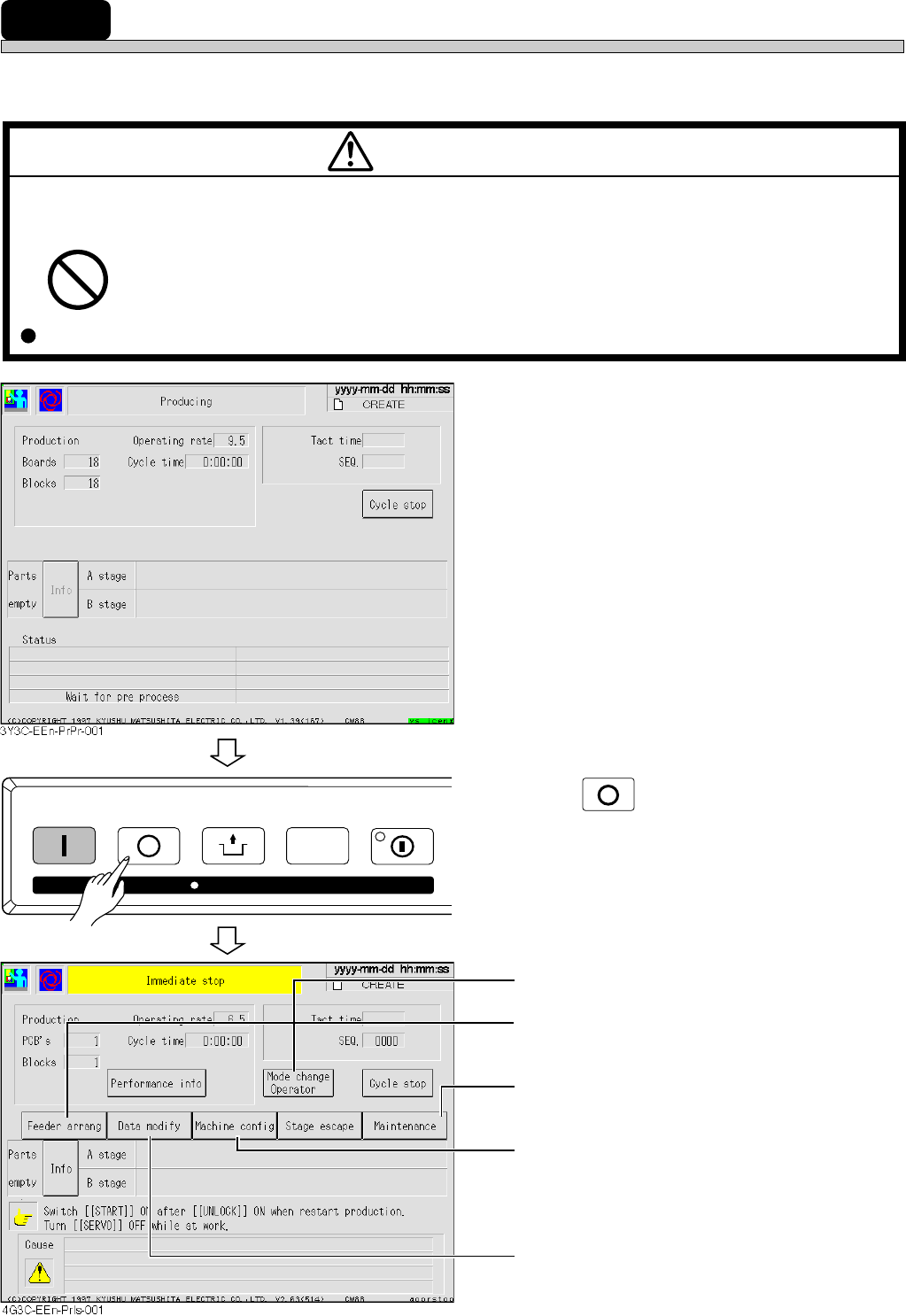
For carrying out a single stop during production, use this.
(The single stop is to stop temporarily production during certain sequential operation.)
1. Press
STOP
on the operation panel for
immediate stop.
• Operator mode appears.
• You can confirm what parts are on which
feeder address.
• Maintenance during automatic operation is
carried out.
• Machine state independent of production data
is set.
Refer to “Chapter 8 Machine Setting” for
details.
• Data in need for correction after teaching and
coordinate data can be corrected.
Refer to “Chapter 4 Data Modification” for
details.
M34EB
WARNING
DO NOT PLACE YOUR HANDS OR BODY INSIDE ACTIVE PART OF THE MA-
CHINE WHEN IT IS IN A SINGLE STOP OR CYCLE STOP CONDITION.
The machine has been stopped only temporarily. You may be injured if the sensors are
actuated and the machine moves unexpectedly.
Turn OFF the servo switch before placing your hands or body inside the active part.
STOP
UNLOCK
STEP SELECT
START
KEY LOCK
KEY LOCK
3Y3C-E-EMD02-A01-01
Page 2-7
BASIC OPERATION
2
Functions during Stopping Production
2-2-1 Maintenance
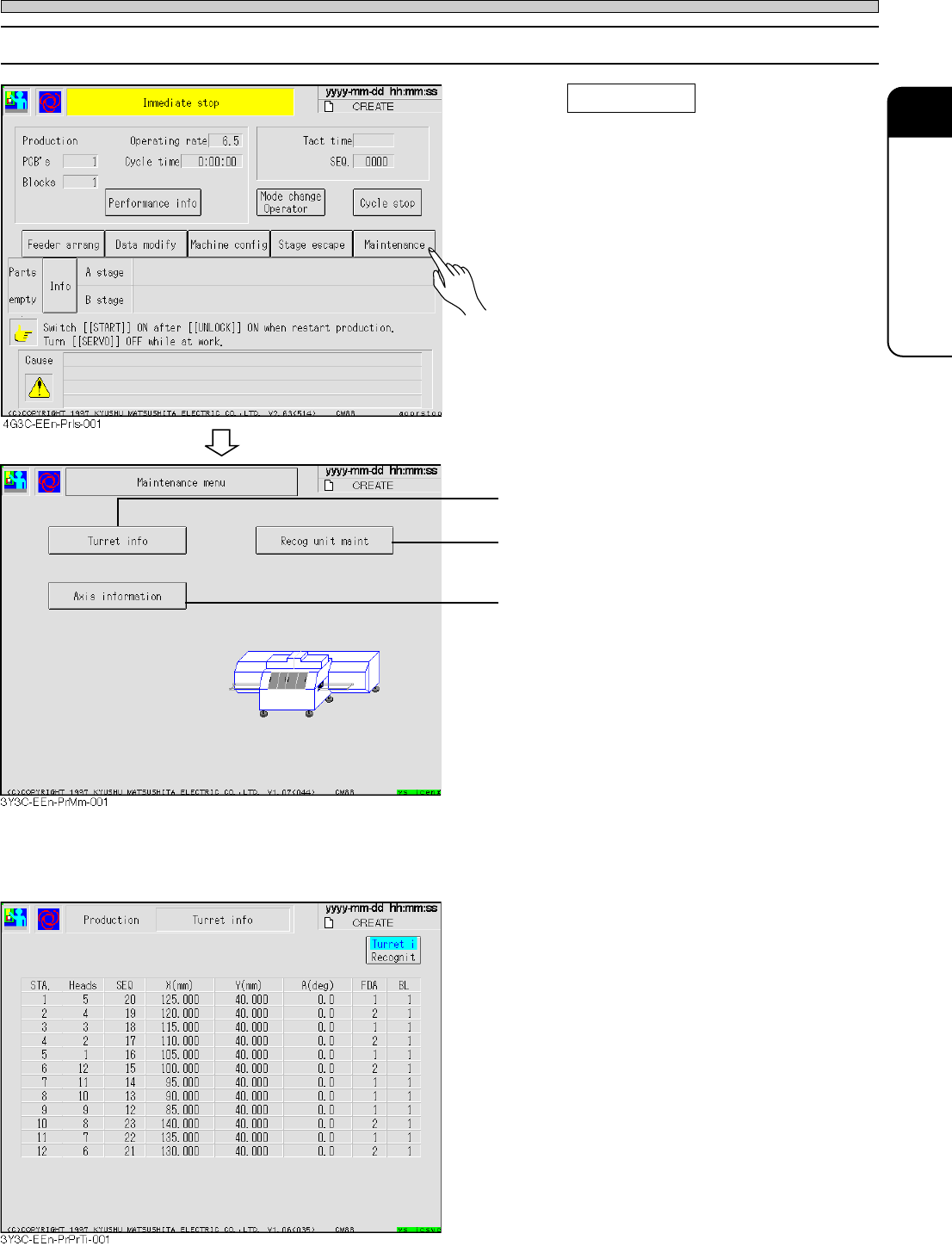
1. Press Maintenance .
• Maintenance during the automatic operation is
carried out.
• Information held in each head can be checked.
• All recognition processes can be checked.
See “7-8 Recognition Unit Maintenance.”
• Current position and status of all axes con-
trolled by machine can be checked.
See “7-7 Axis Information”
a) Turret information
The information in each head can be checked.
[Turret information]
• Considering STA No. = 1 as the pickup
position, data information of each head is
displayed to the rotating direction.
Head = Head No.
SEQ = SEQ No.
X, Y, and A = Coordinate and angle of mount
data
FDA = Feeder address
BL = Block No.
∗ For the head without data, items after SEQ is
not displayed.
3Y3C-E-EMD02-A01-01
Page 2-8
Functions during Stopping Production
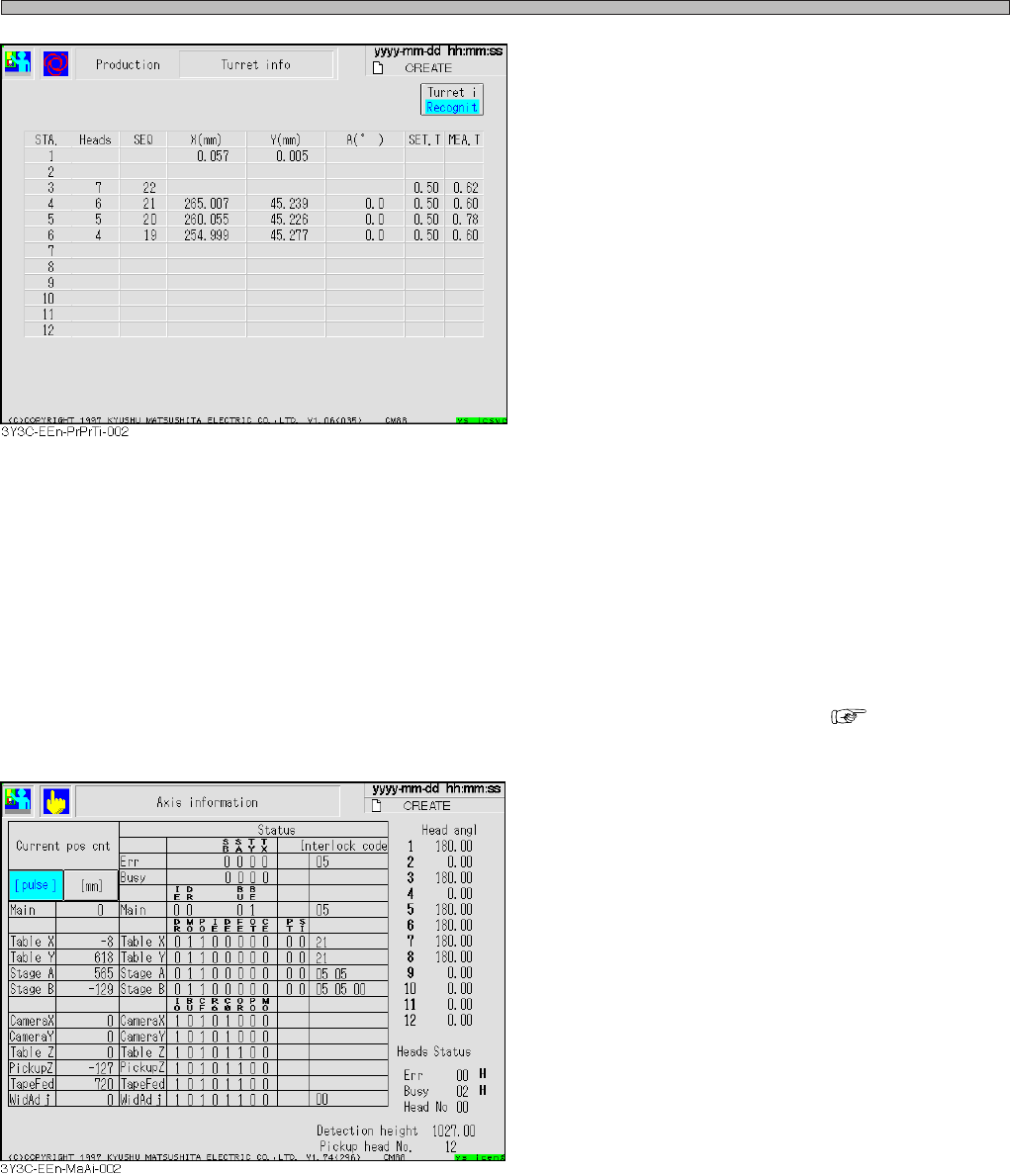
[Recognition]
• Considering STA No. = 1 a pickup position, the
recognition information of head from STA No. 3
to 6 is displayed to the rotating direction.
STA. = 1 ............. Corrected positional value is
displayed to X and Y.
X,Y and A ............Coordinates and angle after
correcting recognition.
(from STA No 4 to 6)
SEA. T ................ Setting value of chip thick
ness
(First measured value after
parts supply)
MEA. T ............... Measured value of chip
thickness
∗ For the head without data, items after SEQ is
not displayed.
For the head of pickup fault, items after X is not
displayed.
When chip feeding is turned off by function
switch, items after SET. T is not displayed.
b) Axis information
Present position and status of all axes controlled by machine can be checked ( “7-7 Axis
information”).
[Items]
• Current pos cnt
Current position of each axis is displayed in
mm and pulse.
• Status
Status address of each axis, error and busy
are displayed in bit or hexadecimally.
• Head angle
Current angle of each head is displayed.
• Head status
Status address of head is displayed in hexa-
decimal. (Only the head No. is described in
decimal.)
• Detection height
Present non-shield height of height dispensing
sensor is displayed in mm or pulse.
• Pickup head No.
Head No. on current pickup section is indi-
cated.
3Y3C-E-EMD02-A01-02