00193936-02.pdf - 第110页
3 技术数据 SIPLACE HF 系列用户 手册 3.7 贴片头 软件版本 SR.505.xx 2004 年 7 月中文版 110 (1) 图 3.7 - 10 功能说明

SIPLACE HF 系列用户手册 3 技术数据
软件版本 SR.505.xx 2004 年 7 月中文版 3.7 贴片头
109
3.7.4.1 说明
高级贴片头包括 2 个同类贴片头 (双贴片头)。两个贴片头都依据拾取 贴片头原理工作。双贴片
头适合贴装难以贴装的或特大型元件。 2 个元件由贴片头拾取后,根据贴片位置进行光学对中,
然后旋转至所需的贴片角度。通过吹气将这些元件轻柔而准确地放在 PCB 上。
目前,已针对双贴片头开发出了新类型吸嘴 (5xx),也可安装一个适配板,这样就能使用拾取贴片
头的 4 xx 吸嘴和收集贴片头的 8xx / 9xx 吸嘴。
检查和自学功能 3
双贴片头的可靠性通过各类检查和自学功能进一步提高。
- 例如,吸嘴真空检查可以显示出元件是否正确拾取或放置。
- 高分辨率智能化视像组件,如精细间距和倒装片视像组件可确定并修正与所需元件位置的细微
偏差,从而保证了正确的贴片位置。元件照相机永久固定在贴片机机架上。
- 元件的封装形式也需要检查。如果由此确定的几何数据与预先设定的数据不符,则不进行贴
片。
- 吹气压力传感器测量、监控确定的元件贴片力。
- 如果压缩空气或电源出现故障,垂直轴 (Z 轴)升高到安全的位置,以防与贴片头碰撞。
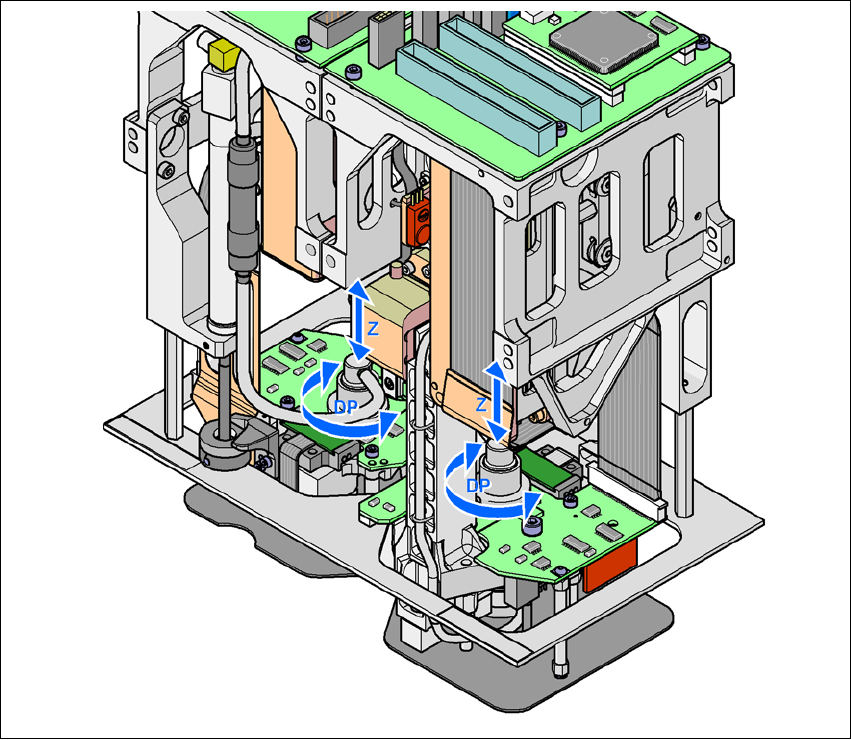
3.7.4.2 功能说明
双贴片头包括两个连接在一起的拾取贴片头,但这两个贴片头独立控制。 每个贴片头有两个轴 - Z
轴和 DP 轴(见图3.7 - 8
)。
Z 轴的移动行程通过高分辨率的线性增量测量系统检测。 Z 轴垂直移动。线性马达升降 Z 轴,并
从传送导轨或料盘中拾取元件,再将这些元件放置到 PCB 上。 Z 轴是 “智能轴”。它 “记录”
每个传送导轨料槽的拾取高度和每个元件需要的贴片高度。这可以加快贴片速度。程序设定的贴
片力由力传感器测定和监控。
DP 轴将经过光学对中的元件旋转至所需的贴片角度。旋转轴由步进马达驱动。马达轴被设计为
段位器光栅盘。在最上端是用于进行角度分析的增量磁盘,而吸嘴夹持装置则在底端。
旋转轴和转换轴的移动顺序由控制电路控制。位置和速度传感器将轴移动的实际数值发送给轴控
制器。将实际数据和设定值进行比较,以确定伺服放大器的力和速度参数,以便轴运动。
在整个拾取和贴片过程中,应经常检查吸嘴的真空值,以便将贴片错误降到最低程度。
3 技术数据 SIPLACE HF 系列用户手册
3.7 贴片头 软件版本 SR.505.xx 2004 年 7 月中文版
110
(1)
图
3.7 - 10
功能说明
SIPLACE HF 系列用户手册 3 技术数据
软件版本 SR.505.xx 2004 年 7 月中文版 3.7 贴片头
111
3.7.4.3 技术数据
(1)
*) 使用标准吸嘴时
光学对中 静止 P&P 元件视像照相机(22
型) 50 x 40
静止 P&P 元件视像照相机(20
型) 8 x 8
元件范围 0603 至 SO, PLCC, QFP,
BGA,专用元件, bare dies,
倒装片
0201 至 SO,PLCC,QFP,插
座,插头, BGA,专用元件,
bare dies,倒装片,保护罩
元件规格
最大高度
最小管脚间距
最小突出管脚间距
最小球面管脚 / 突出管
脚 ∅
最小尺寸
最大尺寸
最大重量
25 mm (如有要求,可提供更
高的元件)
0.4 mm
0.56 mm
0.32 mm
1.6 x 0.8 mm²
50 x 40 mm²
(单个测量值)
用于带双吸嘴使用
50 x 50 mm² 或
69 x 10 mm²
用于
1
个吸嘴:
85 x 85 mm² 或
125 x 10 mm²
最大 200 x 125 mm² (有限
制)
100 g *)
25 mm (如有要求,可提供更
高的元件)
0.25 mm
0.14 mm
0.08 mm
0.6 x 0.3 mm²
8 x 8 mm²
(单个测量值)
100 g *)
可编程贴片力 1.0 N 至 15 N 1.0 N 至 15 N
吸嘴类型 5 xx (标准)
4 xx + 适配板
8 xx + 适配板
9 xx + 适配板
5 xx (标准)
4 xx + 适配板
8 xx + 适配板
9 xx + 适配板
两个拾取 贴片头上的吸
嘴间距
70.8 mm 70.8 mm
X/Y 轴精确度
± 35 µm/4 σ ± 30 µm/4 σ
角度精确度
0.07° / 4 σ 0.07° / 4 σ