00193936-02.pdf - 第260页
6 元件的处理 SIPLACE HF 系列用户 手册 6.2 供料器的技术数据 软件版本 SR.505.xx 2004 年 7 月中文版 260 此下降组件适用于所有的贴片头。 根据设置优化功能,此下降组 件被视为单独的传送导轨类 型。 每个位置上下降组件的数量没有限 制。 6.2.18.2 技 术数据 部件号: 001 1701 0-xx 6 占用的料位 3 6 元件尺寸 最大 36 x 36 mm² 取决于贴片头类型 6 可能的涂层…
SIPLACE HF 系列用户手册 6 元件的处理
软件版本 SR.505.xx 2004 年 7 月中文版 6.2 供料器的技术数据
259
6.2.17.2 更换夹持器
Æ 紧握夹持器 (图 6.2 - 17 中的 G)。 向下按止推垫 (图 6.2 - 17 中的 F),然后再向侧面按止
推垫,取下夹持器。
6.2.17.3 数据输入
按照 SIPLACE Pro 操作说明,定义华夫盘。 6
6.2.18 下降组件
6
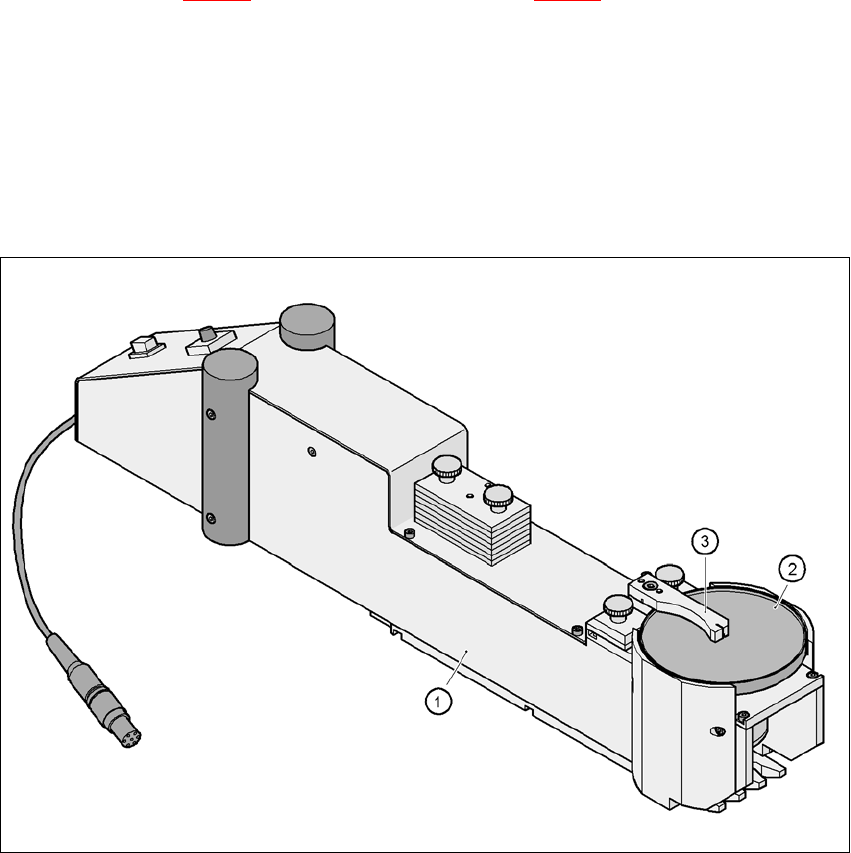
图
6.2 - 18
下降组件
(1) 下降组件
(2) 旋转盘
(3) 涂刷器
6.2.18.1 浸润焊剂的原则
下降组件 (1) 用于通过焊剂或导电胶浸润倒装片和 CSP 元件。 焊剂盒是一个旋转盘 (2),旋转盘
上用涂刷器 (3) 涂覆了一薄层焊剂 ( 如: 40µm)。这种方法特别适用于高粘度 (蜂蜜状)焊剂。
由于只须浸润突出管脚的下部,所以浸润过程所需的焊剂量减小到最低涂层厚度。
6 元件的处理 SIPLACE HF 系列用户手册
6.2 供料器的技术数据 软件版本 SR.505.xx 2004 年 7 月中文版
260
此下降组件适用于所有的贴片头。根据设置优化功能,此下降组件被视为单独的传送导轨类型。
每个位置上下降组件的数量没有限制。
6.2.18.2 技术数据
部件号: 00117010-xx 6
占用的料位 3 6
元件尺寸 最大 36 x 36 mm²
取决于贴片头类型 6
可能的涂层厚度 25, 35, 45, 55, 65, 75 µm 6
更换涂层厚度所需时间 1 分钟以内 6
间隙高度公差 ±5 mm 6
板转速 设为 0 - 10 sec.
以 0.1 sec 的增量 6
元件下降时间 设为 0 - 2 sec.
以 0.1 sec 的增量 6
焊剂 高粘度焊剂、导电胶 6
6
SIPLACE HF 系列用户手册 6 元件的处理
软件版本 SR.505.xx 2004 年 7 月中文版 6.3 料车
261
6.3 料车
SIPLACE HF 贴片机最多能装配 4 辆料车。料位编号如下图所示。
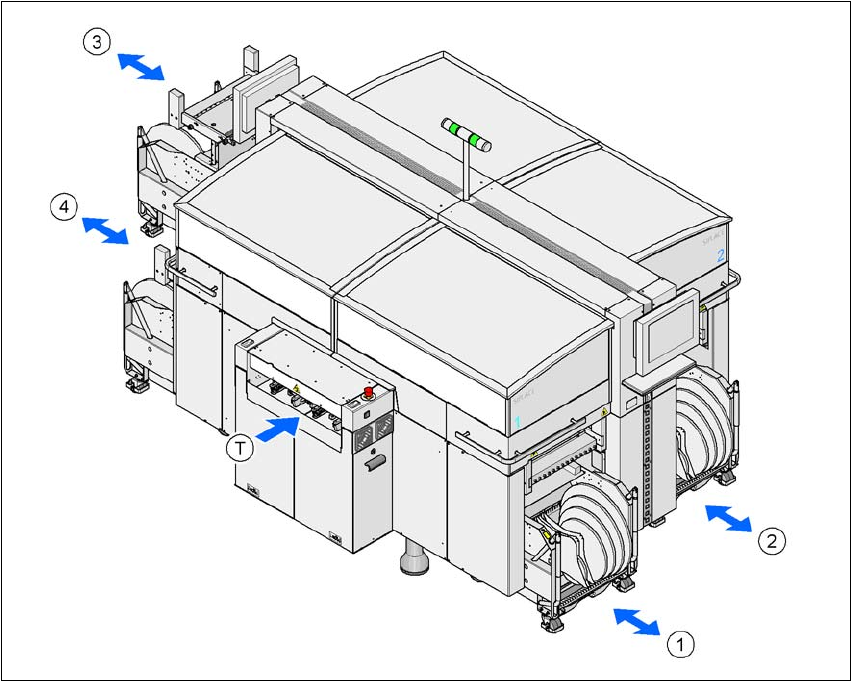
图
6.3 - 1
料车的位置
1, 2, 3, 4 位置编号 1、 2、 3、 4
TPCB 传送方向
料车为独立组件,可在外部的安装区和供料器一起安装。也就是说,生产区只在需要更换料车
时,才短时间中断。