富兴智能立式插件机R系列说明书.pdf.pdf - 第28页
深圳市富兴智能装备有限公司 http:// www .fuxingai.com http:// www.fxznsmt.com - 27 - 5)启动“归零”。 6)启动“移位”→“单步”,运行到程序第二行时点击操作界面程序编辑区内的“编辑”和 “影校”,此时相机已开启,如果相机捕捉到的点的位置与你确定的插件途径的第一点的位 置不符,那么请按程序编辑区内的箭头键移动工作台直到所设置的点与相机的十字图形同心 为止,最后按“确定”键确定此点…

深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 26 -
程序名:程序的第一行第二列, 可以任意命名并使人能清楚是哪种 PCB 板的程序。(建
议用 PCB 板型号);
N:程序的第二行第一列,序号列;
L:程序的第二行第二列,PCB 板上插入点的元件编号,如:C1 等;
X:程序的第二行第三列,X 坐标列(左右方向);
Y:程序的第二行第四列,Y 坐标列(前后方向);
Direct: 程序的第二行第五列,角度。基于元件在链夹上的位置为零度的元件插入的角
度。“+”是顺时方向(符号省略),“-”是逆时针方向;
HolDia
:
程序的第二行第六列,插入点孔径,以 1/100 毫米为单位,如直径为 1 毫米的
孔 D 是 100 等;
PartNo: 程序的第二行第七列,元件编号列或规格;
PartTp: 程序的第二行第八列,元件类型列 [通常用 A;B;C;D;代替方便于使用];
Feeder:元件所在的飞达编号列;
Fun:该行程序的功能列。有以下几个功能代码:
OS:程序中的原点(OFFSERT),此行不插件,决定板在机器上的位置,也就是工作台运行
到哪个位置时,转台才开始旋转。
S :是不执行该行。
T1:令工作台顺时针转 90 度。
T2:令工作台逆时针转 90 度。
OS:程序中的原点(OFFSERT),此行不插件,决定第一个插件点在机器上的位置。紧接此
行的是第一个插件点坐标行。
I1
:
插件行,并执行漏件检测。
I2
:
插件行,但不执行漏件检测。
E
:
程序结束行。执行该行时机器不动作。
方向:该行程序元件的方向(上料飞达上的元件方向)。
注意:以上程序说明中所有的英文字母都必须是大写。本设备的程序是 Excel 工作薄格式。
2、编程序步骤
1)首先要确定所需要做程序的 PCB 板的点数、方向、角度、元件的种类、供料飞达与有效的
最短的插件路径(也就是插件的先后顺序),要尽可能不让工作台“跑冤枉路”,以提高生
产速度和节省能源。适当的时候可考虑 0 度,90 度等各自分开集中插件。
2)然后把 PCB 板放在圆盘的夹具上确定 PCB 板面的方向,并用“定位拼”将 PCB 板定好位在
夹具上。
3)打开电脑,进入自动插件机操作系统(确定机器是处于正常状态的)。
4)单击“文件”→“打开”,复制一个插件程序,然后“重命名”、“另存为新文件”,再
“打开”“另存为新文件”的程序,让机器执行这个程序。

深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 27 -
5)启动“归零”。
6)启动“移位”→“单步”,运行到程序第二行时点击操作界面程序编辑区内的“编辑”和
“影校”,此时相机已开启,如果相机捕捉到的点的位置与你确定的插件途径的第一点的位
置不符,那么请按程序编辑区内的箭头键移动工作台直到所设置的点与相机的十字图形同心
为止,最后按“确定”键确定此点的坐标。
7)然后点击程序编辑区内的“↓”,按照确定第一点坐标的方法确定第二点坐标,以此类推
按照事先做好的插件途径确定程序其他点的坐标。
8)确定了程序最后一点的坐标时点击程序编辑区的“退出编辑”,再按工具栏的“文件”→
“保存”,OK。
3、校验程序:
1)让做程序的 PCB 板原位不动。
2)在机器归零后,启动 单步 + 移位,移位到程序的第二行时再点击程序编辑内的“编辑”
和“影校”,看所设置的点与相机十字图形是否同心(标准的插件位是与十字图形要同心),
否则,利用“编辑”修正。
3)然后点击“退出影校”,再点击操作界面伺服使能区的“插件头关”闭 H 轴马达伺服使能,
手握 H 轴调节轮将插件头(插件头上要有已剪脚的待插元件)压下,看一下元件的两脚是否
能对中地插入 PCB 板上的对应的孔内,如果不对中或者不能插入,则需要调相关的“设备参
数”,直到能对中插入为止。
4)在“程序编辑”内点击下箭头,校对各行坐标是否准确,如果不正确就修正。
5)最后点击“退出编辑”,再点击“文件”→“保存”。
一、保养
第五章 保养与调整
1、丝杠、齿轮、轴承、活动轴等保养。
1)丝杠:丝杆(滚珠螺杆)是机器的核心之一,直接影响机器的精度、速度,属精密部件。
必须加强保养。使用滚珠螺杆时,必需要具有足够的润滑,如果润滑不够会发生与金属接触,
导致摩擦与磨耗的增加,造成故障或是寿命缩短等。滚珠螺杆所使用的润滑剂可分为润滑膏
(雪油)与润滑油(壳牌高速润滑油)两种。一般在保养上,润滑膏可以随着回转速度的增
加使动摩擦力矩直线地增加,超过 3-5m/分时则以润滑油方式较佳.但是,也不要忘记利用
润滑膏也出现过达到10m\分的实例.(表一)表示润滑剂之检查与补给间隔之一般指标.补
给时要擦掉附着与螺杆轴的旧润滑膏后再加以补给.
(表一)润滑剂之检视与辅给间隔
深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 28 -
润滑方法
检查间隔
检查项目
补给或更换间隔
自动间隔给油
每一星期
油量污脏等
每次检查时补给,但
视油槽容量做适当补充.
润滑膏
工作初期2~3个月
污脏粉末混入等
通常每半年补给,但
依检查结果适当补充.
油浴
每日开工前
油面管理
视消耗状况适当的处理。
定期(一周)用不含纤维的布擦拭滚珠丝杠,除去积尘,再加注少量雪油。
2)齿轮:定期(一周)适当加一些高级润滑油(脂),建议不要大量加注黄油。
3)轴承:定期(一周)查看各个滚珠轴承内有没有碎屑,有就清除掉,适当加一些高级润滑
油(脂)。
4)活动轴:定期(一周)清洁、保养,适当加一些高级润滑油(脂)以减少活动轴表面的摩
擦。
5)链条:定期(一周)清洁、保养,查看链条内是否有杂质,适当加一些高级润滑油(脂)
以减少链条与轨道的摩擦,减少链条的磨损。
2、气动
一套气动装置,如果不注意维护保养工作,就会过早损坏或频繁发生故障,使装置的使
用寿命大大降低,在对气动装置进行维护保养时,应针对发现的事故苗头,及时采取措施,这
样可减少和防止故障的发生,延长元件和系统的使用寿命。因此,企业应制定气动装置的维护
保养管理规范,加强管理教育,严格管理。
维护保养工作的中心任务是保证供给气动系统清洁干燥的压缩空气,保证气动系统的气密性,
保证油雾润滑元件得到必要的润滑,保证气动元件和系统得到规定的工作条件(如使用压力,
电压等),以保证气动执行机构按预定的要求进行工作。
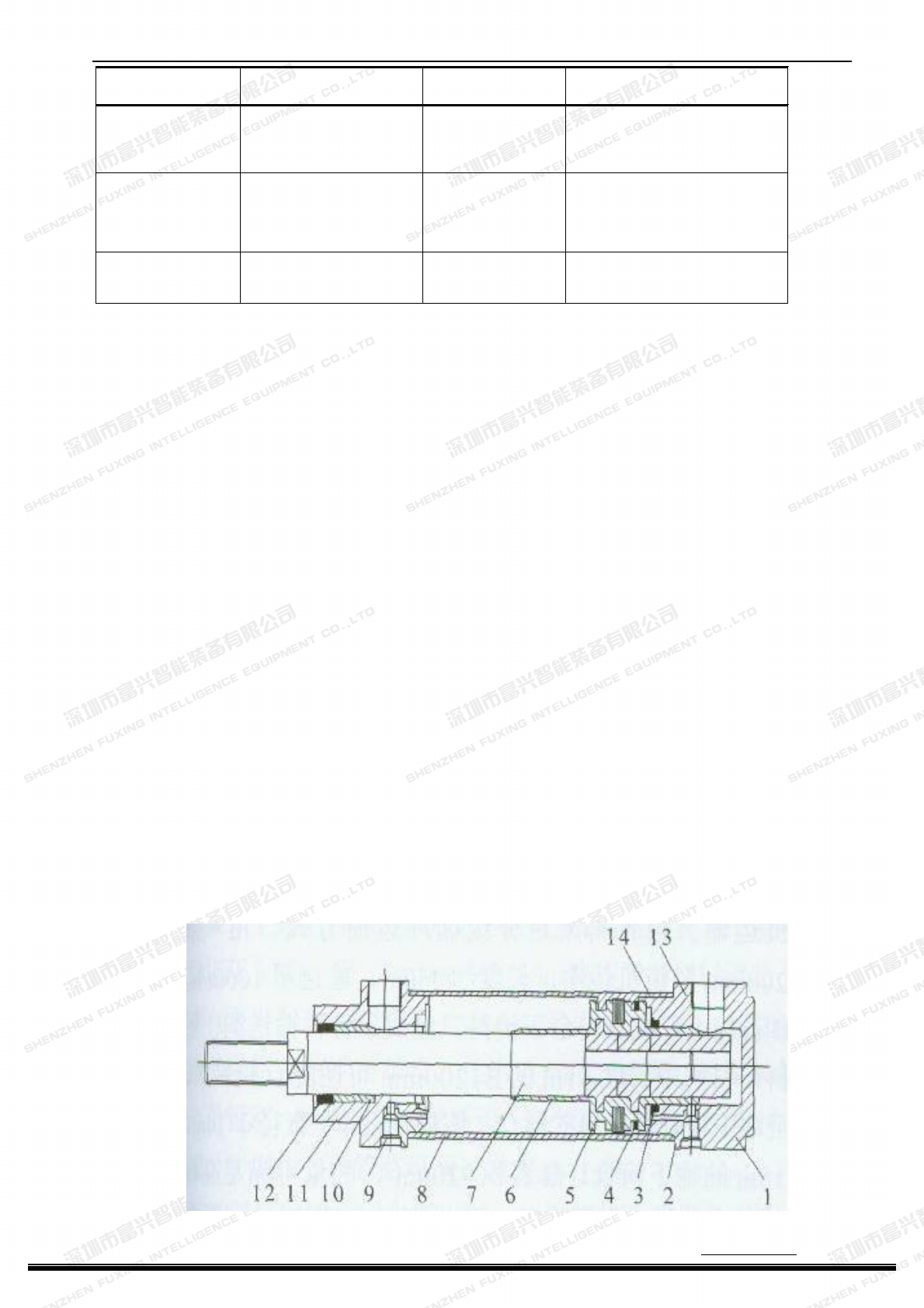
1)
、气缸保养。
气缸的结构原理如下图所示。