YSI_Prog_E - 第72页
2-1 2 Inspection data creation and tuning 1. Before creating inspection programs T his section describes aspects to be aware of before creating inspection progr ams. 1.1 Views and steps "V iews" and "steps…

Chapter 2 Creating inspection programs
Contents
1
1
1.2 Inspection method 2-2
1.2.1 Optical inspection 2-2
1.2.2 X-ray inspection 2-4
5
1.3.1 Inspection with optical camera 2-5
1.3.2 Inspection with X-ray camera 2-8
2. Creating inspection programs 2-9
9
0
2.3 Creating full board images 2-12
5
2.4.1 Basic parameters 2-16
2.4.2 Fiducial mark settings 2-18
2.4.3 Setting fiducial mark CUSTOM lighting 2-22
4
2.5.1 Basic parameters 2-25
2.5.2 Bad mark settings 2-26
9
2.6.1 Saving view images 2-29
2.6.2 Using view images 2-30
2.6.3 Creating all views and shortening inspection time 2-31
2.6.4 Manual view creation procedure 2-32
2.6.5 Multiple view operations 2-34
2.7 Step settings 2-38
2.7.1 Pasting libraries 2-38
2.7.2 Step creation procedure 2-40
2.7.3 Registering libraries 2-44
2.7.4 Deploying libraries 2-46
2.7.5 Checking libraries 2-48
2.7.6 Saving view images 2-49
2.8 Library details 2-50
2-1
2
Inspection data creation and tuning
1. Before creating inspection programs
This section describes aspects to be aware of before creating inspection programs.
1.1 Views and steps
"Views" and "steps" are the essential elements for creating inspection data, and are explained below.
n
View
A "view" refers to a single field-of-view captured by the camera and is used as an inspection range. The camera moves to
the set position to perform inspection, and so view frames should be arranged on the board locations to be inspected so
that all parts are covered. If converting mount data to inspection machine data, by selecting the "Auto Assign View" check
box in the "CVT" dialog box, views are created automatically based on the step positions. Furthermore, views can also be
created by pressing the [Auto] button in the "view" screen. For details on view creation, refer to section 2.6, "View
settings", in this chapter.
TIP
The view size (field-of-view) differs depending on the lens, and cannot be changed in the application settings. The
standard view size is approximately 44.6 (X) x 37.4 (Y) mm (19 μm), however, view sizes of 24.6 (X) x 20.6 (Y) mm (10 μm)
or 12.3 (X) x 10.3 (Y) mm (5 μm) are also available with an option.
View creation example
23201-P6-00
n
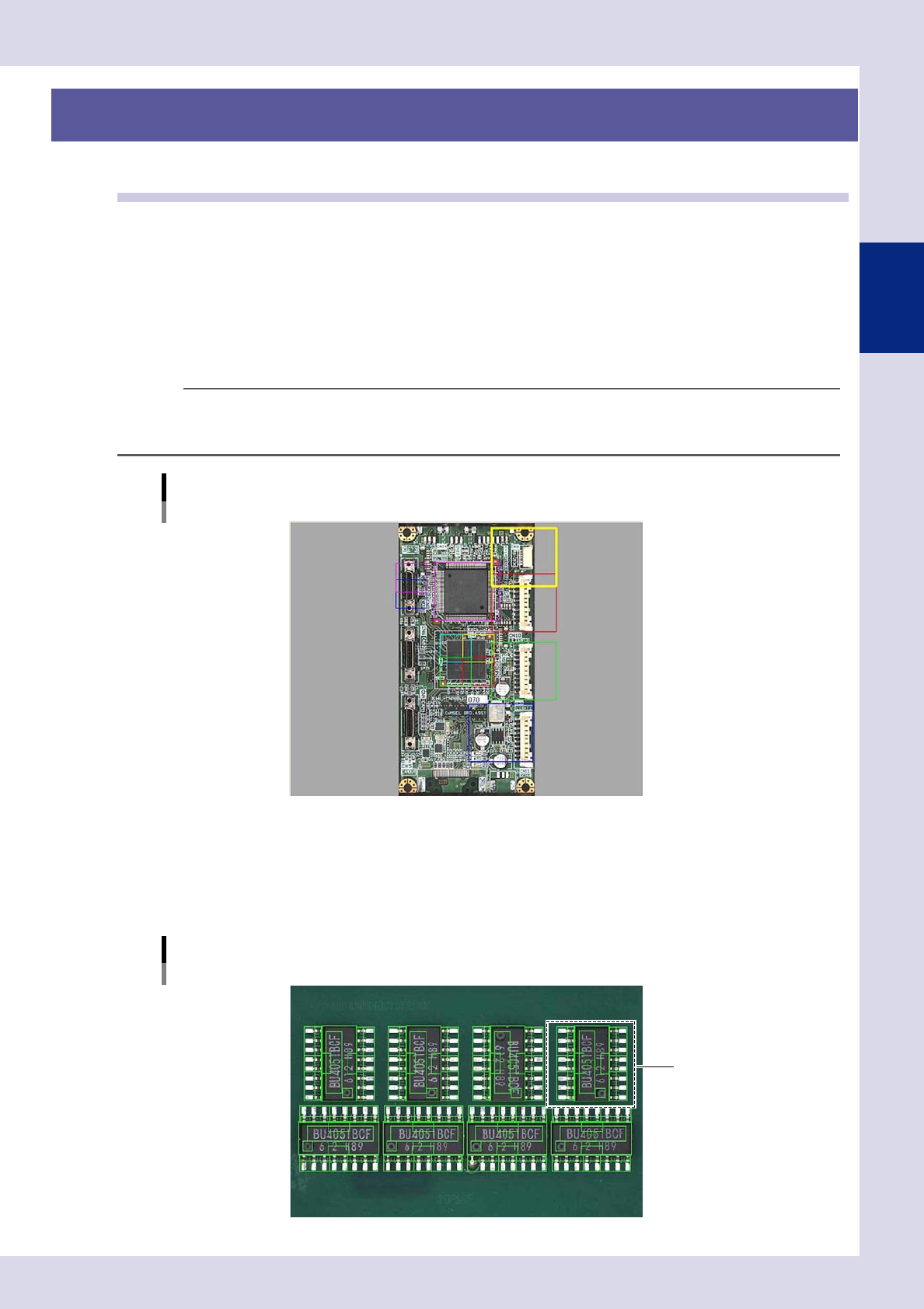
Step
A "step" is the minimum inspection area within a view. Inspection is performed inside the step frame (inspection area),
and so it is necessary to create steps at the location of the object to be inspected, select inspection items, and set
parameters such as detection conditions and judgment conditions. All steps required for inspection must be created for
each parts, and are registered as parts libraries.
Step creation example
Library
23202-P6-00
2-2
2
Inspection data creation and tuning
1.2 Inspection method
This section describes the optical inspection method and X-ray inspection method used by YSi Series inspection
machines.
The models and corresponding inspection methods are shown in the following table.
Model Inspection method
YSi-S Optical inspection + laser unit height measurement *
YSi-12 Optical inspection + laser unit height measurement *
YSi-X Optical inspection + X-ray inspection + laser unit height measurement *
* Laser unit height measurement is optional.
n
NOTE
The inspection head and board movement when performing inspection differ depending on the model.
• YSi-S
The inspection head moves in the left and right directions, and the board moves in the forward and back directions.
• YSi-12
The inspection head moves back, forth, left and right above the board.
• YSi-X
The board moves below the inspection head.
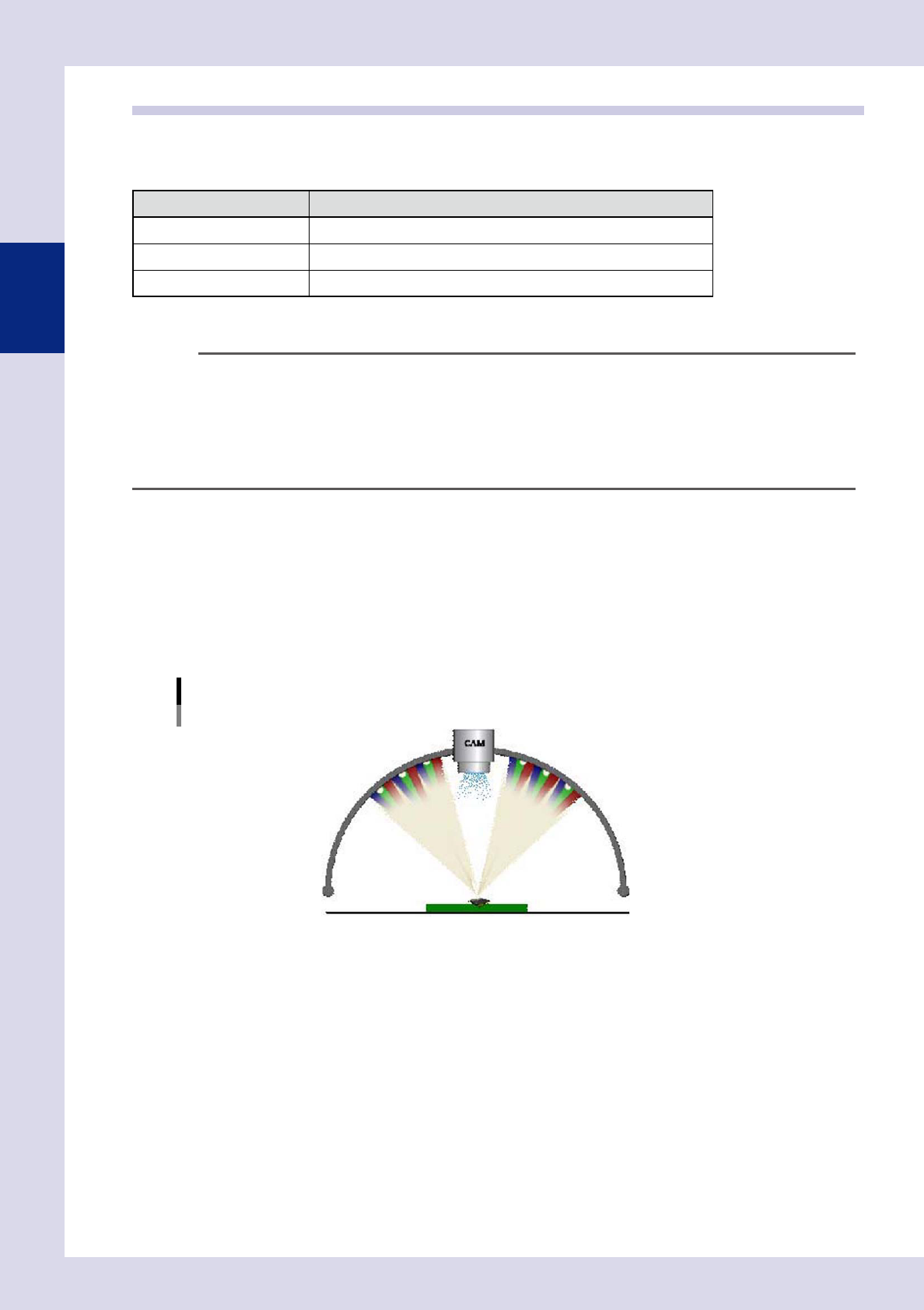
1.2.1 Optical inspection
YSi Series inspection machines employ a 3-stage dome lighting method, and by arranging a digital color
camera for inspection in the center of the dome lighting, images are captured without silhouettes. The upper
stage uses white light LEDs (R, G, B) and infrared rays, the middle stage uses white light LEDs (R, G, B), and the
lower stage uses white light LEDs (R, G, B). The lighting best able to judge the inspection object clearly can be
selected from ten different types. By selecting the optimum lighting for the inspection object and setting
conditions for showing the inspection object in red, an OK or NG result is judged by comparing the surface
area and position shown in red with the judgment conditions.
3-stage dome lighting
U: Upper lighting (IR), H: Upper lighting
M: Middle lighting
L: Lower lighting
23203-P6-00