00194053-01_UM_F5HM_SR408_SE.pdf - 第88页
3 Tekniska data Sköt seli nstr uk tion SI PLA CE F5 HM 3.9 Ytmonteringshuvuden Programversion S R.408.xx Utgåva 03/2006 S E 88 3.9 Ytmo nteringsh uvuden 3.9.1 Ingående komponenter - 12 -segment s-Collect&Place-huvud …
Skötselinstruktion SIPLACE F5 HM 3 Tekniska data
Programversion SR.408.xx Utgåva 03/2006 SE 3.8 Portal
87
3.8.3 Tekniska data för X-axeln
3.8.4 Ingående komponenter - Y-axel
Y-axeln består i princip av följande huvudenheter: 3
– Trefas servomotor för Y-axel
– Y-tandrem
– Styrning för Y-axel
– Y-axelmätningssystem
3
Varje Y-axel drivs av en trefasservomotor. En anticrashkoppling begränsar körvägarna för porta-
len sinsemellan. 3
3.8.5 Tekniska data för Y-axeln
Drivning Trefasservomotor/tandrem
Max hastighet 2,5 m/s
Slag 620 mm
Vägmätsystem Linjär metallskala
Skalans längd 646 mm
Upplösning 1,0 µm
Drivning Trefasservomotor/tandrem
Max hastighet 2,5 m/s
Portalernas slag 910 mm
Vägmätsystem Linjär metallskala
Skalans längd 970 mm
Upplösning 1,0 µm
3 Tekniska data Skötselinstruktion SIPLACE F5 HM
3.9 Ytmonteringshuvuden Programversion SR.408.xx Utgåva 03/2006 SE
88
3.9 Ytmonteringshuvuden
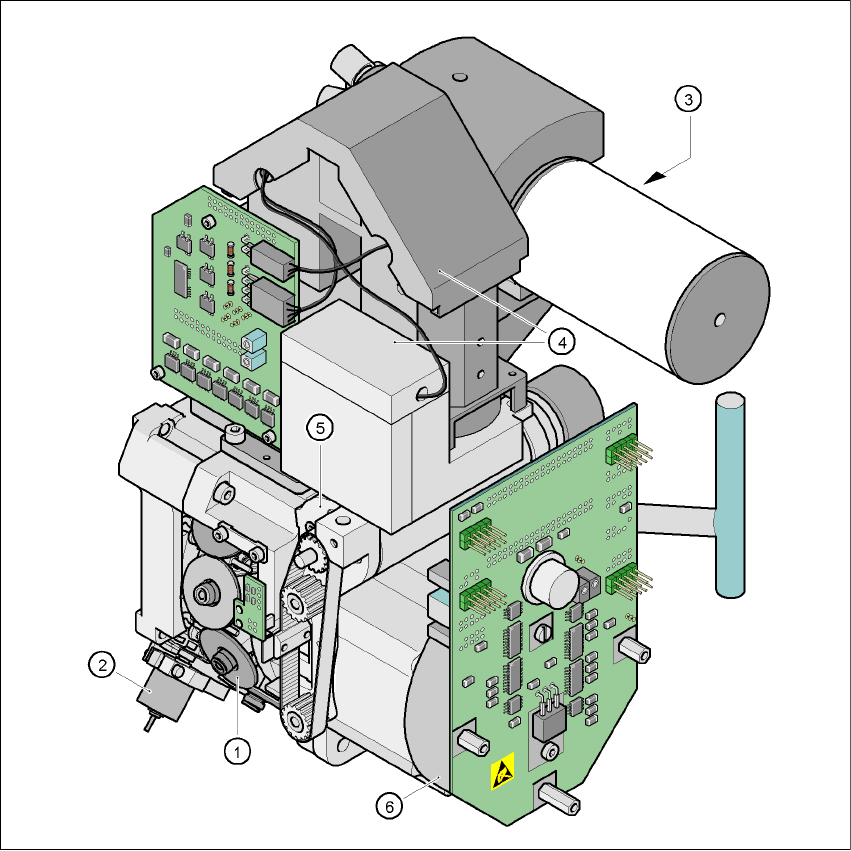
3.9.1 Ingående komponenter - 12-segments-Collect&Place-huvud
3
Bild 3.9 - 1 Ingående komponenter - 12-segments revolverhuvud
Alla komponenter placeras med samma cykeltid. Innan komponenten placeras mäts den optro-
niskt av det optiska avkänningssystemet. 3
(1) Stjärna med 12 dubbrör (2) Motor för ventilinställning "kassation"
(3) Vridstation (4) Optisk komponentavkänningsenhet
(5) Z-axeldrivning (6) Stjärnmotor
Skötselinstruktion SIPLACE F5 HM 3 Tekniska data
Programversion SR.408.xx Utgåva 03/2006 SE 3.9 Ytmonteringshuvuden
89
– Komponentkameran gör en bild av aktuell komponent.
– Dessutom bestäms exakt läge för komponenten.
– Kapslingsformen för aktuell komponent jämförs med inprogrammerad kapslingsform för att
identifiera komponenten. Komponenter som inte kan identifieras gallras.
– I vridstationen vrids komponenten till erforderligt bearbetningsläge.
3.9.2 Beskrivning av 12-segment-Collect&Place-huvudet
– 12-segments-Collect&Place-huvudet arbetar enligt principen hämtning/ytmontering
(Collect&Place), d v s komponenterna plockas upp med hjälp av vakuum i munstyckena och
efter att plockningscykeln är klar placeras de försiktigt och i exakt läge på kretskortet med hjälp
av luftutblåsning. Vakuumtrycket i munstyckena kontrolleras även flera gånger för att fastställa
om komponenterna plockas resp placeras korrekt.
– "Inlärningsläget" för sensorstoppet för Z-axeln kompenserar för ojämnheter i kretskorten vid
ytmontering av komponenter.
– Defekta komponenter gallras och plockas upp igen i en reparationsprocess.
3.9.3 Tekniska data 12-segments Collect&Place-huvud
3
Komponentspektrum 0201
a)
till 18,7x 18,7mm² inkl BGA, µBGA, Flip-
Chip, TSOP, QFP, PLCC, SO till SO32, DRAM
Max höjd 6 mm
Min delning, ben 0,5 mm
Min delning, bump 0,35 mm
Min kul-/bump-diameter 0,2 mm
Min dimensioner 0,6 x 0,3 mm²
Max dimensioner 18,7 x 18,7 mm²
Max vikt 2 g
Ytmonteringskapacitet 11.000 komponenter/h
Programmerbar ytmonteringskraft 2,4 till 5,0 N
Munstyckstyper 9xx
Vinkelnoggrannhet ± 0,525° / 3σ, ± 0,70° / 4σ, ± 1,05° / 6σ
Ytmonteringsnoggrannhet ± 67,5 µm / 3σ, ± 90 µm / 4σ, ± 135 µm / 6σ
a) Med speciellt 0201-set