KE-1070_80_Operation_Manual2_Rev01_C2.pdf - 第279页
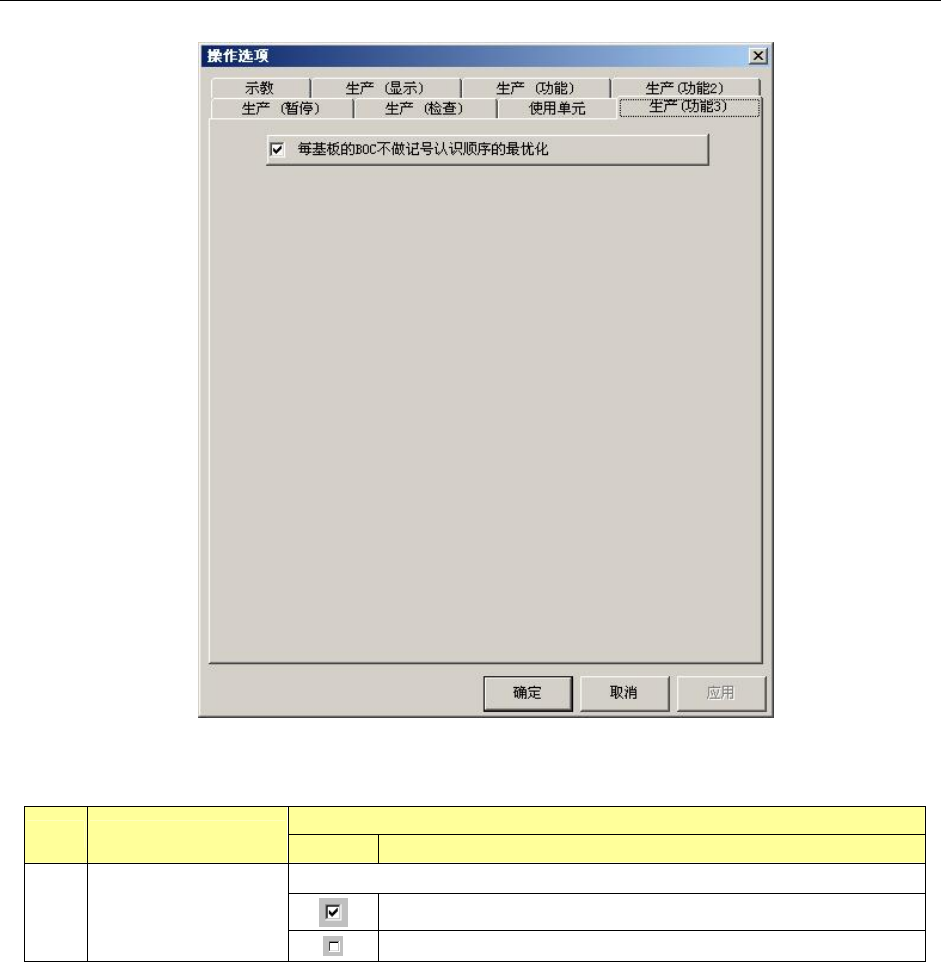
操作手册Ⅱ 4-39 4-2-2-8 产的功能 3 选项的设置 设置生产时的操作。 图 4-2-8 生产功能 3 选项 内容 No. 项目 状态 动作及详细内容 生产时,变更识别 BOC 标记的顺序。 不进行每个基板的 BOC 标记识别顺序优化 1 每基板的 BOC 不做记 号认识顺序的最优化 进行每个基板的 BOC 标记识别顺序优化
操作手册Ⅱ
4-38
设置执行不间断运行功能。
6
不间断运行
不间断运行功能为有效。
· 程序编集中,如果前后对称地设置送料器,则可执
行不间断运行。
不间断运行功能为有效时,可设置交替功能。
设置不间断运行时执行交替生产模式功能。
7 交替
交替生产模式有效。
设置执行 MTC 不间断运行功能。
(本项功能仅在机器设置时把使用单元 MTC 选择“TR6D”时有效。)
8
不间断运行(MTC)
不间断运行功能有效。
不间断运行(MTC)功能有效时,可设置交替(MTC)功能。
设置执行 MTC 不间断运行时交替生产模式功能。
9
交替(MTC)
MTC 交替生产模式有效。
设置执行 MTS 不间断运行功能。
(本项功能仅在机器设置时把使用单元中 MTS 选择“TR5D”时有效。)
10 不间断运行(MTS)
不间断运行功能有效。
不间断运行 (MTS) 功能为有效时,可以设置。
设置执行 MTS 不间断运行时的备用生产模式功能。
11 交替(MTS)
MTS 交替生产模式有效。
设置执行 DTS 不间断运行功能。
(仅机器设置的使用单元中 DTS 设置为“使用”时本项目有效。)
12 不间断运行(DTS)
不间断运行功能有效。
●自动补充 DTS 元件数
※用不间断模式进行生产时,按下<SUPPLY>键进
行元件补充,再次按下<SUPPLY>键解除元件补
充模式时,使元件补充侧的层元件数为自动补
满状态。
13
执行 MTC 元件检查
设置 MTC 元件吸取时的元件检查。(“a”为默认值)
a.不进行: 不进行元件检查。
b.文件读取: 生产程序文件变更时,进行元件检查。
c.元件补充: 按下 MTC 的<SUPPLY>键,元件补充结束时,
进行元件检查。
· 选择“文件读取”或“元件补充”,吸取已补满的 MTC 托盘
的元件时,由 MTC 内的 HMS 检查托盘上是否有元件,并从有
元件的位置开始吸取。
· 如选择“不进行”时,则补满后,必定从托盘的元件前沿位
置开始吸取。
· 本项目仅在机器设置的使用单元中 MTC 选择为“TR6D”时
有效。
操作手册Ⅱ
4-39
4-2-2-8 产的功能 3 选项的设置
设置生产时的操作。
图 4-2-8 生产功能 3 选项
内容
No. 项目
状态 动作及详细内容
生产时,变更识别 BOC 标记的顺序。
不进行每个基板的 BOC 标记识别顺序优化
1
每基板的 BOC 不做记
号认识顺序的最优化
进行每个基板的 BOC 标记识别顺序优化
操作手册Ⅱ
4-40
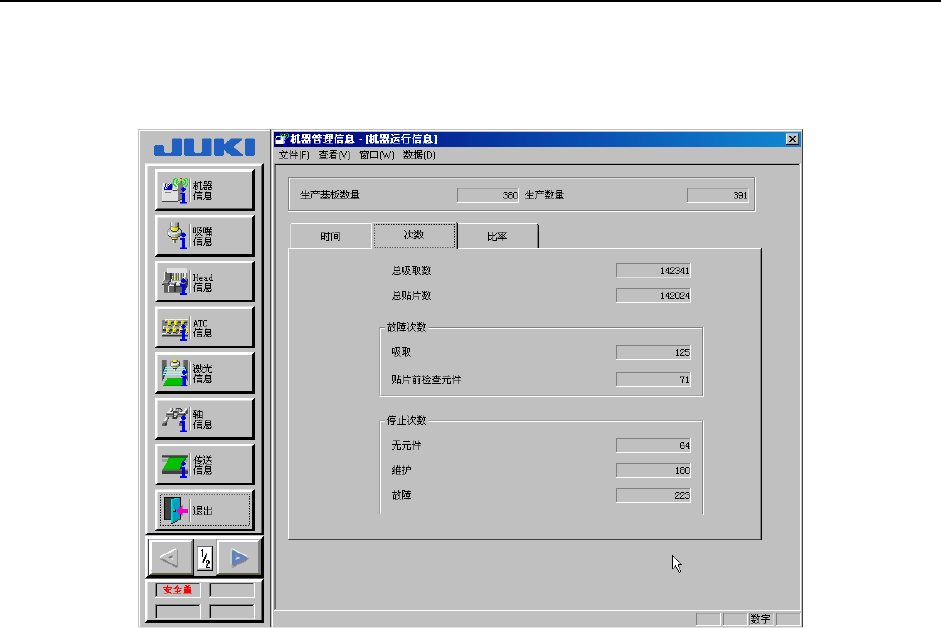
4-3 设备运行信息
显示机器的运行时间(基板生产时间累计等)、吸嘴拆装次数等设备固有的运行信息。
点击主画面菜单栏上的“维护”/“机器管理信息”后,可选择如下的运行信息。
详细说明,请参见附件CD。
图 4-3-1
选择菜单栏上的[窗口]后,可浏览“设备运行信息”、“吸嘴运行信息”。
选择菜单栏上的[窗口]后,可进行吸嘴的交换次数、警告级别、错误级别等设置。
● 设置每个吸嘴的交换次数:可变更交换次数。
在重新设置(变更)吸嘴配置时,使用本项设置。
● 设置警告级别:达到在此设置的次数时,设备运行信息画面的相应项目显示黄色。
● 设置错误级别:达到在此设置的次数时,设备运行信息画面的相应项目显示红色。