KE-1070_80_Operation_Manual2_Rev01_C2.pdf - 第316页
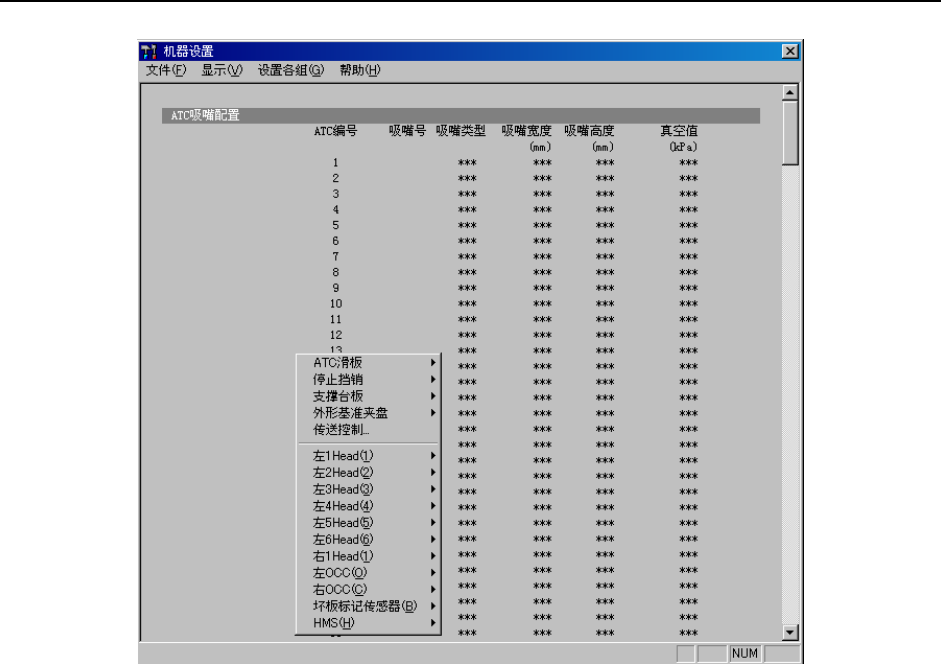
操作手册Ⅱ 4-76 4-4-5 机器设置 在机器设置的输入中需要驱动机器时,请点击鼠标的“右”键或按“F9”键,启动弹出菜单。 图 4-4-31 机器设置的弹出菜单 用鼠标选择并点击、或用光标键选择按“ENTER”键,可以驱动机器。
操作手册Ⅱ
4-75
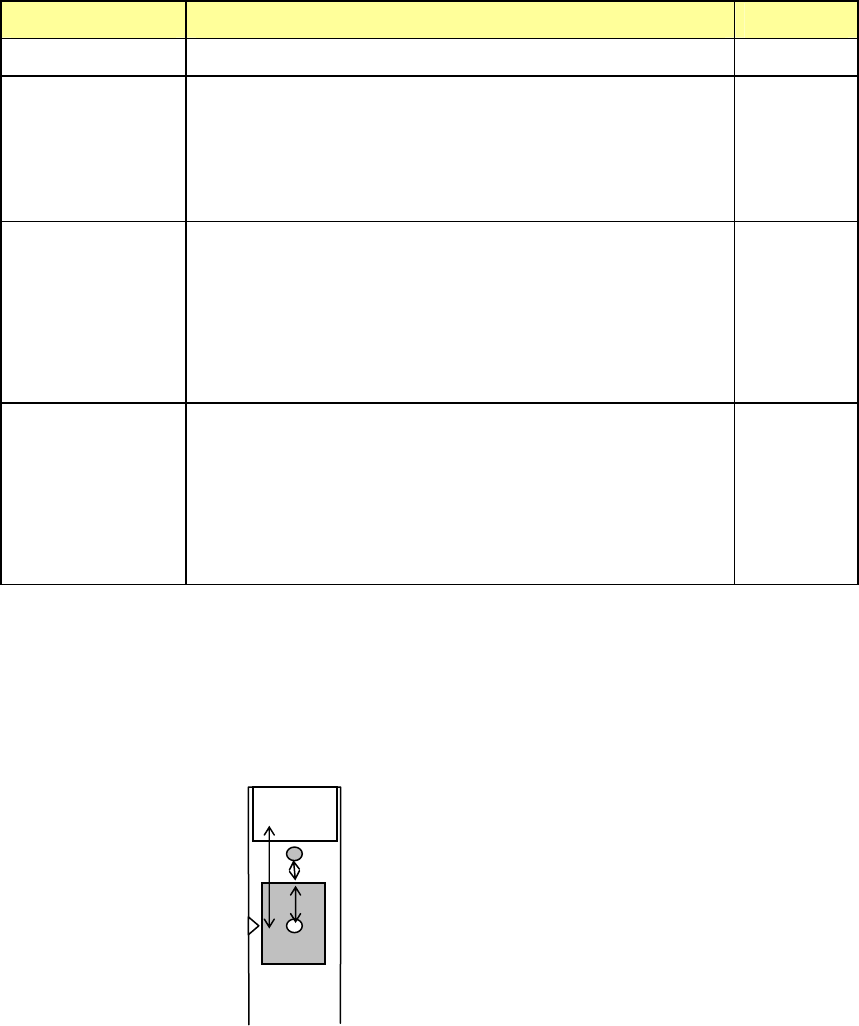
● 管状转换器的设置
这是利用 HMS 补正管状转换器的吸附位置的功能。设置项目如下所示。
项目 详细内容 输入范围
使用 设置是否通过 HMS 校正吸取位置功能。 ON/OFF
检查位置偏差 设置用 HMS 检查吸附位置偏差的开始位置。
输入从元件端面至开始检查位置的偏差。
元件吸附位置偏差小时,不进行吸附位置的校正,只缩小运
行节拍的降低幅度。默认值为 1.00 mm。
-5 ~ 5 mm
检查元件
最小尺寸
设置进行吸附位置偏差检查的元件最小 Y 尺寸 (吸附数据
基准的 Y 方向的尺寸)。
此设置仅限于对容易产生问题的大型元件进行检查,可以
起到抑制运行节拍降低的效果。
默认值为 14.85 mm。
0 ~ 50 mm
检查范围 设置用 HMS 检查元件端面的范围。
输入从吸取位置到管转换器挡块的距离。
在这个范围内,检查不出元件端面时,作为元件用完处理。
但是,不累加到元件用完次数里。
默认值为 20.00 mm。
5 ~ 50 mm
在[检查位置偏差]、[检查元件最小尺寸]中设置的值,作为与生产程序无关的固定的值使用。
默认值为,用 SOP、SOJ 管转换器上、以 16.51 mm 作为 X 方向最大尺寸计算出的值。
各设置值的关系请参见下图。
検査位置オフセット
| Y /2|
操作手册Ⅱ
4-76
4-4-5 机器设置
在机器设置的输入中需要驱动机器时,请点击鼠标的“右”键或按“F9”键,启动弹出菜单。
图 4-4-31 机器设置的弹出菜单
用鼠标选择并点击、或用光标键选择按“ENTER”键,可以驱动机器。
操作手册Ⅱ
4-77
4-5 手动控制
4-5-1 概要
手动控制是指为了确认各部位的动作或传感器ON/OFF(开、关)的项目。
主要使用的功能有;基板的准备(请参见“2-7-1章 基板的设置”)、贴片头的移动、激光的
确认等。另外,还可检查LED看是否发生了故障(使其点亮、熄灭)。
手动控制的详细情况请参见《使用说明书CD》的“第9章 手动控制”。
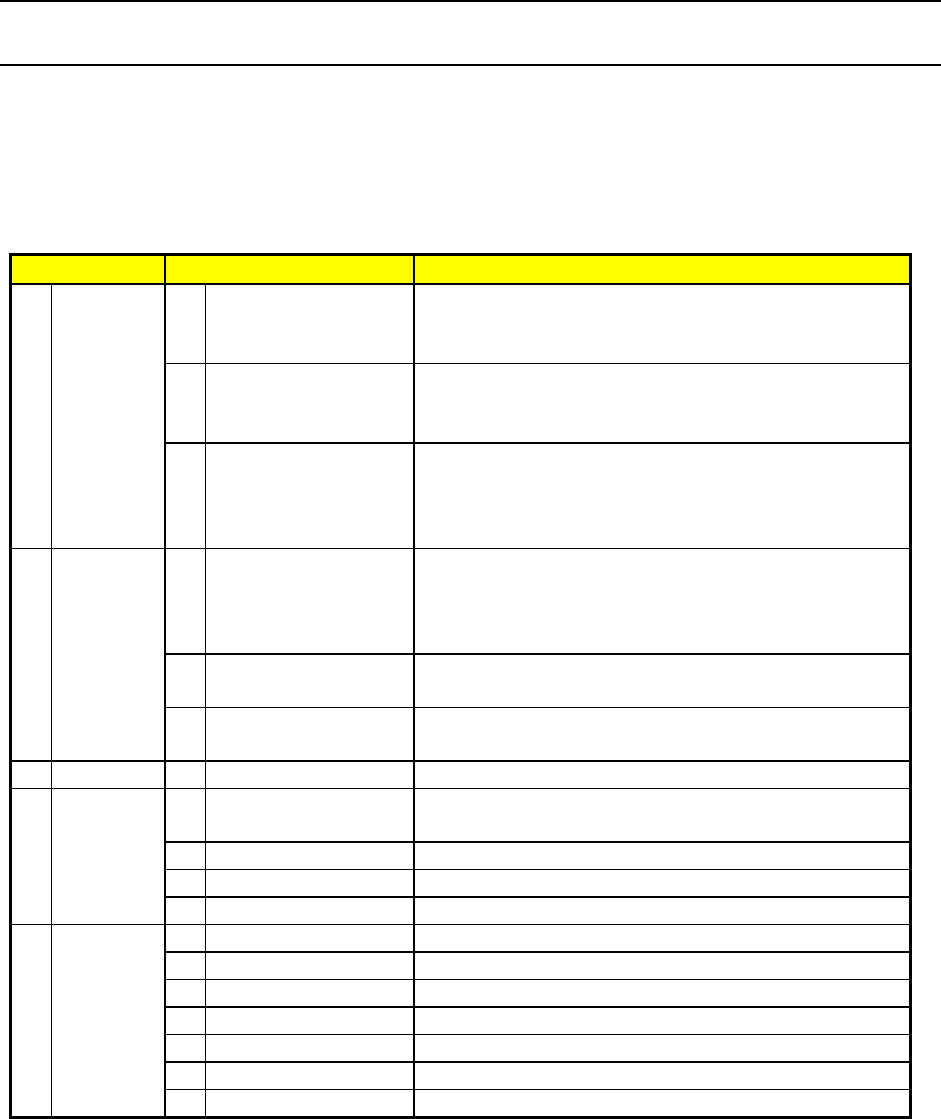
表 4-3 手动控制项目
主菜单 子菜单 内容
1 Head 控制 以各贴片头为基准的 XY 轴移动控制、坐标显示。
各贴片头的 Z、θ轴移动控制、坐标显示
各贴片头的真空控制、喷吹控制、压力值显示
2 控制 Head 设备 以各贴片头装置(OCC、坏板标记传感器、HMS)为基准的
XY 轴移动控制、坐标显示
各贴片头装置的控制、传感器状态显示
1 Head(贴片
头)
3 激光/传感器控制 各贴片头的真空控制、真空 ON/OFF(开/关)显示
各贴片头的 Z 轴移动控制、坐标显示
元件形状切换、测量、结果显示、图像显示
边界检查、边界检查显示
1 传送个别控制 挡块控制、外形基准气缸控制、支撑台控制、准备搬出
控制(Ready out)、基板可搬出控制(Board available
out)、传送马达控制、各种传送用传感器及信号的状态
显示
2 传送自动控制 传送动作自动控制、各种传送用传感器、信号的状态显
示
2 基板传送
3
自动调整基板宽度控制
自动调整基板宽度动作控制、基板传送宽度显示
各传送用传感器的状态显示
3 图像 1 VCS 控制 照明控制、状态显示、照明设备气缸控制
1 MTC 控制 滑梭控制、托盘控制、吸引控制、状态显示、
传送宽度调整动作控制、传送宽度显示
2 送料针控制 送料器送料针控制、送料器位置指示器控制
3 DTS 控制 托盘控制、状态显示
4 送料装置
4 MTS 控制 托盘控制、状态显示
1 ATC 控制 ATC 滑板控制、传感器状态显示、吸嘴吸取控制
2 信号灯控制 信号灯控制、蜂鸣器控制、状态显示
3 元件验证 探针控制、元件测量、状态显示
4 SOT 方向检查台 真空控制、状态显示
5 校准台控制 LED 控制、真空控制、状态显示
6 其他传感器 IC 元件废弃传送带停止传感器等的状态显示
5 其他
7 驱动器状况 X、Y、Z、θ轴驱动器的状态显示