Specification_SIPLACE_S23HM_eng.pdf - 第23页
22 Description Various fac tors contribute to the placement precision of the SIPLAC E S-23 HM system, for ex - ample the PCB which is station ary during the placement process. Components previously placed are not affecte…
21
Description
The component vision module in-
tegrated into the placement head
significantly contributes to place-
ment precision and reliability. It
dependably recognizes all package
forms (= geometric dimensions of
the component) which are illumi-
nated at various angles from three
planes in the case of the 12-nozzle
revolver head. For optimal illumina-
tion of each component, the
brightness of the lighting of the
planes can be adjusted individually
in 256 increments.
Aside from the dimension of the
SMD module, the vision system
determines the number of leads
and their pitch (lateral IC lead bend)
as well as the offset of the place-
ment angle and the X-/Y-axis. Un-
suitable components are rejected
and automatically added later in a
repair cycle. Offsets in placement
angle and X-/Y-axis are corrected at
the turning station of the revolver
head or via the gantry axes. From
the positions of a number of com-
ponents in one track a relevant
offset in the pick-up position on
the X-/Y-axis is calculated. This off-
set is taken into account during
subsequent component pick-up
steps due to the self-learning prin-
ciple.
Prior to placement, the required
geometric dimensions of a com-
ponent type are entered into the
GF editor, creating a synthetic
model of the SMD chip. This task
is facilitated by the extensive on-
line information and help system.
The central SIPLACE vision sys-
tem, to which the other vision
modules are also connected, sub-
sequently analyzes the gray-scale
value of the component vision
module. Algorithms suitable for
the specific package form are used
for this purpose. Due to the com-
bination of algorithms, the vision
system also functions reliably un-
der the most difficult conditions,
e.g., in case of different reflection
behavior on the part of the leads or
interference from outside.
Vision Sensor Technology:
Algorithms to Determine the X-/Y-Position and the
Placement Angle
Algorithm Component Analysis based on
Size Driven Chip the component contour (pro-
file/gradient)
Row Driven IC Several component leads (correla-
tion method)
Corner Driven IC all component leads
(correlation method)
Lead Driven Complex IC Each component lead (High-
Accuracy-Lead-Extraction method)
Grid/Ball
BGA, µBGA,
Flip Chip
all defined balls
(gradients/ball centering)
22
Description
Various factors contribute to the
placement precision of the
SIPLACE S-23 HM system, for ex-
ample the PCB which is stationary
during the placement process.
Components previously placed are
not affected by any forces of ac-
celeration, therefore their position
remains stable. The PCB is moved
in and out at a coordinated speed
which is automatically reduced just
before reaching the target position.
A further guarantee of long-term
high placement precision is the
position recognition feature of the
gantry and placement axes by op-
tical scanning of increment encod-
ers. Revolving star and segments
of the revolver head are positioned
by means of high-resolution glass
incremental panels. The X- and Y-
axes are positioned with the aid of
metal scales on each gantry axis.
In order to ascertain the placement
precision on SIPLACE machines,
high-precision glass components
with applicated structures are
placed on a dimensionally accurate
glass mapping calibration board.
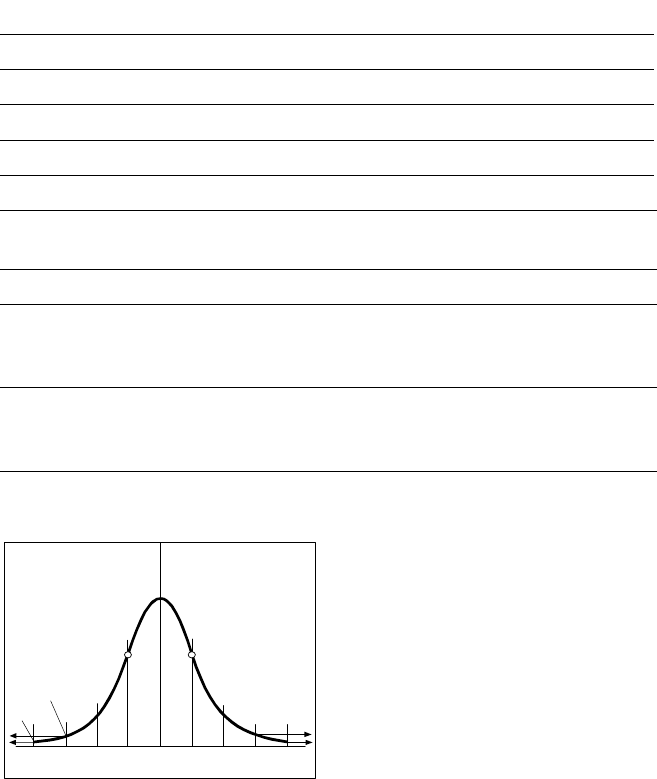
The results are analyzed statisti-
cally and represented as a Gaus-
sian standard distribution. In the
case of the 12-nozzle revolver
head the placement precision is
± 90 µm at a statistical reliability of
4 sigma. In other words, out of one
million placed components 60 may
be outside the specified tolerance
(- 60 dpm). If the accuracy value
± 90 µm is divided by the sigma
value 4, the result is the standard
deviation S of 1 sigma =
± 22.5 µm.
A machine capability analysis is
conducted for each machine ac-
ceptance test.
Machine Criteria:
Placement Accuracy
2700 dpm
60 dpm
Standard Deviation - dpm
P Point of Inflection
Technical Data Gantry
Drive AC servomotors
Position measuring system (X/Y) Linear scales
Resolution of X-/Y-axis
2.5 µm
Speed of X-axis max. 2.5 m/s
Speed of Y-axis max. 2.5 m/s
Accuracy
X-/Y- and D-axis offset in optical component and PCB centering
Angle accuracy ± 0.525° / 3 σ
± 0.70° / 4 σ
± 1.05° / 6 σ
Placement accuracy
± 67.5 µm/ 3 σ
± 90 µm/ 4 σ
± 135 µm/ 6 σ
-4
σ
-3
σ
-2
σσ
x
σ
2
σ
3
σ
4
σ
23
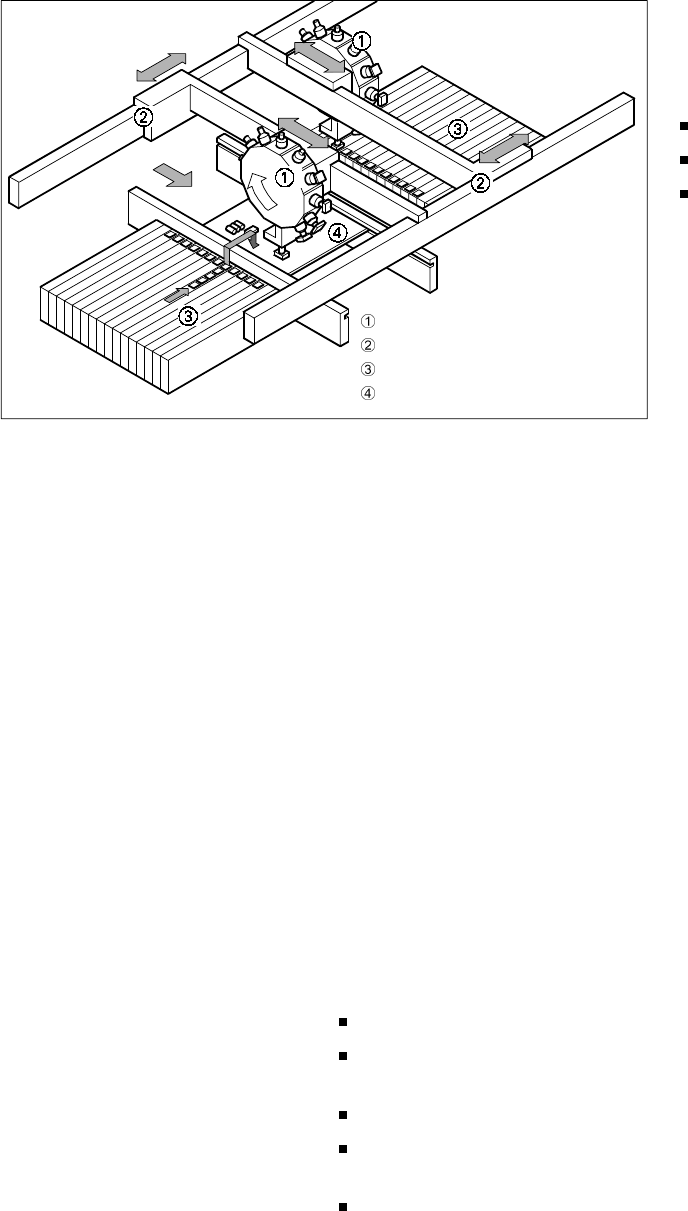
12-Nozzle Revolver Head
X-/Y- Portal System
Fixed Component Supply
Fixed PCB
Description
P
PP
Pl
ll
lac
acac
ace
ee
em
mm
men
enen
ent
t t
t R
RR
Re
ee
eli
lili
lia
aa
ab
bb
bili
iliili
ilit
tt
ty
yy
y
Aside from correct positioning,
placement reliability also signifies
gentle handling of the components
so that they can also be soldered
well later. This minimizes or elimi-
nates rework.
This is guaranteed on the SIPLACE
S-23 HM, for example, by a num-
ber of check functions such as the
vacuum checks and the compo-
nent vision test during the revolver
head cycle. Unsuitable compo-
nents are rejected, placed on a re-
pair list and automatically added
during a repair cycle. An offset in
the position of the PCB relative to
the conveyor system (PCB vision
module) and an X-, Y- or rotational
offset of the component relative to
the midpoint of the nozzle (com-
ponent vision module) result in
immediate correction and thus
placement precision.
Thanks to the stationary PCB the
components remain in their exact
placement position. The stationary
component table protect, for ex-
ample, the components in Bulk
Cases from damage such as may
occur due to vibrations which are
unavoidable with other placement
concepts. Optional add-on prod-
ucts provide further reliability. The
component bar code scanner de-
pendably recognizes components
which were set up incorrectly. The
correct placement program is
automatically sent to the station by
using the PCB bar code
P
PP
Pi
ii
ic
cc
ck
kk
k-
--
-u
uu
up
p p
p e
ee
err
rrrr
rro
oo
or
rr
rs
ss
s
All errors which occur between the
time the component is picked up
and the time it is placed on the
PCB are pick-up errors. They in-
clude:
No component in the tape
Component cannot be removed
from the tape.
Vacuum error
Vision error due to faulty com-
ponent
Vision error due to unrecognized
component
P
PP
Pl
ll
la
aa
ac
cc
ce
ee
em
mm
me
ee
en
nn
nt
t t
t e
ee
err
rrrr
rro
oo
or
rr
rs
ss
s
Errors which occur after the com-
ponent has been placed on the
PCB. They include:
Rotation error
Too many components on PCB
X/Y-offset
P
PP
Pl
ll
la
aa
ac
cc
ce
ee
em
mm
me
ee
en
nn
nt
t t
t S
SS
Sp
pp
pee
eeee
eed
dd
d
SIPLACE S-23 HM achieves a
maximum placement speed of
23,000 components per hour (cph).
This benchmark rate can be veri-
fied with a demonstration PCB at
Siemens.
The SIPLACE concept is based on
a horizontal axis of rotation of the
12-nozzle revolver head, the sta-
tionary component table and the
PCB which is motionless during
placement. This principle permits
a revolving start cycle time of
140 ms regardless of the compo-
nent. For this reason, the bench-
mark rate is already close to the
placement speed in actual practice.
Nevertheless, various factors exert
a certain influence, e.g. the PCB
size, the number of components
per PCB and their layout. The
SIPLACE concept also has a posi-
tive effect here, too, because, un-
like other concepts, it permits a
further optimization of positioning
and sequence.
The placement speed in actual
practice can be predicted on the
basis of a computation program.
Machine Criteria:
Placement Reliability and Placement Speed
Placement Principle SIPLACE S-23 HM