SI-F130AI_1st_CS.pdf.pdf - 第227页
操作篇 6. 资料编集 SI-F130AI 6-19 (4) 管装 mm mm (5) 盘式 ( 只限 SI-F20 9) XY : mm XY : mm XY : : 1 …
操作篇
6. 资料编集
6-18
SI-F130AI
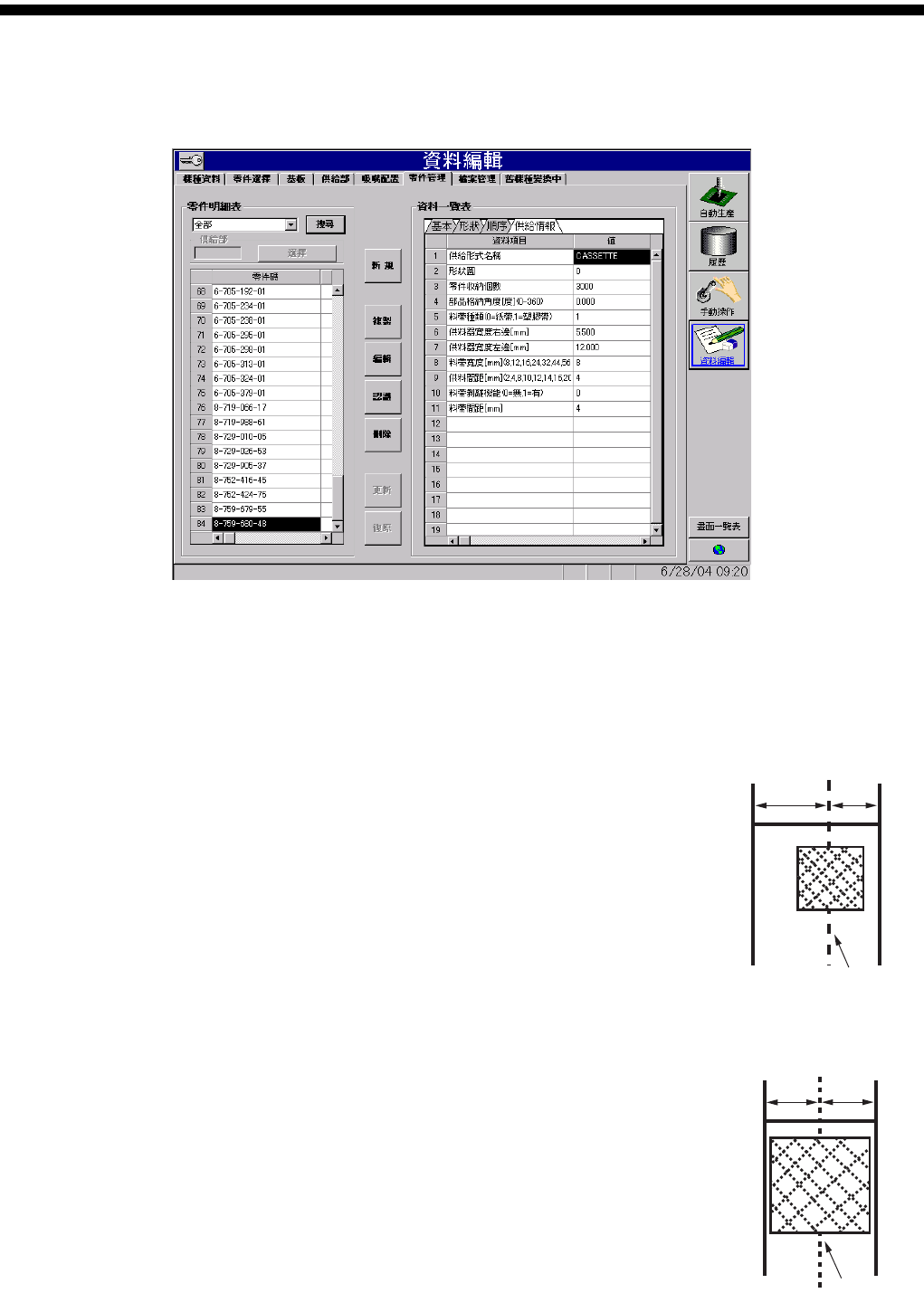
6.1.4 关于供给形态资料
SI-F130AI
图
6.1.4
資料編輯-零件管理
(
资料编辑-零件管理
)
画面
(1) 供给形态
1
0~359
(2) 料带
0 1
mm
mm
8,12,16,24,32,44,56 mm
44 56 mm
2,4,8,12,14,16,20,24,28,
32,36mm
0 1
mm
(3)
散装
mm
mm
1~8
3 1005C 5 1608C 7 2012C
供料器宽度
( 左 )(右 )
零件的中心线
由供料器上方看到的图
( 料带·散装的情形 )
供料器宽度
( 左 )(右 )
零件的中心线
由供料器上方看到的图
( 管装的情形 )
操作篇
6. 资料编集
SI-F130AI
6-19
(4) 管装
mm
mm
(5) 盘式 ( 只限 SI-F209)
XY : mm
XY : mm
XY :
: 1 100%
: (0) (1) ( )
: mm
关于供给型态为盘式的零件,盘式为在盘子上无安装供给信息时,表示出错误信息,无法执行储
存资料。当再表示错误信息时,需要修正间距、零件个数、取出方向等,请再度存储资料。
C/V
盘式 2 盘式 1
盘式 2 供给位置
盘式
1 供给位置
指定位置
( 右下 )
固定照相机
M/C 前侧
[ 取出方向标帜的使用方法 ]
盘式 2( 正视左侧 ) 的零件指定
位置设定在☆的左下时,取出方
向标帜请使用
1。
使用
0,会与固定相机发生冲突。
根据盘式零件的指定位置。
取出方向标帜,分开使用
0、1。
取出方向
0
取出方向 1
M/C
出货时零件管理的供给部
信息以
12 取出方向是缺省值 0
☆☆
注意 :
操作篇
6. 资料编集
6-20
SI-F130AI
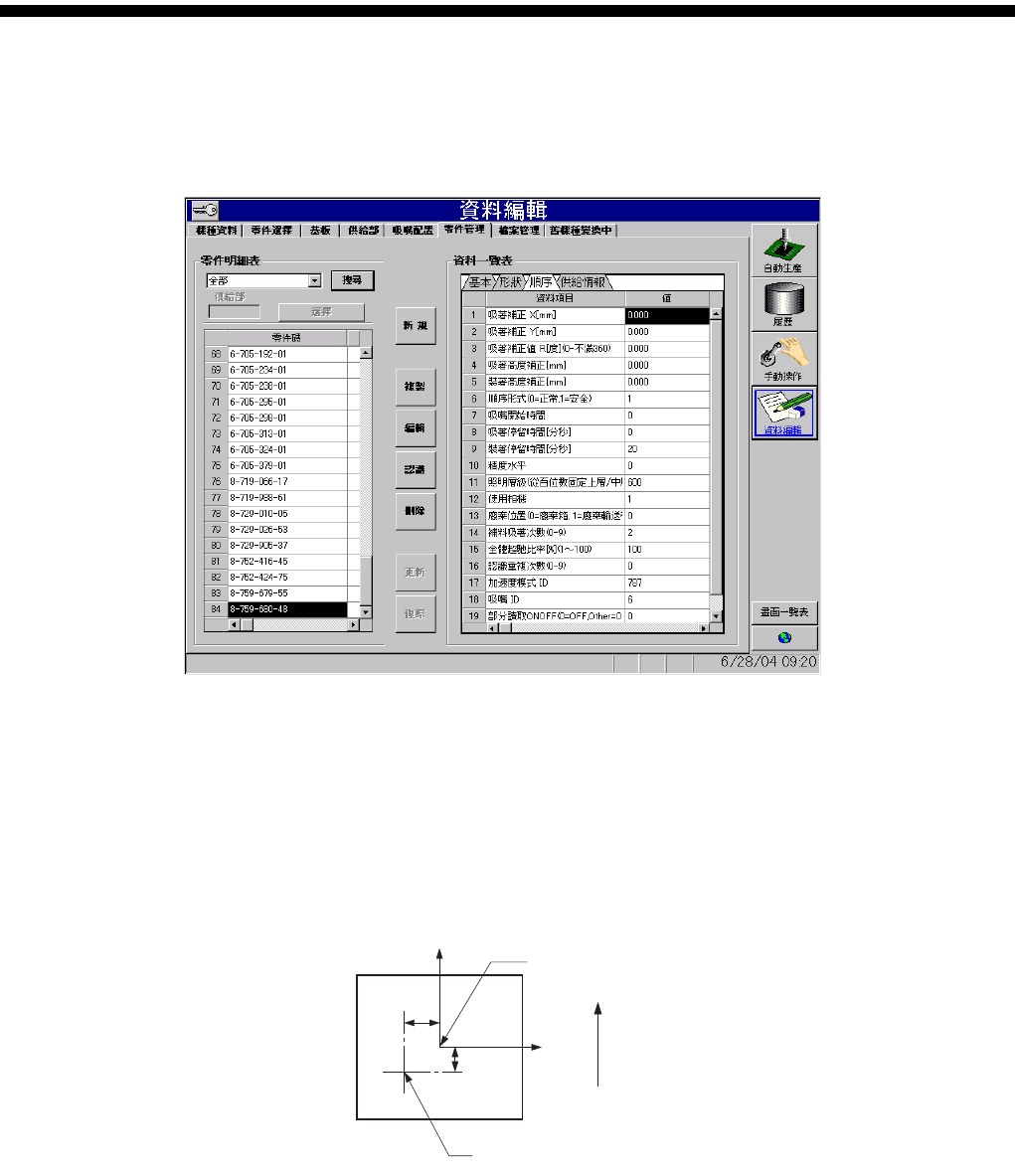
6.1.5 关于装着动作资料
装着动作资料为吸嘴由零件供料器中吸取零件并装着在基板上时,必需编辑的资料。
此装着动作资料仅关系到
SI-F130AI 的资料,对于 SI-F209 即使相同零件也有不同的装着动作资
料。
(1) 吸着补正值 X Y R
欲吸着的位置为零件中心以外时,由零件中心偏移吸着位置的补正量
XY 单位:mm X 为右方向 + 、左方向- 。 Y 为上方向 + 、下方向-
R 单位 : ( 度 ) 零件由上看,顺时针旋转为正方向
(2) 吸着高度补正值:吸着位置的高度方向的补正值。单位:mm,住上方向为正方向
(3) 装着高度补正值:装着位置的高度方向的补正值。单位:mm,住上方向为正方向
补正值 X
补正值 Y
Y
X
吸着位置
零件中心
零件供给方向
。
图
6.1.5
資料編輯-零件管理
(
资料编辑-零件管理
)
画面