SI-F130AI_1st_CS.pdf.pdf - 第229页
操作篇 6. 资料编集 SI-F130AI 6-21 (4) 顺序形 式: 0 1 (5) 吸着开 始时机: �…
操作篇
6. 资料编集
6-20
SI-F130AI
6.1.5 关于装着动作资料
装着动作资料为吸嘴由零件供料器中吸取零件并装着在基板上时,必需编辑的资料。
此装着动作资料仅关系到
SI-F130AI 的资料,对于 SI-F209 即使相同零件也有不同的装着动作资
料。
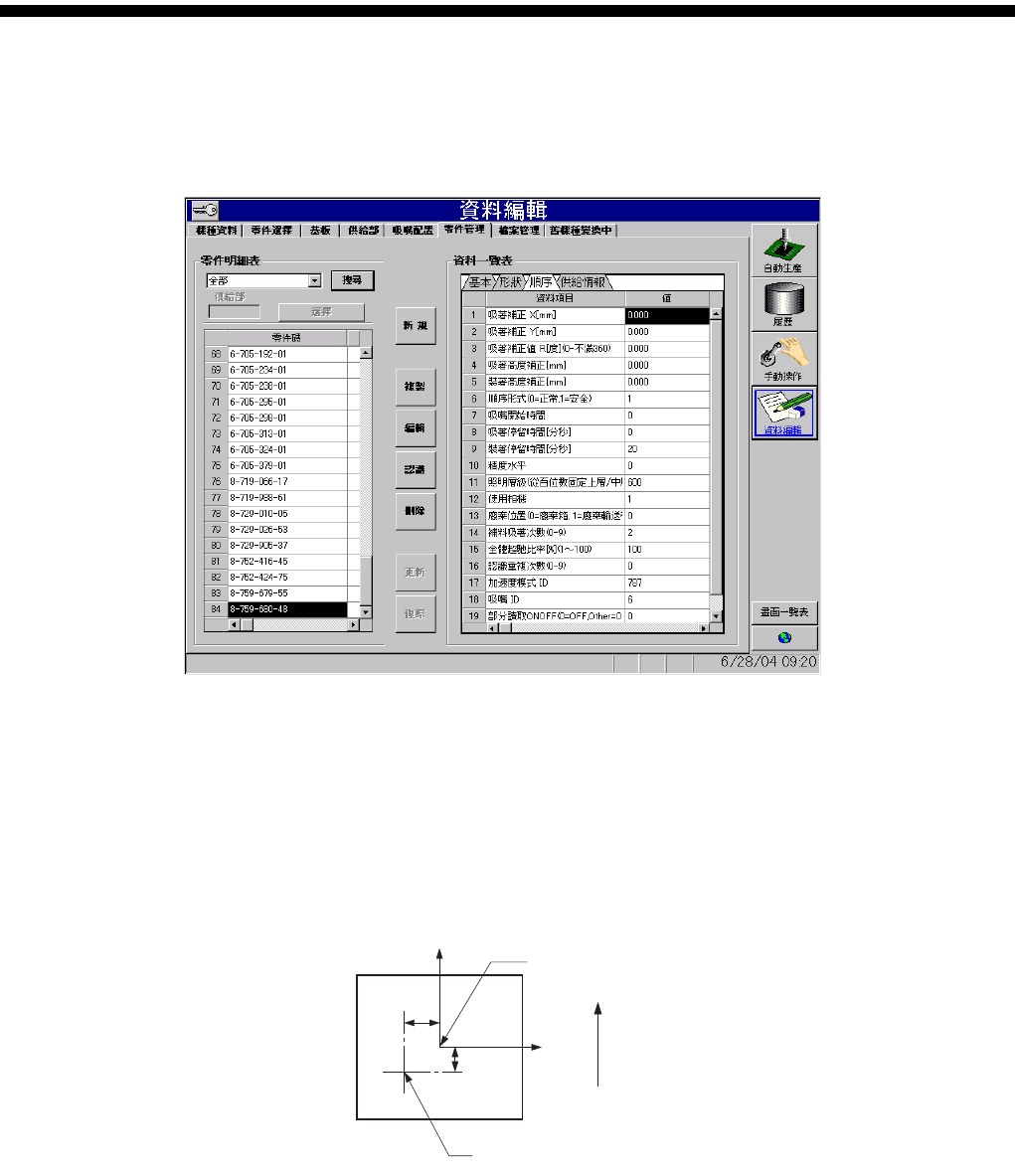
(1) 吸着补正值 X Y R
欲吸着的位置为零件中心以外时,由零件中心偏移吸着位置的补正量
XY 单位:mm X 为右方向 + 、左方向- 。 Y 为上方向 + 、下方向-
R 单位 : ( 度 ) 零件由上看,顺时针旋转为正方向
(2) 吸着高度补正值:吸着位置的高度方向的补正值。单位:mm,住上方向为正方向
(3) 装着高度补正值:装着位置的高度方向的补正值。单位:mm,住上方向为正方向
补正值 X
补正值 Y
Y
X
吸着位置
零件中心
零件供给方向
。
图
6.1.5
資料編輯-零件管理
(
资料编辑-零件管理
)
画面
操作篇
6. 资料编集
SI-F130AI
6-21
(4) 顺序形式:
0
1
(5) 吸着开始时机:
0
1 : ( 1 )
(6)
吸着停留时间: ( )
: msec ( 1 )
(7)
装着停留时间: ( )
: msec
(8)
精度层级:
0
1 :
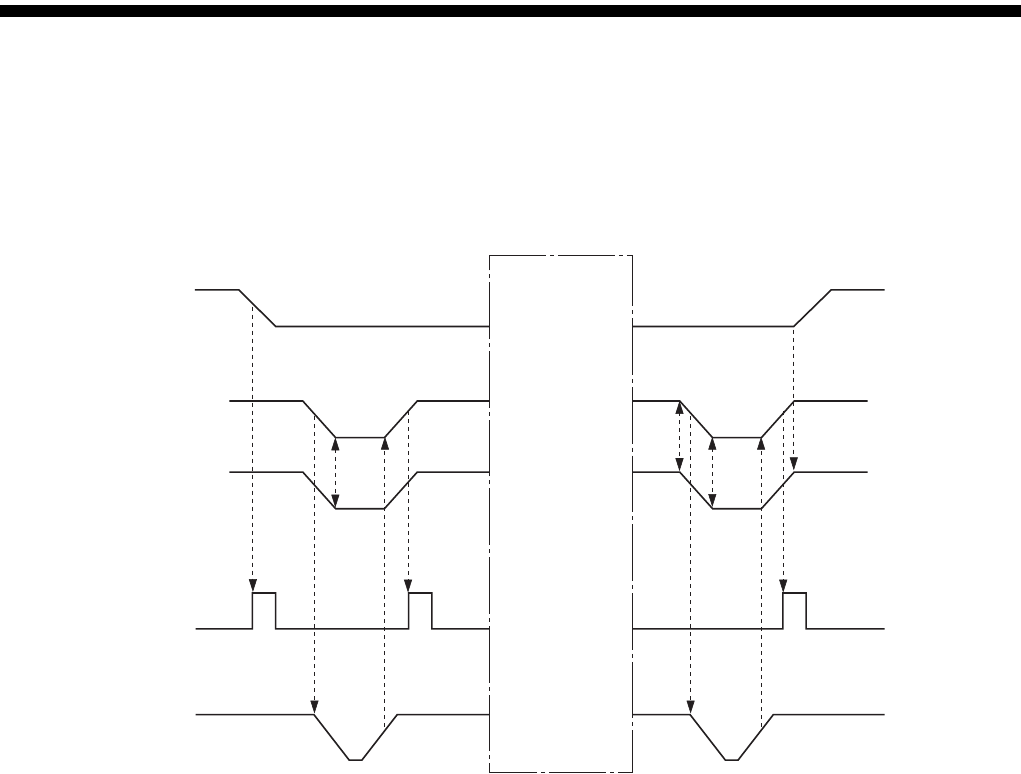
ON
OFF OFF
ON
OFF OFF
ON
OFF
停止 停止
下降下降
上升上升
关关
开开
关关
移动移动
前吹气 后吹气 后吹气
下降 上升 下降 上升
吸着 吸着
供料器
吸嘴
吹气
散装零件
遮蔽器
连续吸着
时,反复
操作左边
的顺序。
但是,无
前吹气仅
有后吹
气。
X 轴

操作篇
6. 资料编集
6-22
SI-F130AI
(9)
照明模式: 使用相機 ( )
000 888: SI-F209
3 0 2 15 1
75
000 888: SI-F130AI
3 2 45 1
000 888 : 3 : 2 :
1 :
(10)
使用相机:
1
2
3
(11) 废弃位置:
0
1
(12) 补料次数 :
0~9
(13) 超驰比率 ( 全体层的照明 ) :
1~100%
(14)
认识重复次数:
0~9
(15) 加速度模式 ID:
(16) 吸嘴 ID:
(17) 部分读出 ONOFF: