SI-F130AI_1st_CS.pdf.pdf - 第547页
保养篇 3. 输入以及输出信号表 SI-F130AI 3-1 3. 输入以及 输出信号表 SI-F130AI SI-F130AI 序列輸入 / 輸出 ( / ) SY -MC 輸入 / 輸出 (SY -MC / ) …
保养篇
2. 维修检查
2-88
SI-F130AI
2.8 散装本体对应 (选配)
维修检查项目
(1) 散装吹气的空气压 ( 每天 )
打开前面盖子,上部左侧有散装吹气空气压测量仪。
请将这个显示值调整到
0.35 ± 0.02Mpa。
( 请参照 2.1.1 运转开始前的检查作业 )
(2)
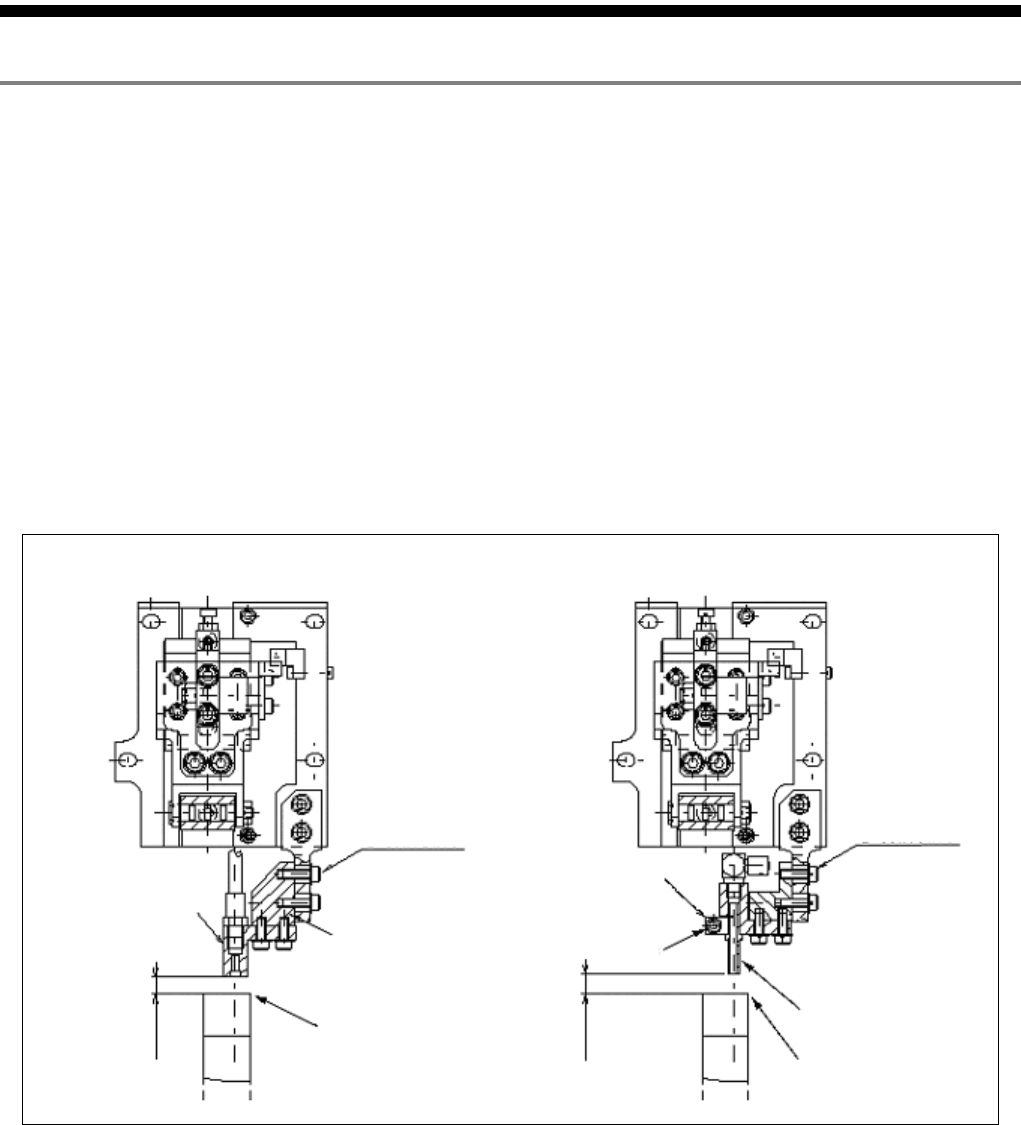
缝隙 ( 每个月 )
前端是金属的类型→ 2.5mm
前端是树脂的类型→ 3mm
调整高度时,请松下图中的 2-C3 × 10 螺丝进行调整。
因为其它螺钉是XY方向的调整螺丝、松下时需要调整治具。
( 前端是树脂的类型是可以更换前端零件的类型。那种情况下,旋松图中的 C3 × 8 ,将一字形
螺丝刀插入到螺丝帽沟里,旋松螺丝。这时,用力过大,就会向
XY 方向错位,请注意。完全
松下来后,请交换。这种情况下,碰到前端的空气推杆就决定了高度,不需要治具。
)
2 )前端是树脂的类型
空气推杆
(3)
空气推杆 (2)
1)
前端是金属的类型
散装供料器空气入口
散装供料器空气入口
空气柱塞柱
(B)
空气柱塞柱 (2)
隙间
2-C3x10
2-W3
2-C3x10
2-W3
C3x10
保养篇
3. 输入以及输出信号表
SI-F130AI
3-1
3. 输入以及输出信号表
SI-F130AI
SI-F130AI 序列輸入 / 輸出 ( / ) SY-MC 輸入 / 輸出
(SY-MC
/ )
3.1 输入输出信号的确认方法
手動操作 ( ) 輸入 / 輸出 ( / ) 輸入 ( )
輸出 ( )
3.2 序列輸入 / 輸出 ( 序列输入 / 输出 ) 端口
SI-F130AI ON/OFF
ON/OFF
保养篇
3. 输入以及输出信号表
3-2
SI-F130AI
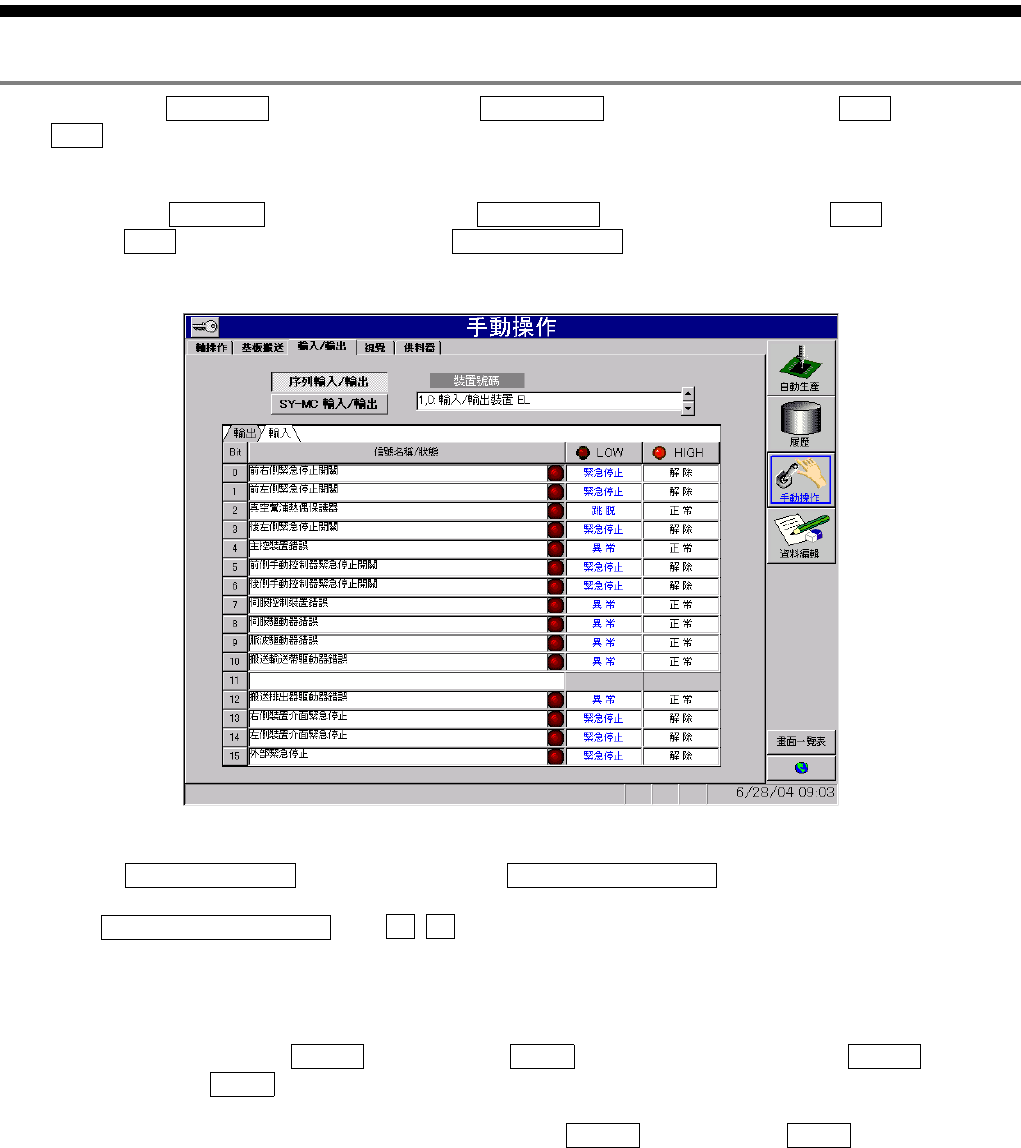
3.1 输入输出信号的确认方法
手動操作 ( ) 輸入 / 輸出 ( / ) 輸入 ( )
輸出 ( )
[ 操作步骤 ]
1.
手動操作
(
)
輸入 / 輸出
(
/
)
輸入
(
)
輸出
(
)
信號名稱 / 狀態
(
/
)
图
3.1
手動操作 - 輸入 / 輸出
(
手动操作
-
输入
/
输出
)
画面
2.
序列輸入 / 輸出
(
/
)
SY-MC
輸入 / 輸出
(SY-MC
/
)
裝置號碼
(
)
/
/
[ 画面的说明 ]
16 /
LED HIGH (ON) LOW (OFF) HIGH (ON)
LOW (OFF)
LOW/HIGH 2 HIGH (ON) LOW (OFF)