SI-F130AI_1st_CS.pdf.pdf - 第687页
手动控制器篇 5. 零件交换作业 SI-F130AI 5-3 5.2 零件交换概略流向和用条 形码器读取号码格式 5.2.1 零件交换概略流向 图 5-1 正常运转中 不存在条形码确认为 「無」 ( 无 ) 的条件 1. 供料器交 换 2. 台车供料器交换 3. 台车整体交 换 参照条形码确认 形式 A 、 B 、 C 零件交换屏幕 是 是 否否 解除锁定安全门 安全门开启 全部交换完成 了吗? 交…
手动控制器篇
5. 零件交换作业
5-2
SI-F130AI
关于零件交换作业时
CAN
键的使用
·
在从上述零件交换方法中选择一种后手动控制器画面操作中,按
CAN
时,实际的零
件交换即使未完成也转到完成状态,需要注意。
·
控制权在
SI- F130
机体操作板上时的零件交换作业,用手动控制器读取条形码情况下,
直到零件交换工作结束为止,不能用
CAN
键解除条形码读取模式。
注意 :
手动控制器篇
5. 零件交换作业
SI-F130AI
5-3
5.2 零件交换概略流向和用条形码器读取号码格式
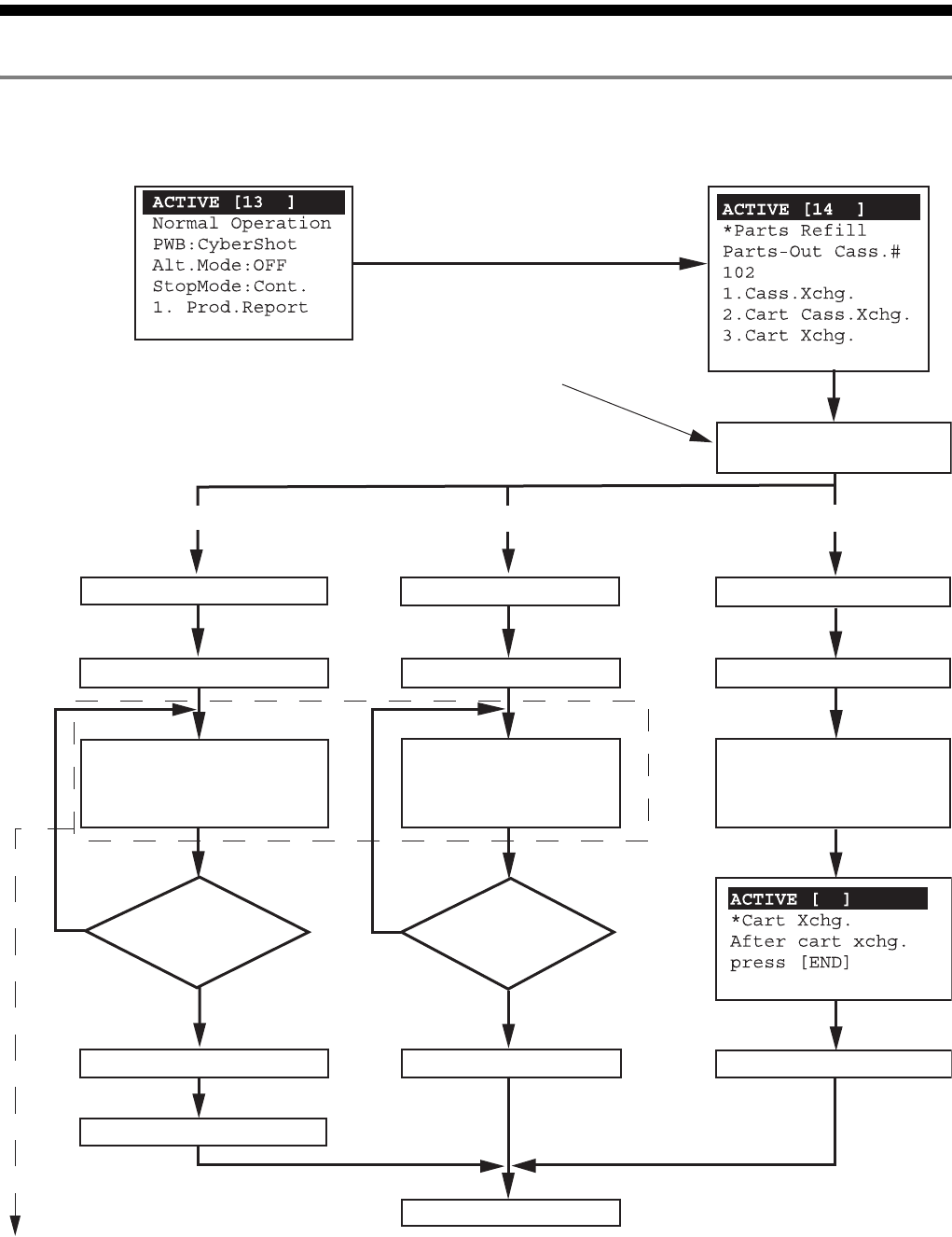
5.2.1 零件交换概略流向
图
5-1
正常运转中
不存在条形码确认为「無」
( 无 ) 的条件
1. 供料器交换
2. 台车供料器交换 3. 台车整体交换
参照条形码确认
形式
A 、B 、C
零件交换屏幕
是
是
否否
解除锁定安全门
安全门开启
全部交换完成了吗?
交换显示号码的供料器
(确认零件
ID)
安全门关闭
锁定安全门
台车下降
台车取出
交换显示号码的供料器
(确认零件
ID)
全部交换完成
了吗?
台车上升
Prod.Report 画面
输入操作者
ID 条形码
台车下降
台车取出
推入搭载未缺料
供料器的其它台车
台车上升
不存在条形码确认为「無」
( 无 ) 的条件
手动控制器篇
5. 零件交换作业
5-4
SI-F130AI
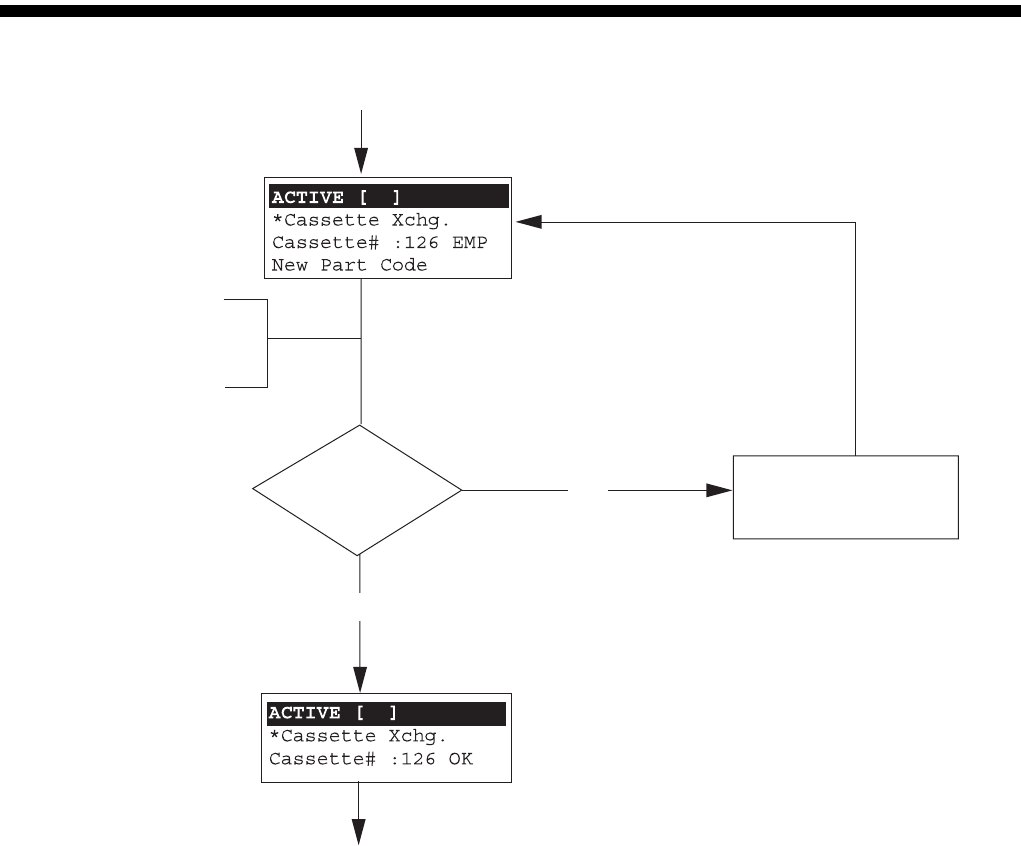
条形码确认步骤 Type A
图
5-2
读取新零件条形码
是
否
是正确的零件
ID 吗?
零件
ID 不一致。
请准备正确的零件。