sFAB-COM-OPM-0014SSFAB优化使用指南 - 第9页
- 8 - sFAB-COM-OPM-0014 2.10.1 将 Mark Reset 设定为 Reset 时 对所有元件,自动选择根据 Mark Compensation Count 值的数的定位点。 <设定值> 设定值 详细内容 3 Marks 对所有元件自动选择 3 点定位点 (Main Mark, Sub Mark, Sub Mark 1) 。 Sub Ma rk 2 被设定为空 文字。 2 Marks 对所有元件自动选择 2 …
- 7 -
sFAB-COM-OPM-0014
2.8 设定是否将元件分到复数模组
设定当Feeder Duplication为Yes时,是否也
对固定供料器上的元件进行分配。
<设定项目>
Divide Parts on Fixed Feeders
<设定值>
设定值 详细内容
Yes
固定供料器的元件也分到复数模组
No
固定供料器的元件不分到复数模组
2.9 设定是否确认错误元件排出搬运轨道的
存在
设定当错误元件的排出目标为搬运轨道时,是否检查搬运轨道的存在。在需要将所
使用的高价元件切实无误地排出到错误搬运轨道时进行设定。
<设定项目>
Check for Reject Conveyor
<设定值>
设定值 详细内容
Yes
将错误元件排出到搬运轨道时,
必须检查搬运轨道的存在
No
不检查搬运轨道的存在
2.10 设定是否进行基准定位点的自动配置
设定是否进行基准定位点的自动选择。
<设定项目>
Mark Reset
<设定值>
设定值 详细内容
Reset
清除已经设定的基准定位点,
自动选择所有元件的基准定位点。
<n/c>
依然使用已经设定的基准定位点。
但是对于没有设定任何基准定位点的元件
进行定位点的自动选择。
此功能在基准定位点的自动选择时有効。如上所述,将Mark Reset设定为Reset
时和设定为 <n/c> 时的动作是不相同的。
(注) 与Mark Compensation Count的设定无关, 4点分的定位点(Main Mark,
Sub Mark, Sub Mark 1, Sub Mark 2)输出到生产程序的各部分(GSQMM,
GSQSM, GSQSM1, GSQSM2)。此时,设定为None的对象向生产程序的输出为
0。
SFAB尚未对应。
预定对应:2014/Q4。
SFAB尚未对应。
预定对应:2014/Q4。
XY5O0jHP
XY5O0jHP
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
- 8 -
sFAB-COM-OPM-0014
2.10.1 将 Mark Reset设定为 Reset 时
对所有元件,自动选择根据Mark Compensation Count值的数的定位点。
<设定值>
设定值 详细内容
3 Marks
对所有元件自动选择3点定位点(Main Mark, Sub Mark, Sub
Mark 1)。 Sub Mark 2被设定为空文字。
2 Marks
对所有元件自动选择2点定位点(Main Mark, Sub Mark)。
Sub Mark 1, Sub Mark 2被设定为空文字。
2.10.2 将 Mark Reset设定为 <n/c> 时
与Mark Compensation Count 的值无关,设定的基准定位点按照原样输出到生产
程序。但是仅在所有定位点为空文字的元件时,自动选择根据Mark Compensation
Count值的数的定位点。
2.11 设定是否在2块放置托盘上仅配置相同元件
设定是否在2块料盘放置的托盘上仅配置相同的元件。
<设定项目>
Allocate the same to one drawer
<设定值>
Yes
仅配置相同元件
No
也可配置不同元件
XY5O0jHP
XY5O0jHP
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
- 9 -
sFAB-COM-OPM-0014
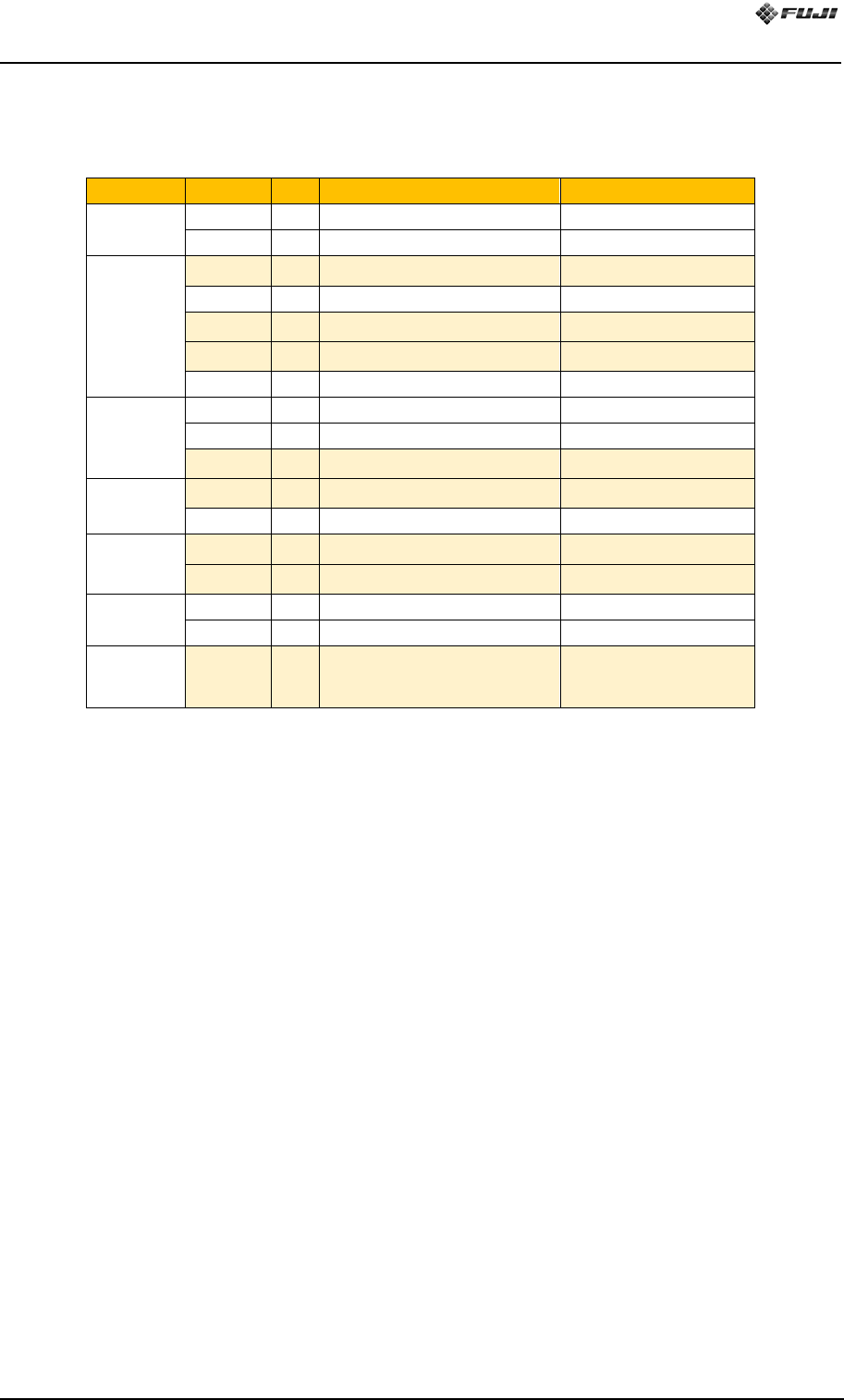
3. 模组构成的选择
在[Machine Configuration]-[Modules]上选择用于进行优化的SFAB的模组构成。
目前可以选择的模组如下表所示。
项目 设定值 状況 详细内容 备注
Stage Type sMFU
○
供料器单元。48 料槽。
sMTU-LT
○
料盘供料器单元。12x2 料盘+16 供料器。
L Head
sG04
- 4Tool 工作头
2014/Q4 对应预定。现状为非表
示。
sH02
○
2Tool 工作头
sH01
- 1Tool 工作头
2014/Q4 对应预定。现状为非表
示。
sJD
- 涂敷用工作头
2014/Q4 对应预定。现状为非表
示。
dummy
○
虚设工作头。
Nozzle
Changer
7FFTCHBA1
○
6 工作头 Tool 置放台
7FFTCHBC2
○
9 工作头 Tool 置放台
7FFTCHEA1
- 2 工作头 Tool 置放台
2014/Q4 对应预定。现状为非表
示。
R Head
sJD
- 涂敷用工作头
2014/Q4 对应预定。现状为非表
示。
dummy
○
虚设工作头
Part Sensor Yes
- 有元件传感器
2014/Q4 对应预定。现状为非表
示。
No
- 无元件传感器
2014/Q4 对应预定。现状为非表
示。
Conveyor Type Single
○
单搬运轨道
Cut&Clinch
○
带切割和弯脚功能的搬运轨道
工作头间距
数值 -
从 5 处 R 工作头的安装位置选择。
影响供料器自动配置和周期时间测定。
2014/Q4 对应预定。现状为非表
示。
XY5O0jHP
XY5O0jHP
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW