00193922-03.pdf - 第185页
User manual SIPLAC E HF series 4 Setting up and commissioning Software Vers ion SR.50x.xx 01/2006 US Edition 4.4 Setting up the placement machine 185 4.4.5 Fitting the extens ion kits to the ma chine frame 4.4.5.1 Fittin…
4 Setting up and commissioning User manual SIPLACE HF series
4.4 Setting up the placement machine Software Version SR.50x.xx 01/2006 US Edition
184
Æ Use the 19 mm bit to loosen the two hexagon socket head screws M24x90 (item 4 in Fig.
4.4 - 6
), and allow the machine foot (item 5 in Fig. 4.4 - 6) to slide down slowly.
Æ Insert the correct machine foot for the required PCB conveyor height.
There are two versions of the outer machine feet: 4
– outer machine foot for the PCB conveyor height of 830 mm, length 369 mm,
item no. 03041008-01 (item 1 in Fig. 4.4 - 3
, page 180)
– outer machine foot for the PCB conveyor heights of 900, 930 and 950 mm,
length 439 mm, item no. 03000890-02 (item 2 in Fig. 4.4 - 3
, page 180)
Æ Preset the height for each of the outer machine feet.
The distance between the underside of the machine foot and the bottom edge of the machine
frame should be as follows:
Æ Use the size 36 fork wrench to turn the adjusting screw M24x2x120 (item 3 in Fig. 4.4 - 6)
until you obtain the distance values given in the above table for the particular transport height.
Æ Now use the fork-lift to carefully lower the placement machine until the machine feet touch
the floor evenly. There should always be a second person present to ensure that the machine
remains stable while it is being lowered. It may be necessary to loosen the outer machine feet
clamps slightly.
Æ Continue carefully lowering the machine until the outer machine feet touch the screws
M24x2x120 (item 3 in Fig. 4.4 - 6
) for adjusting the height.
Æ Make sure that the middle machine feet (see point 2 in Fig. 4.4 - 3, page 180) do not yet touch
the floor. If necessary, screw the middle machine feet into the machine or spacer slightly.
PLEASE NOTE 4
A description of how to definitively adjust the machine can be found in section 4.4.15
on page
219.
PCB transport height
Distance from underside of machine foot
to bottom edge of machine frame
830 mm 120 mm
900 mm 190 mm
930 mm 220 mm
950 mm 240 mm
User manual SIPLACE HF series 4 Setting up and commissioning
Software Version SR.50x.xx 01/2006 US Edition 4.4 Setting up the placement machine
185
4.4.5 Fitting the extension kits to the machine frame
4.4.5.1 Fitting the extension kit on the PCB output side
When the placement machine is delivered, the extension kit on the PCB output side and the PCB
output conveyor are dismantled. The procedure for attaching the extension kit to the PCB output
side is as follows:
– Fitting the output conveyor
see Section 4.4.6, page 186
– Fitting the extension kit on the PCB output side see Section 4.4.7, page 187
– Installing the axis unit on the HF and HF/3 see Section 4.4.8, page 194
– Fitting the main fault indicator see Section 4.4.13, page 214
– Integrating the placement machine into the line see Section 4.4.14, page 216
– Making final adjustments to the placement machine see Section 4.4.15, page 219
4.4.5.2 Fitting the extension kit on the PCB input side
If the extension kit on the PCB input side was also removed for ease of transportation, you will
have to carry out the following steps before integrating the placement machine into the line (see
Section 4.4.14
, page 216):
– Fitting the input conveyor
see Section 4.4.9, page 199
– Fitting the extension kit on the PCB input side see Section 4.4.10, page 201
– Installing the computer unit on HF and HF/3 see Section 4.4.11, page 207
– Installing the axis unit on the HF and HF/3 see Section 4.4.8, page 194
– Fitting the main fault indicator see Section 4.4.13, page 214
– Integrating the placement machine into the line see Section 4.4.14, page 216
– Making final adjustments to the placement machine see Section 4.4.15, page 219
4 Setting up and commissioning User manual SIPLACE HF series
4.4 Setting up the placement machine Software Version SR.50x.xx 01/2006 US Edition
186
4.4.6 Fitting the output conveyor
4.4.6.1 Tools
– Allen keys, DIN 911, set
– Phillips screwdriver, size 1
4.4.6.2 Assembly
4
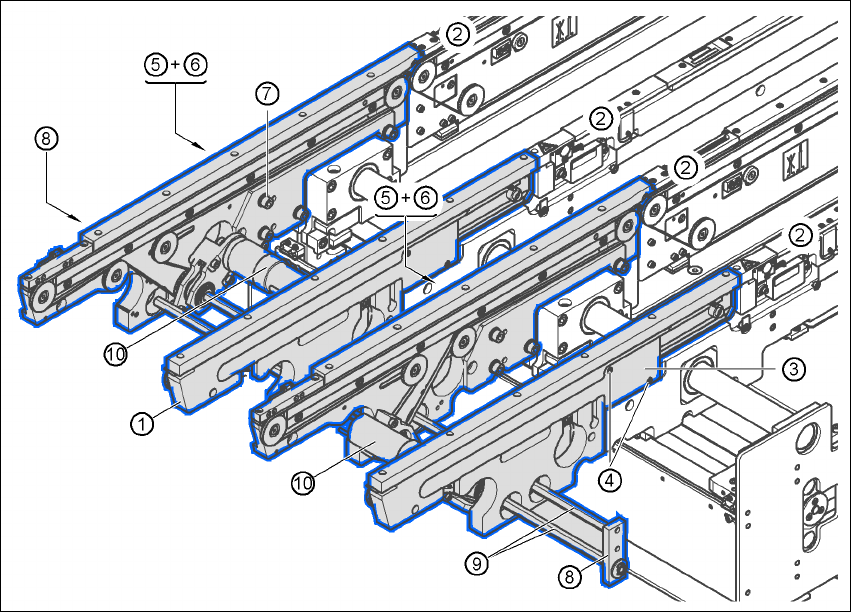
Fig. 4.4 - 7 Output conveyor - dual conveyor
(1) Panel, output conveyor
(2) Panel, processing conveyor 2
(3) Cable cover 20 x 200
(4) Countersunk screw, ISO 7046, M3x6, 2x per cable cover
(5) Cable cover 20 x 310
(6) Fillister head screw DIN 912, M3x5, 1x per cable cover
(7) Fillister head screw DIN 912, M6x16, and washer, 4x per panel
(8) Guide for hexagonal shaft
(9) Hexagonal shaft (single conveyor: one, dual conveyor: two)
(10) Drive unit