N7201A588C.pdf - 第477页
NPM-D3 EJM6DC-MB-12M-02 准备生产 2 ( 准备验证所需材料 ) 1 1 (把搬送传送带的宽度按照面补正治具的 宽度来调整) + 打开安全盖 3 2 从前工程插入面补正治具 4 12-19-2 -10 伺服开关置于 OFF 设置面补正治具 关闭安全盖 伺服开关置于 ON 5 6 7 可动轨道 基准轨道 基准轨道 面补正治具 面补正治具 ① 轨道 1 、轨道 2 都对准基准轨道上的基准 标记 (a) 和面补正治具的边…
NPM-D3 EJM6DC-MB-12M-02
精度验证
2
1
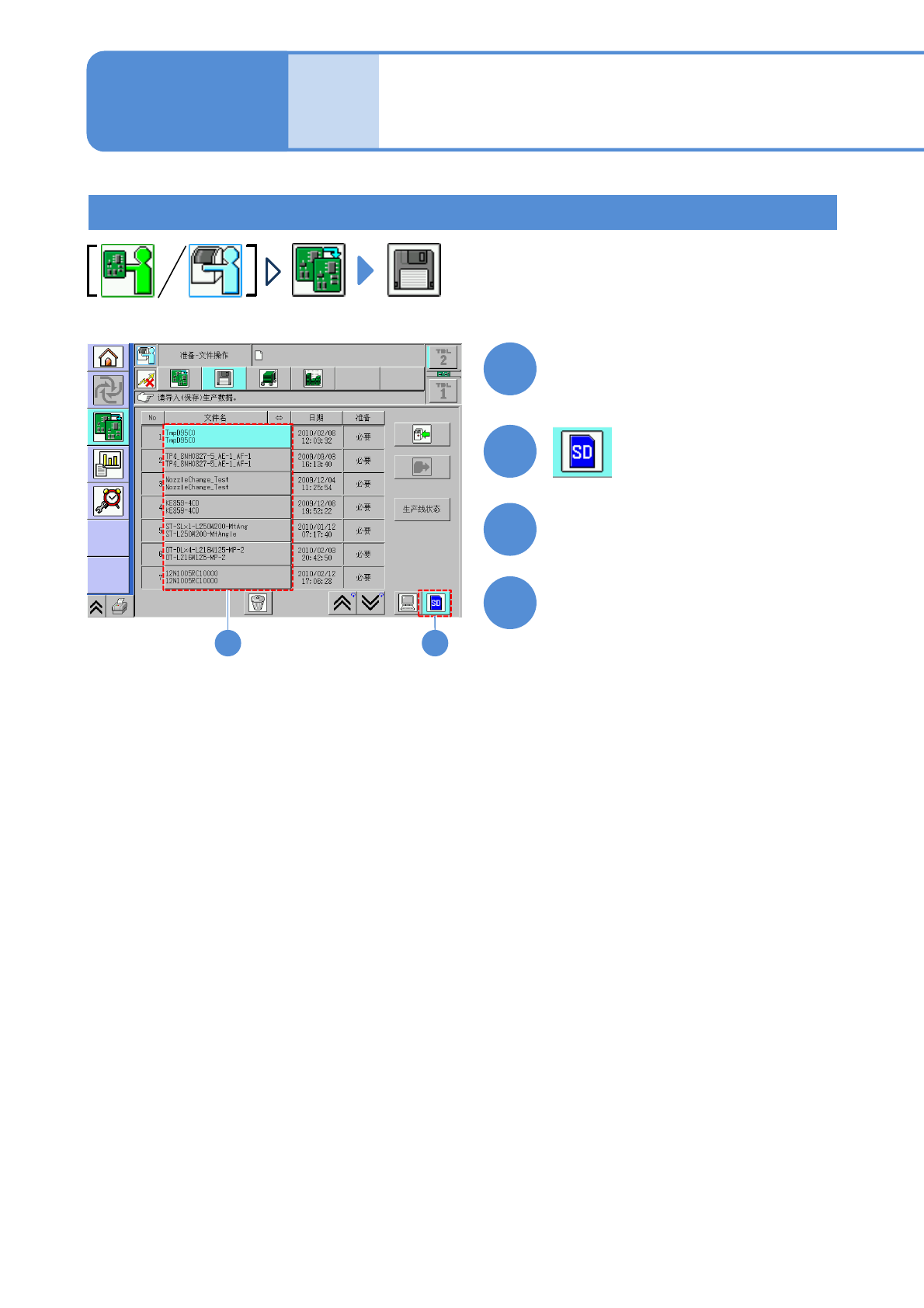
准备生产 1 (MCDATA:读取生产程序)
23
设置拷贝了MCDATA的SD卡
3
选择MCDATA
●和通常的生产数据一样读取。
4
读取MCDATA
12-19-2-9
详细工序 5
(检查头)
维修保养篇
12-19-2
(→ P.12-19-1-1‘■MCDATA的种类’)
NPM-D3 EJM6DC-MB-12M-02
准备生产 2 (准备验证所需材料)
1
1
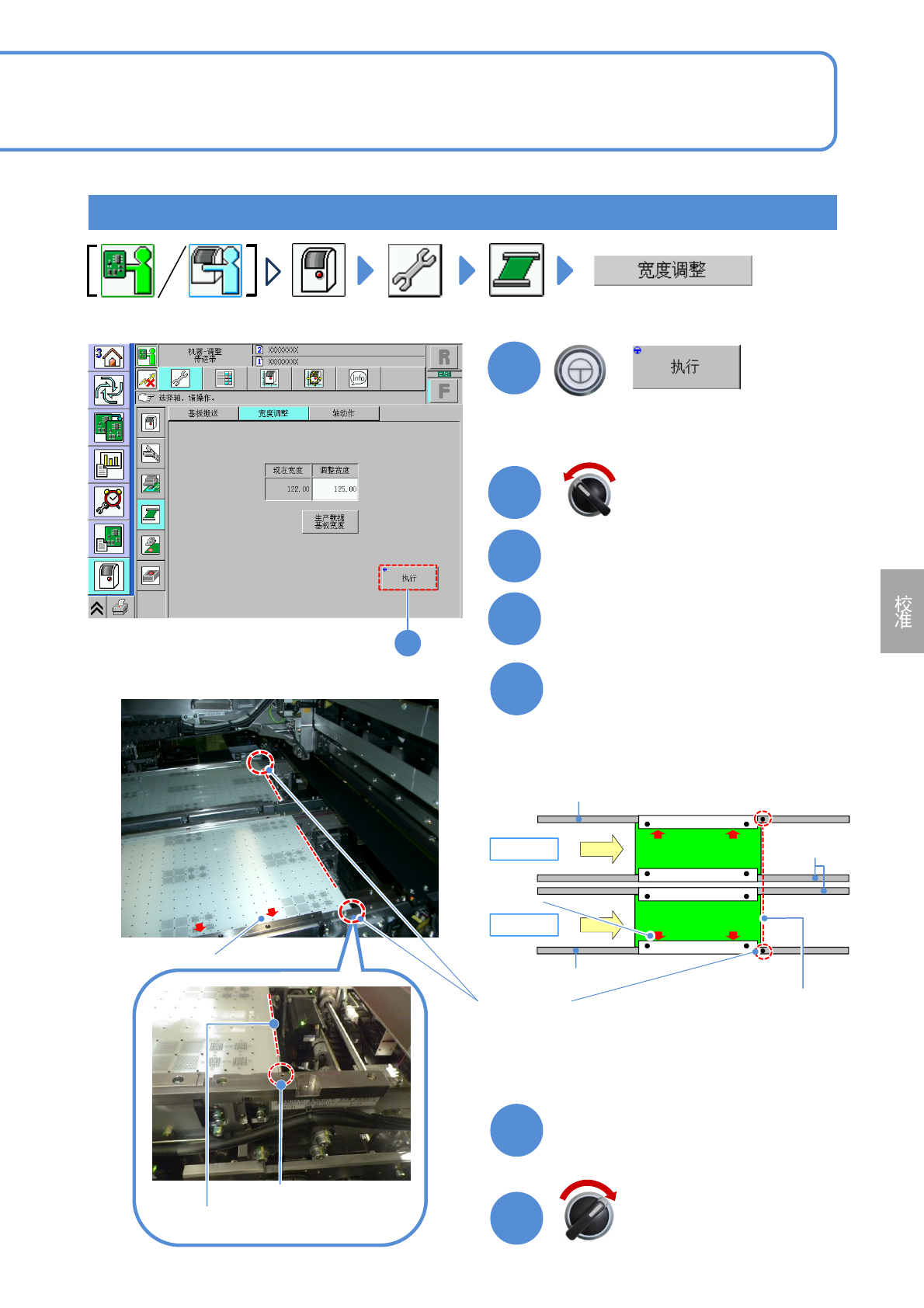
(把搬送传送带的宽度按照面补正治具的
宽度来调整)
+
打开安全盖
3
2
从前工程插入面补正治具
4
12-19-2-10
伺服开关置于OFF
设置面补正治具
关闭安全盖
伺服开关置于ON
5
6
7
可动轨道
基准轨道
基准轨道
面补正治具
面补正治具
①轨道1、轨道2都对准基准轨道上的基准
标记(a)和面补正治具的边缘来设置。
(左→右流动、右→左流动都同样。)
基准标记(a)
基准标记(a)
面补正治具边缘
面补正治具边缘
基准标记(b)
基准标记(b)
②把面补正治具的基准标记(b)设置在基准
轨道侧。
③使基准轨紧贴到治具上。
LANE2
LANE1
NPM-D3 EJM6DC-MB-12M-02
精度验证
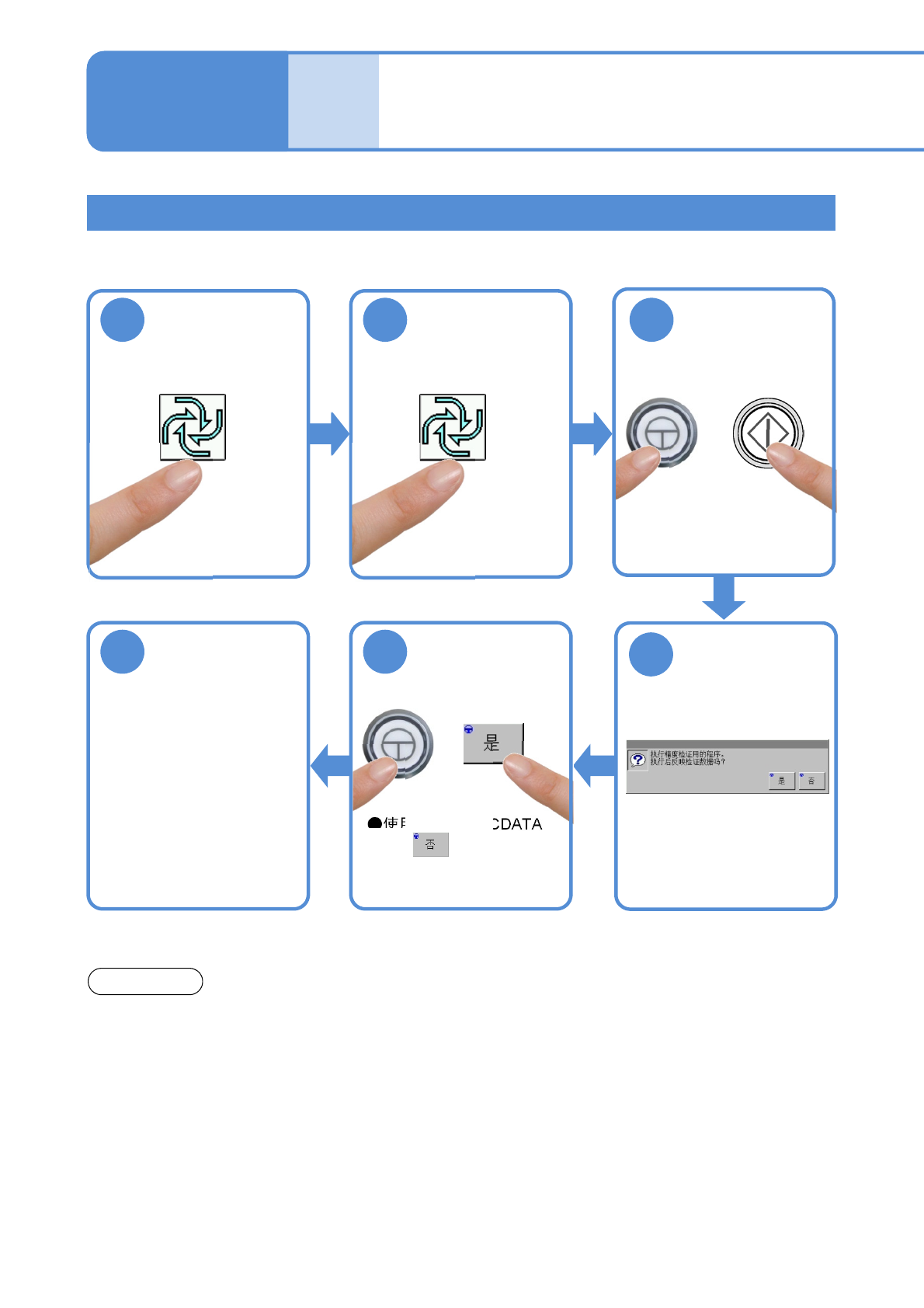
计测确认和反映 (计测)
ENABLING
321
(第1阶层)
(第2阶层)
12-19-2-11
在精度验证动作中,请不要按STOP按钮。
否则,将不能在精度验证动作的中途开始重新操作。
注意
详细工序 6
(检查头)
维修保养篇
12-19-2
计测面补正治具
●在自动运转种计测治具。
计测结束之后,运转停止,
自动运转则结束。
4
56
确认信息
●使用精度验证MCDATA
时:
(→ P.12-19-1
-1 ‘■验证数
据的反映’)
ENABLING