3_AVS_V2_MFU_BA-intern_DE_07-2019 - 第154页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 154 VON 182 7 Anh ang 7.1 Ko rre ktur de r Of fse twe rte Fal ls die i n 0 be schr iebe nen Ana lyse n des Mes ser gebnis ses e rg eben , da ss ei ne K orrek tu r des glo bale n Of f…
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 153 VON 182
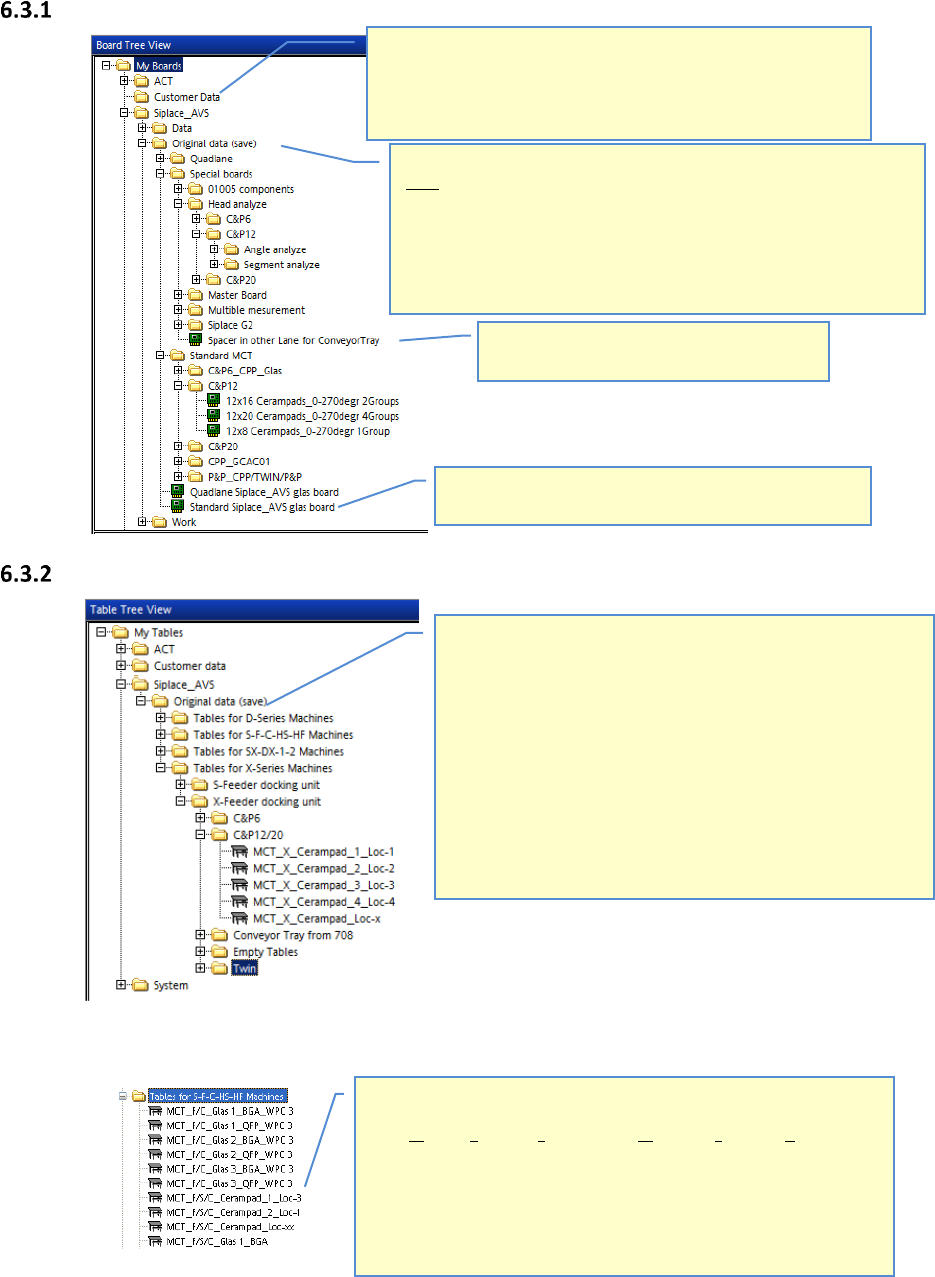
6.3 Ordner/Daten Struktur von SIPLACE Pro
Folgende Beschreibung soll Ihnen helfen mit der Datenstruktur vertraut zu werden
Leiterplatten
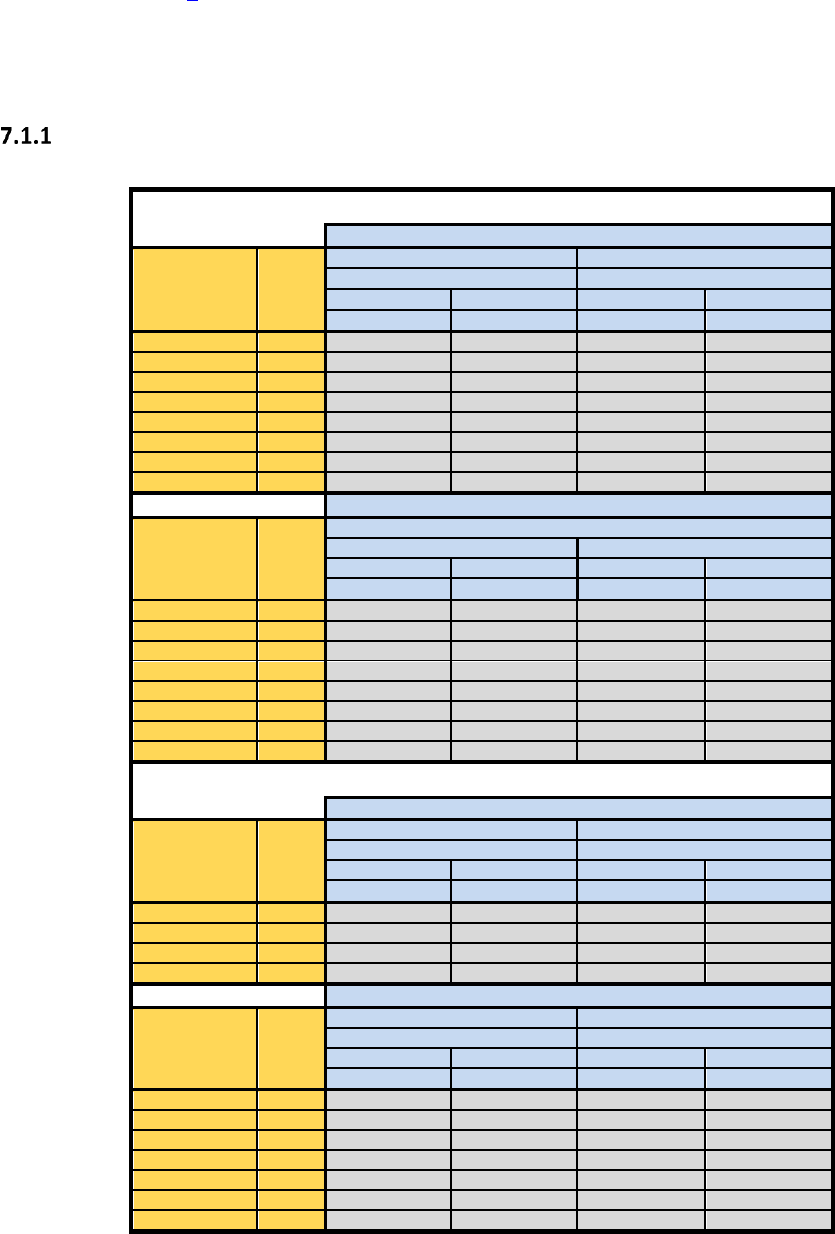
Tische
6.3.2.1 Bedeutung des Tischnamens
Ordner »Customer data« soll für Imports verwendet werden, die dann
später, nach Beendigung des Kundeneinsatzes, gelöscht werden können.
Z.B. kann hier der letzte Auftrag als XML-File importiert werden, um
nicht die gesamte Pipettenwechsler-Rüstung und Maschinenkonfigura-
tion manuell eintragen zu müssen.
Ordner »SIPLACE AVS – Original data (save)«: Daten, die hier liegen, dürfen
nicht geändert werden!
Alle Leiterplatten sind unterteilt in »Special boards« und »Standard MCT«.
Unter »Special boards« finden Sie alle LPs, die zur Analyse, bei Problemen
z.B. mit einzelnen Segmenten oder Winkeln.
Unter »Standard MCT« sind all LPs unterteilt in die einzelnen Kopftypen.
Wenn Sie nicht sicher sind, welche LP gewählt werden soll, kann man im
Kommentar jeder LP detaillierte Informationen finden.
Standard SIPLACE AVS glass board: Vorlage für AVS LP’s. Es
muss nur die neue Bestückliste eingefügt werden.
Alle Tische sind aufgeteilt nach Maschinen und nach den möglichen
Kopftypen. Sie können wählen zwischen D-Serie, S-F-C-HS-HF-Serie und
X-Serie. Diese Tische können dann über »Drag&Drop« in die Rüstung
gezogen werden. Somit können sehr schnell Rüstungen erzeugt wer-
den.
Bei D-, X- (mit S-Tischen) und HF-Serie ist darauf zu achten den
Trayhalter auf die Spur 37 zu stellen und nicht, wie in SIPLACE Pro
vorgegeben, auf Spur 7. Das hat zwei Gründe, zum einen existiert der
Trayhalter softwareseitig nicht in SIPLACE Pro, zum anderen haben
diese Maschinentypen einen kleineren Verfahrbereich.
Bei X-Tischen ist der Trayhalter auf Spur 22 zu stellen.
Bei allen andern Maschinen kann der Trayhalter an der von SIPLACE Pro
vorgegebene Spur gerüstet werden.
Der Name der Tische ist wie folgt aufgebaut:
MCT: Machine Capability Test oder MFU Maschinen-Fähigkeits-Untersuchung
F/S/C: Dieser Tisch kann an folgenden Maschinen gerüstet werden
F: F4, F5, and F5HM
S: S20, S23HM, S25HM und S27HM
C: CS, CF
Cerampad_1: Bauelement, welches auf dem Tisch gerüstet ist
Loc-3: Stellplatz oder Förderertyp(MTC/WPW)
»Spacer….«: Leere LP als Platzhalter für das Tray,
bei Tray im Transport.
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 154 VON 182
7 Anhang
7.1 Korrektur der Offsetwerte
Falls die in 0 beschriebenen Analysen des Messergebnisses ergeben, dass eine Korrektur des
globalen Offsets notwendig ist, so kann dieser an der SIPLACE Maschine in den Maschinendaten
korrigiert werden.
Abhängig von der Softwareversion ist dies jeweils unterschiedlich.
Übersicht Korrektur der Offsetwerte (WIE)
Plattform 1:
SW-Version
machine type
head
≤ 405.xx / 406.xx
406.xx
Global
Angle group (but X/Y)
X / Y
Angle
X / Y
Angle
Real.ma
Real.ma
Wnk_korr.ma
Wnk_korr.ma
F4
C+P 12
X
new
= X
old
- X
0
P+P
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
F5/F5HM
C+P 12
X
new
= X
old
- X
0
C+P 6
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
S20/S23
C+P 12
X
new
= X
old
- X
0
SW-Version
machine type
head
407.xx (sowie 101.xx und 408.xx bei CS, CF)
Global
Angle group (but X/Y)
X / Y
Angle
X / Y
Angle
fk_off.ma
fk_off.ma
fk_off.ma
fk_off.ma
F4
C+P 12
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
F5 / F5HM / CF
C+P 12
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
neu
= X
alt
- X
0
P+P
X
new
= X
old
+ X
0
X
neu
= X
alt
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
S20 / S23 / CS
C+P 12
X
new
= X
old
+ X
0
Plattform 2:
SW-Version
machine type
head
501.xx
502.xx
Global
Global
X / Y
Angle
X / Y
Angle
Real.ma
Real.ma
fk_off.ma
fk_off.ma
S25HM
C+P 12
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
HS50
C+P 12
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
SW-Version
machine type
head
503.xx
504.xx – 505.xx
Global
Global
X / Y
Angle
X / Y
Angle
fk_off.ma
fk_off.ma
fk_off.ma
fk_off.ma
S25HM / S227HM
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
HS50 / HS60
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
HF / HF-3
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 155 VON 182
Plattform 2+:
SW-Version
machine type
head
≥ 601.xx
Global
X / Y
Angle
fk_off.ma
fk_off.ma
D-Series
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X-Series
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 20
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
Plattform 3:
SW-Version
machine type
head
≥ 701.xx
Global
X / Y
Angle
Edit via Sirio SW
in Service level
Edit via Sirio SW
in Service level
X-Series
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
CPP
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 20
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
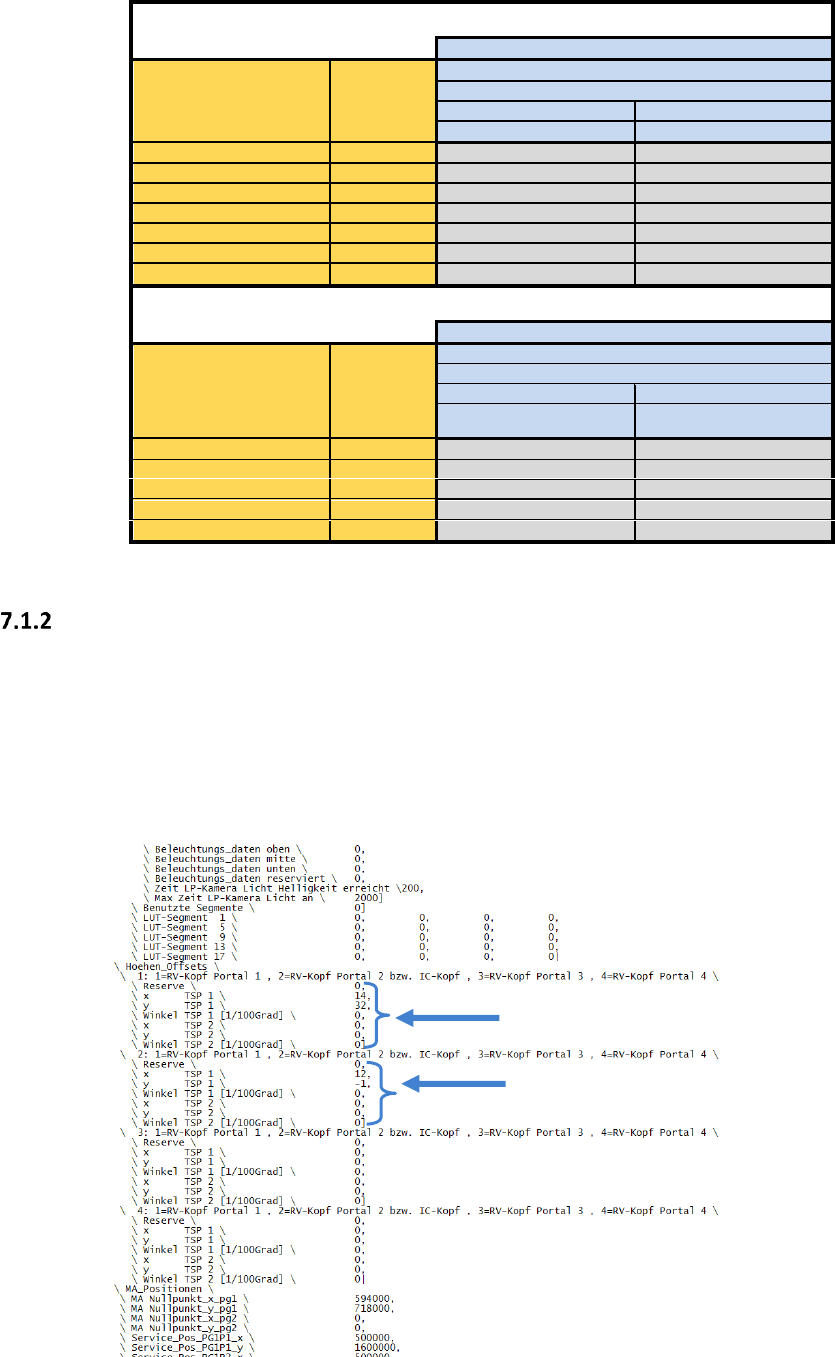
Beschreibung der Offset- Korrektur (WO)
7.1.2.1 Plattform 1 mit SW ≤ 405.xx, bzw. 406.xx.
Der Globale Offset eines Portals, also der MEAN Wert, kann in der Datei
Real.ma korrigiert werden.
Die Werte stehen dort direkt nach den Kamera-Daten.
MA-Daten \ Höhen-Offsets \
Bei dem SR SW Versionen 405.xx und 406.xx kann für P&P-Köpfe, außer den globalen Offset
auch ein sogenannter Winkelgruppen-Offset korrigiert werden.