3_AVS_V2_MFU_BA-intern_DE_07-2019 - 第17页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 17 V ON 182 Wen n de r T ray -H al ter ge rüs tet ist k ann an sch li eßen d d as T ray g eset zt werd en . Zu Si ch erh eit ka nn d as Tr ay an de r Rü ck seit e mit fo lge nd em Te…
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 16 VON 182
2.1.3.3 Trays für Glasbauteile
Zwei Trays mit Glasbauteilen sind Bestandteil des Std.-Zubehörkoffers
• 03063444-01 Tray komplett mit 60 St. GC-AC-01
• 03063449-01 Tray komplett mit 40 St. GC-AC-02
Für Ersatzteile siehe Dokumentation Checkliste AVS.
Die Form des Trays erlaubt es entweder einen Trayhalter zu verwenden (siehe 2.1.3.5 Tray-
Halter), oder es in den Transport der Maschine zu fahren. Siehe hierzu die zusätzlichen Hin-
weise unter 2.1.3.6 Verwendung des Tray im Transport.
2.1.3.4 Adapter für Tray in Verbindung mit WPC / MTC
Um das Tray auf einem WPW/MTC verwenden zu können, sind zusätzliche Adapter notwen-
dig, um das Tray auf dem Träger (Blech) richtig fixieren zu können. Diese Adapter können am
Tray verbleiben, solange es nicht am Trayhalter (siehe 2.1.3.5 Tray-Halter) oder im Trans-
port (siehe 2.1.3.6) verwendet wird.
• 03069672-01 »Adapter lang ACT Tray an WPW/MTC«
• 03069673-01 »Adapter kurz ACT Tray an WPW/MTC«
2.1.3.5 Tray-Halter
Es sind zwei Tray-Halter im Standardzubehörkoffer enthalten. Damit können Trays (siehe
2.1.3.3 Trays für Glasbauteile) auf Tischen gerüstet werden.
• 03059291-01 »Trayhalter X«
• 03059289-01 »Trayhalter S«
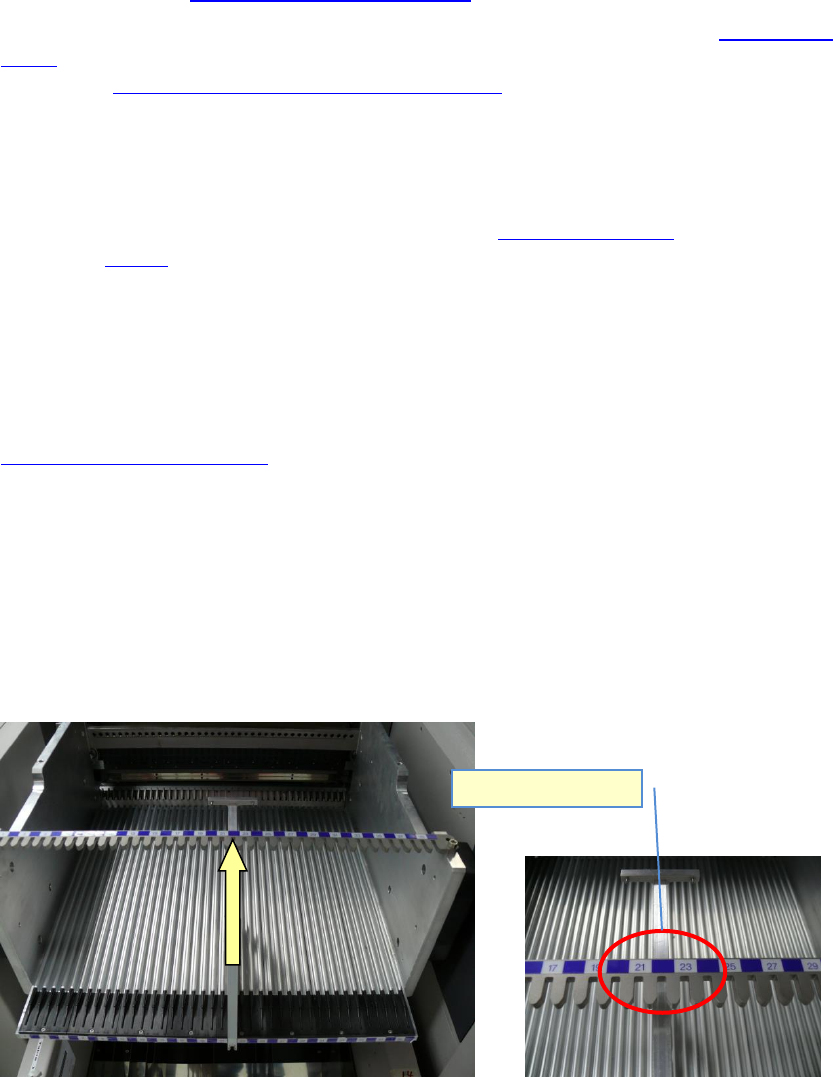
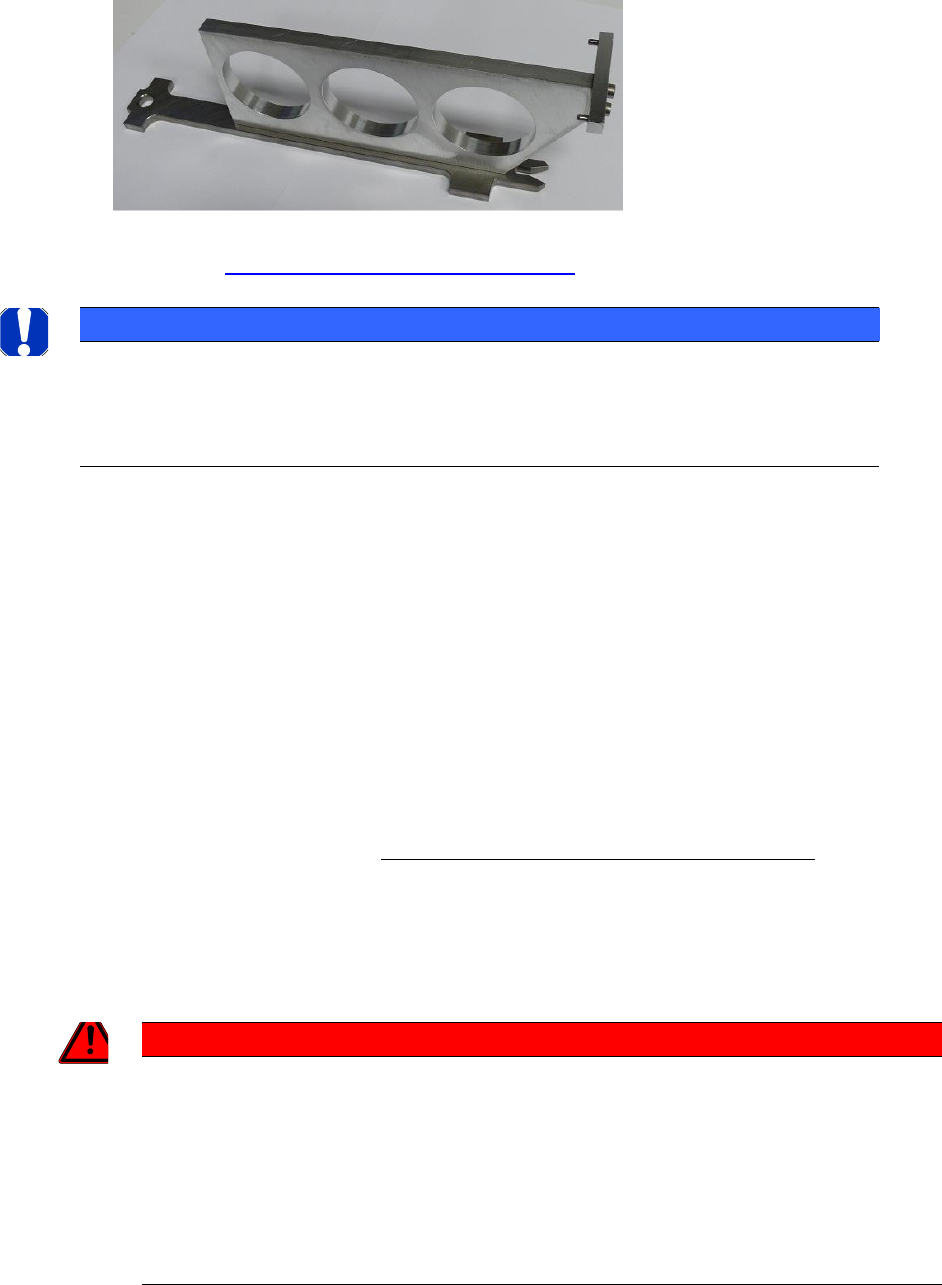
2.1.3.5.1 03059291-01 »Trayhalter X«
Dieser Tray-Halter kann an X-Maschinen mit X-Tischen gerüstet werden.
Das Design der Unterseite ist dem eines X-Förderers nachempfunden und muss somit wie ein
X-Förderer auf den Tisch geschoben werden.
Auf Spur 22 rüsten
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 17 VON 182
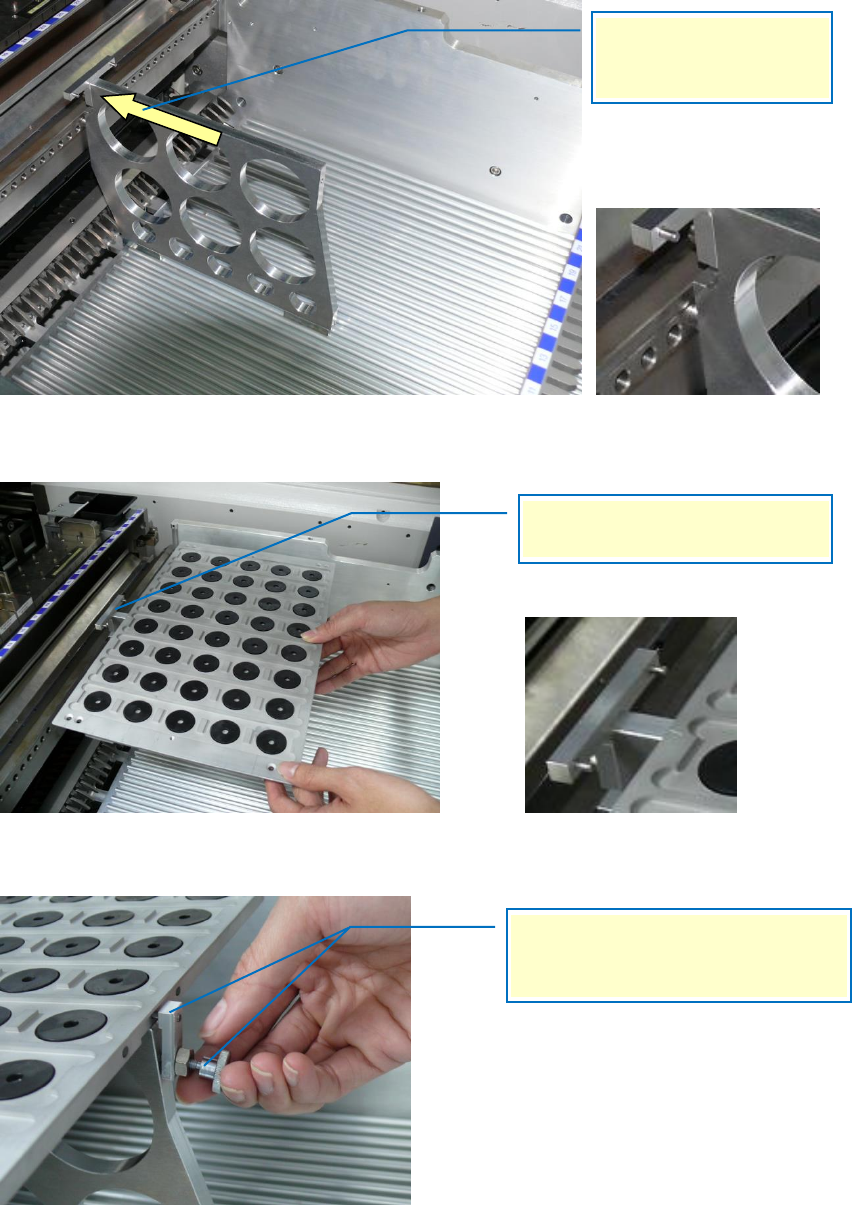
Wenn der Tray-Halter gerüstet ist kann anschließend das Tray gesetzt werden.
Zu Sicherheit kann das Tray an der Rückseite mit folgendem Teil fixiert werden:
03067242-01 Sicherungsblock
Schieben Sie den Tray-Halter, bis
der Pin des Tray-Halters in der
Zentrierleiste des Bauelemente-
Tisches steckt.
Setzen Sie das Tray so auf, bis die beiden
Zentrierstifte des T-Stücks vom Tray-Halter
in die Löcher des Trays greifen.
Um das Tray mit dem 03067242-01 »Sicherungs-
block«, zu fixieren, kann die Rändelschraube
03031104-01 »DIN 464 M4 x 16« von der Tray-
Abdeckung verwendet werden.
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 18 VON 182
2.1.3.5.2 03059289-01 »Trayhalter S«
Dieser Tray-Halter kann an SIPLACE Maschinen mit S-Tischen gerüstet werden.
Das Design der Unterseite ist dem eines S-Förderers nachempfunden.
Das Tray muss in derselben Weise wie beim X-Trayhalter gerüstet werden
(siehe oben 2.1.3.5.1 03059291-01 »Trayhalter X«).
HINWEIS / NOTICE
Erreichbarkeit der Tray Positionen
Wird das Tray bei X-, D- und HF-Maschinen verwendet, muss das Tray immer auf die Spur 37 gestellt wer-
den. Dies ist notwendig Aufgrund des geringeren Verfahrbereichs bei X-, D-und HF-Maschinen. Bei allen
anderen Maschinen kann wie in SIPLACE Pro beschrieben gerüstet werden.
2.1.3.6 Verwendung des Tray im Transport
Die Trays für die Glasbauteile sind von den Außenabmessungen her so geformt, dass ein
Tray, so wie eine Glasplatte, im Transport zugeführt werden kann.
Dies hat zwei Vorteile:
• Es können alle Bauteile ohne Unterbrechung bestückt werden.
Denn im Falle einer Rüstung des Trays auf dem Tisch, können aufgrund der Erreichbarkeit
nur wenige Reihen abgeholt werden.
• Die Rüstung des Kunden am Tisch muss nicht geändert werden.
Ein sicherer Ablauf ist nur ab Stations Software 708.xx und SIPLACE Pro 12.x möglich!
Ab SIPLACE Pro 12.x ist folgendes möglich:
1. Auswahl eines Trayträgers „Conveyor Tray“ für die Rüstung.
2. Markenerkennung an Flächenmagazinen (schon ab SIPLACE Pro 11.x).
GEFAHR / DANGER
!!! Kopf-Crash Gefahr bei Anwendung mit älteren Softwareversionen !!!
Beim Zuführen der Bauteile über die Transportspur, an Maschinen mit Stations-Software < 708.xx, müssen
Leiterplattenbeschreibungen im synchronen Modus erfolgen und mit Inkpunkten ausgestattet sein.
Denn durch die Erkennung der Inkpunkte ist gewährleistet, dass erst Bauteile abgeholt werden, wenn die
Platten auch tatsächlich vorhanden sind (=> kein Abholen vor Markenerkennung).
Beim Doppeltransport wird durch die synchrone Beschreibung gewährleistet, dass die Platte (eigentlich das
Tray) auch im Bestückbereich angekommen ist, bevor mit dem Bestückprozess (Inkpunkterkennung) be-
gonnen wird.