3_AVS_V2_MFU_BA-intern_DE_07-2019 - 第172页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 172 VON 182 7.4 Erl äut erun gen zu St ati stik und Int erp ret ation d er Er gebn isse Sta tis tik 7.4.1.1 Statisti sche Meßg r ößen • Me an ari thme tisc her M itt elwe rt al ler g…
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 171 VON 182
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 172 VON 182
7.4 Erläuterungen zu Statistik und Interpretation der Ergebnisse
Statistik
7.4.1.1 Statistische Meßgrößen
• Mean
arithmetischer Mittelwert aller gemessenen Offsets.
• Standard Deviation
Die Standardabweichung / Varianz gibt an wie stark eine Zufallsvariable um den Erwar-
tungswert gestreut ist.
Der Erwartungswert ist Null, da erwartet wird, dass die Maschine optimal, also ohne Offset,
bestückt.
Der angegebene Wert in der Ansicht entspricht der Standardabweichung bezogen auf 1σ
(Sigma).
D.h., um das Ergebnis auf die Sollwerte bezogen zu bewerten, muss der Wert mit dem Sig-
ma-Wert des Sollwertes (Spezifikation) multipliziert werden.
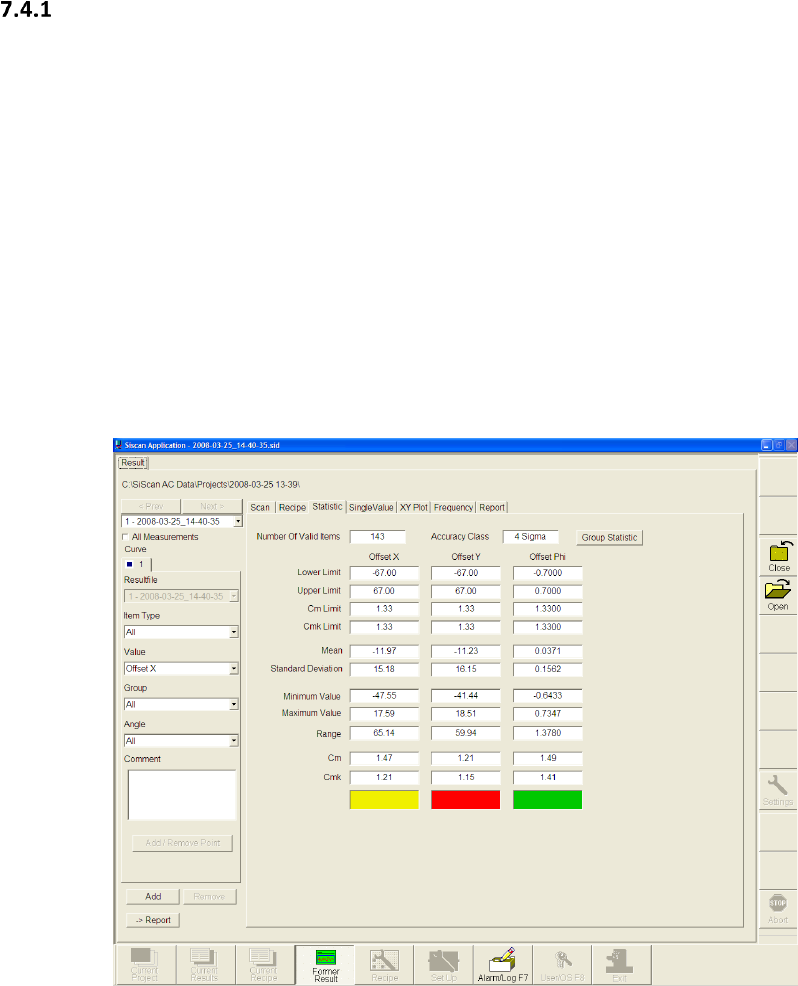
Beispiel oben: X-Achse Standard Deviation = 15,18µm => bezogen auf die Sollwerte
15,18 *4 = 60,72µm.
Um also innerhalb der Spezifikationsgrenze von ±67µm zu bleiben ist eine maximale Abwei-
chung des Mittelwertes aller Messpunkte (Mean) von 6,28µm erlaubt.
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 173 VON 182
• Minimum Value, Maximum Value, Range
Der Range (Spannweite) ist die Differenz zwischen den kleinsten und den größten Wert
der gemessen wurde.
• Cm, Cmk
Maschinenfähigkeitsuntersuchungen dokumentieren die Fähigkeit einer Fertigungsein-
richtung (Bestückmaschine), eine vorgegebene Bearbeitungsaufgabe (Bestücken an der
Sollposition) dauerhaft und sicher erfüllen zu können.
Der Cm-, bzw. der Cmk-Wert sind die sog. Fähigkeitsindizes!
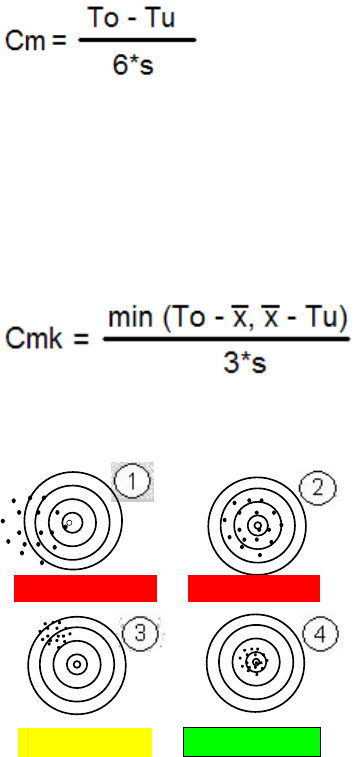
Der Maschinenfähigkeitsindex Cm ergibt sich als Quotient aus der Toleranzfeldbreite und
der sechsfachen Standardabweichung:
Ein Maschinenfähigkeitsindex von Cm = 1,0 bedeutet, dass 99,73 % aller Messwerte in der
Toleranzbreite liegen. Bei Cm = 2,0 liegen 99,9999998 % aller Messwerte im Toleranzfeld.
Der Cmk-Wert berücksichtigt zusätzlich zur Standard Abweichung (Streuung) eine Ver-
schiebung des gesamten Bestückbildes, bzw. der Gauß’schen-Normalverteilung um einen
sogenannten Mittelwert (Mean, x).
Beispiel:
c
m
<1,33
c
mk
<1,33
c
m
<1,33
c
mk
<1,33
c
m
>1,33
c
mk
<1,33
c
m
>1,33 c
mk
>1,33
Die nebenstehende Darstellung soll die Bedeutung der
Fähigkeitsindizes anhand von Treffern an einer Schieß-
scheibe darstellen.
Scheibe 1: Streuung der Einzelwerte ist zu groß =>
Cm-Wert < Soll. Zusätzlich ist ein globaler Offset der Einzel-
werte festzustellen.
Scheibe 2: Streuung der Einzelwerte ist zu groß =>
Cm-Wert < Soll. Es existiert zwar nur ein geringer globaler
Offset, doch durch die große Streuung ist die Spezifikation
nicht erreichbar.
Ist Cm-Wert < Soll, kann auch Cmk nie > Soll sein!
Scheibe 3: Streuung der Einzelwerte ist gering.
Daher ist Cm-Wert > Soll. Durch den vorhandenen globalen
Offset ist jedoch der Cmk-Wert < Soll und somit ist auch hier
die Spezifikation nicht erreicht.
Scheibe 4: Die Streuung ist gering und auch der globale
Offset ist minimal. => Cm-Wert > Soll und Cmk-Wert > Soll.
Die Spezifikation wurde also erreicht.
To = Toleranzgrenze oben
Tu = Toleranzgrenze unten
s = Stanardabweichung (bei 1 Sigma)