3_AVS_V2_MFU_BA-intern_DE_07-2019 - 第174页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 174 VON 182 Die nac hfol gen de Ta bell e zei gt die Zusam menh änge der Si gma -We rte , der Tr effer rate , Cm - bzw . Cmk -We rt u nd d er D efect ra te (dpm) . Der Si gma -Wert, …
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 173 VON 182
• Minimum Value, Maximum Value, Range
Der Range (Spannweite) ist die Differenz zwischen den kleinsten und den größten Wert
der gemessen wurde.
• Cm, Cmk
Maschinenfähigkeitsuntersuchungen dokumentieren die Fähigkeit einer Fertigungsein-
richtung (Bestückmaschine), eine vorgegebene Bearbeitungsaufgabe (Bestücken an der
Sollposition) dauerhaft und sicher erfüllen zu können.
Der Cm-, bzw. der Cmk-Wert sind die sog. Fähigkeitsindizes!
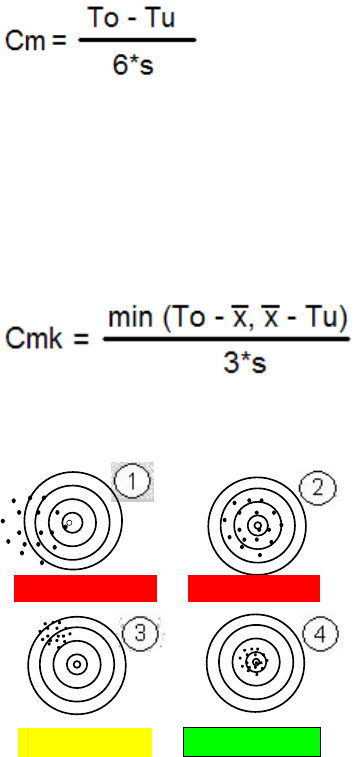
Der Maschinenfähigkeitsindex Cm ergibt sich als Quotient aus der Toleranzfeldbreite und
der sechsfachen Standardabweichung:
Ein Maschinenfähigkeitsindex von Cm = 1,0 bedeutet, dass 99,73 % aller Messwerte in der
Toleranzbreite liegen. Bei Cm = 2,0 liegen 99,9999998 % aller Messwerte im Toleranzfeld.
Der Cmk-Wert berücksichtigt zusätzlich zur Standard Abweichung (Streuung) eine Ver-
schiebung des gesamten Bestückbildes, bzw. der Gauß’schen-Normalverteilung um einen
sogenannten Mittelwert (Mean, x).
Beispiel:
c
m
<1,33
c
mk
<1,33
c
m
<1,33
c
mk
<1,33
c
m
>1,33
c
mk
<1,33
c
m
>1,33 c
mk
>1,33
Die nebenstehende Darstellung soll die Bedeutung der
Fähigkeitsindizes anhand von Treffern an einer Schieß-
scheibe darstellen.
Scheibe 1: Streuung der Einzelwerte ist zu groß =>
Cm-Wert < Soll. Zusätzlich ist ein globaler Offset der Einzel-
werte festzustellen.
Scheibe 2: Streuung der Einzelwerte ist zu groß =>
Cm-Wert < Soll. Es existiert zwar nur ein geringer globaler
Offset, doch durch die große Streuung ist die Spezifikation
nicht erreichbar.
Ist Cm-Wert < Soll, kann auch Cmk nie > Soll sein!
Scheibe 3: Streuung der Einzelwerte ist gering.
Daher ist Cm-Wert > Soll. Durch den vorhandenen globalen
Offset ist jedoch der Cmk-Wert < Soll und somit ist auch hier
die Spezifikation nicht erreicht.
Scheibe 4: Die Streuung ist gering und auch der globale
Offset ist minimal. => Cm-Wert > Soll und Cmk-Wert > Soll.
Die Spezifikation wurde also erreicht.
To = Toleranzgrenze oben
Tu = Toleranzgrenze unten
s = Stanardabweichung (bei 1 Sigma)
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 174 VON 182
Die nachfolgende Tabelle zeigt die Zusammenhänge der Sigma-Werte,
der Trefferrate, Cm- bzw. Cmk-Wert und der Defect rate (dpm).
Der Sigma-Wert, der standardmäßig zur Angabe der Spezifikation von Siplace Bestückau-
tomaten verwendet wird ist in der Tabelle grün markiert.
Es zeigt, dass ein Wert von 4 Sigma eine Treffer-Rate von 99,994%, einen cmk-Wert von
1,33, sowie einer dpm-rate von 60, gleichzusetzen ist.
Sigma
Treffer-Rate
Cm; Cmk
Defect rate (dpm)
1
68,27%
0,33
317300
2
95,45%
0,66
45500
3
99,73%
1
2700
4
99,994%
1,33
60
5
99,99994%
1,66
0,6
6
99,9999998%
2,00
0,002
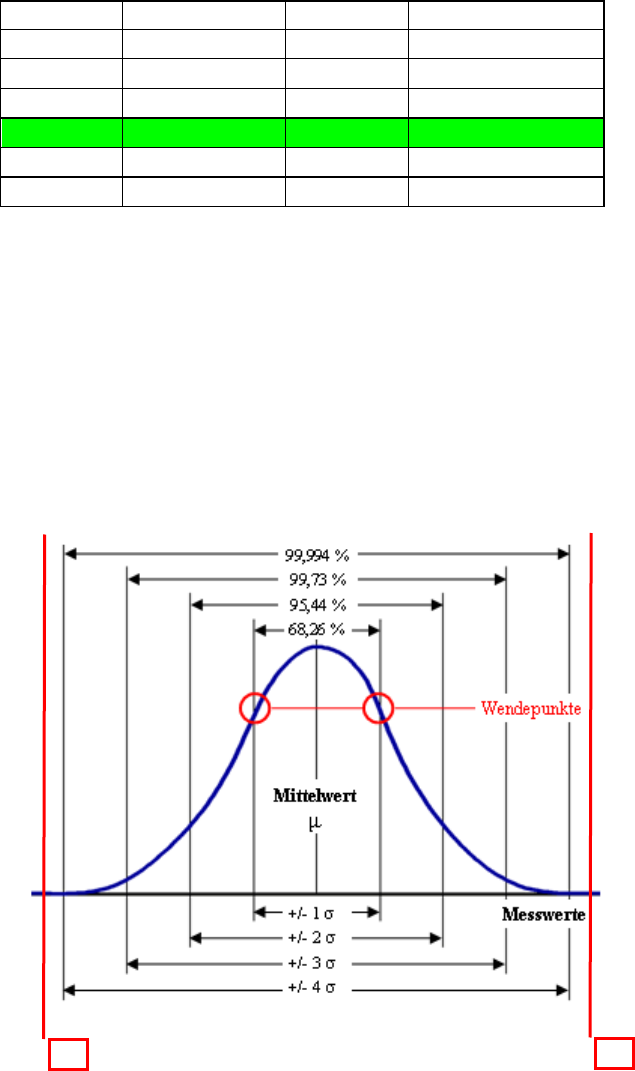
• Normalverteilung, Gauss’sche Glockenkurve
Die nachfolgende Grafik zeigt eine Gauß’sche Normalverteilung (Glockenkurve). Hier kann
man die Definition von 1 Sigma nachvollziehen.
Denn 1 Sigma liegt genau am Wendepunkt der Glockenkurve.
D.h. dass 68,26% der Fläche unterhalb der Glocke abgedeckt sind, bzw. die Trefferrate
nur 68,26% beträgt.
Trägt man nun den gleichen Abstand in beide Richtungen weiter auf, so erreicht man 2, 3,
4 Sigma usw. und die Trefferrate steigt entsprechend.
Tu
To
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 175 VON 182
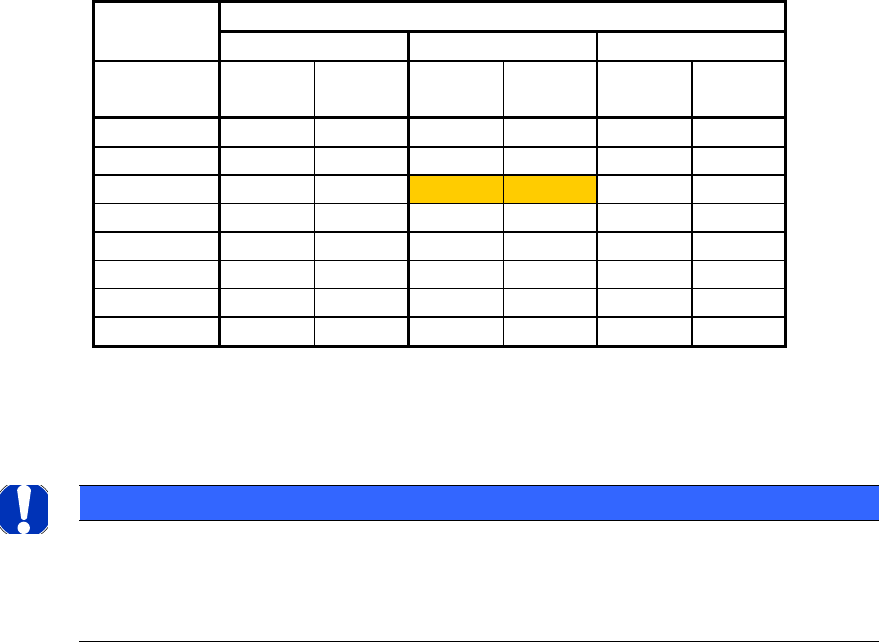
• Konfidenzintervalle für die Fähigkeitindizes
Bei der Erstellung eines Messplanes (Rezept), muss bei der Entscheidung
über die Anzahl der bestückten Bauteile pro Bestückkopf, auf die Konfidenzintervalle ge-
achtet werden.
Erklärung:
Da die Berechnung der Fähigkeitskoeffizienten (cm, cmk) auf der Basis von sog. Stichpro-
ben berechnet werden, muss man annehmen, dass diese innerhalb von gewissen Grenzen
vom Zufall mit beeinflusst werden und somit eine Schätzung darstellen.
Dieser Einfluss wird mit Hilfe von Konfidenzintevallen angegeben.
Das Konfidenzintervall sagt aus, wie weit der berechnete cm-, cmk-Wert, bei einer ange-
nommenen Wahrscheinlichkeit von 95%, abhängig von der Größe der Stichprobe,
schwanken kann.
Die oben stehende Tabelle zeigt, die Konfidenzintervalle (cmk
u
bis
cmk
o
)
abhängig von der Größe der Stichprobe.
HINWEIS / NOTICE
Da bei den meisten Standard-MFU Rezepten pro einzelnen Kopf oft nur Stichproben in der Größe < 50 Stk.
gemessen werden, muß bei der Bewertung des Meßergebnisses (Größe des berechneten cmk) auf das
Konfidenzintervall bezogen auf diese „Anzahl Messwerte“ Rücksicht genommen werden. Ein Ergebnis ist
daher nur dann als GUT zu bewerten, wenn das Ergebnis über den cmk
o
angesiedelt ist.
Cm-, Cmk- Wert
1
1,33
1,67
Anzahl
Messwerte
cmk
u
cmk
o
cmk
u
cmk
o
cmk
u
cmk
o
20
0,71
1,29
0,95
1,71
1,21
2,13
40
0,79
1,21
1,07
1,59
1,35
1,99
50
0,82
1,18
1,1
1,56
1,38
1,96
75
0,85
1,15
1,14
1,52
1,44
1,9
100
0,87
1,13
1,17
1,49
1,47
1,87
200
0,91
1,09
1,21
1,45
1,53
1,81
500
0,94
1,06
1,26
1,4
1,58
1,76
1000
0,96
1,04
1,28
1,38
1,61
1,73