3_AVS_V2_MFU_BA-intern_DE_07-2019 - 第180页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 180 VON 182 7.5 Mes sun gen am Kl eb er SIP LAC E 80 G Die MF U-V er mes su ng b egi nnt mi t Kop f 3. In d er Kenn lin ie des ver wen de ten K leb ers m uss d er Mo dus f ür di ese …
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 179 VON 182
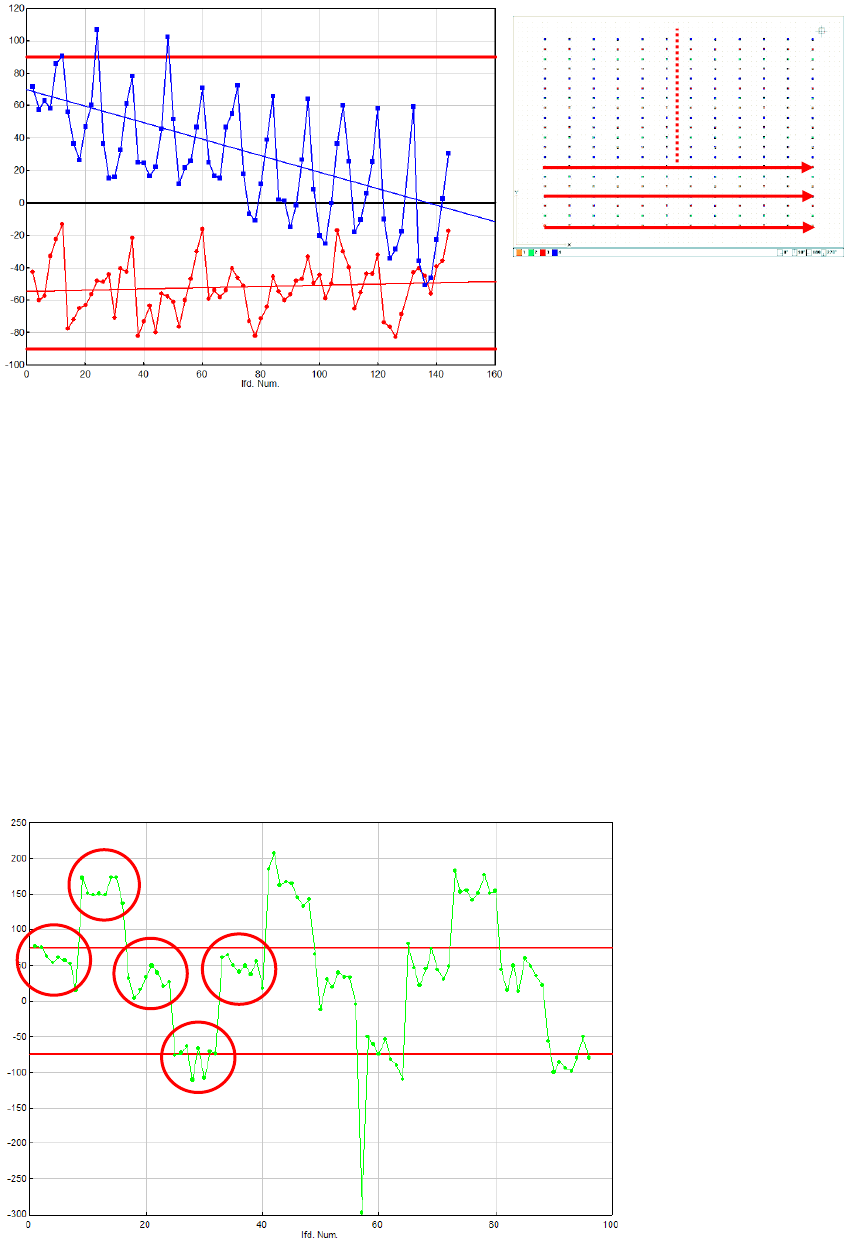
Wurde die Messung jedoch zeilenweise ohne Richtungswechsel durchgeführt so wird dem
globalen Verlauf der Einzelwerte noch ein Trend innerhalb eines Kopfzyklus überlagert.
Daraus könnte man auch schließen, dass der Kopf am Segmentoffset nicht korrekt kalib-
riert ist, doch wird durch die Messreihenfolge in Y-Richtung der ansteigende Wert des Y-
Offsets durch den Winkel des Portals, mit jeder Messung innerhalb eines Kopfzyklus grö-
ßer, um dann bei Segment 1 (links) wieder beim minimalen Wert zu beginnen.
Daraus ergibt sich ein sogenannter Sägezahn.
(3) Trend (Verlauf) Segmentoffset ?
Die unten stehende Grafik zeigt einen typischen Verlauf für einen Segmentoffset bei einem
12-Seg. C+P-Kopf.
Die Gruppen von Einzelmessungen, die von einem Segment bestückt wurden, sind klar er-
kennbar. Am Segment 8 ist ein sog. Ausreißer zusätzlich erkennbar.
Messreihenfolge
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 180 VON 182
7.5 Messungen am Kleber SIPLACE 80G
Die MFU-Vermessung beginnt mit Kopf 3.
In der Kennlinie des verwendeten Klebers muss der Modus für diese Stufen auf 3 gesetzt werden, um
Punkte hoher Qualität zu erhalten.
Kopf 3 und die Köpfe 1 / 2 müssen jetzt mit Kennlinien so programmiert werden, dass das Programm nur
von Kopf 3 geklebt werden kann.
Ist die Vermessung und Korrektur an Kopf 3 abgeschlossen, werden die Kennlinien von Kopf 3 und den
Köpfen 1 / 2 getauscht, d.h. das Programm kann jetzt nur mit den Köpfen 1 / 2 geklebt werden.
a) Korrektur Kopf 3:
Die Mittelwertabweichung wird durch einen Kameraoffset verursacht.
Deshalb muss der gemessene Wert von dem eingetragenen Kameraoffset bei Kamera 1 in der “real.ma“
subtrahiert werden.
Siehe Tabelle oben.
b) Korrektur Kopf 1 / 2:
Die Mittelwertabweichung wird durch einen Kopfoffset verursacht.
Für jeden Kopf existiert in der “real.ma“ ein minimaler (Position 1) und ein maximaler (Position 2) Kop-
foffset. Die gemessene Mittelwertabweichung für jeden Kopf muss zu den Kopfoffsets addiert werden.
Die Bestückgenauigkeit wird für Kleberköpfe 1 und 2
gemeinsam und für den Kleberkopf 3 separat nach-
gewiesen.
The placement accuracy will be verified for
dispenser head 1 and 2 together and separate
for dispenser head 3.
Klebeparameter / dispensing parameters :
Klebertyp * / glue type *
Heraeus PD922
Heraeus PD86-002
Dosierstufe / dispensing level
1
1
Viskozahl / visco number
0
0
Temperatur / temperature
33°C
30°C
Dosierdüse / dispenser nozzle
0.44 mm
0.44 mm
Abstandhalter / spacer
0.1 mm
0.15 mm
* es kann auch ein ähnlicher Kleber benutzt werden / a similar glue type also can be used
Klebung für Einfachtransport :
Plattenabmaße : 300mm x 300mm
Anzahl Positionen : 224
Punktmatrix : 16 x 14
Punktabstand : X=10mm auf Y=10mm
Klebeprogramm : kleb_mfu.la
dispensing for single conveyor :
dimension of board : 300mm x 300mm
number of positions : 224
dot array : 16 x 14
dot distance : X=10mm by Y=10mm
dispenser program : kleb_mfu.la
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 181 VON 182