IPC-7095D-CHINESE NP 2019.pdf - 第109页
IPC-7095D-W AM1 CN 2019 年 1 月 93 灰阶成像基于焊球位置进行 BGA 元器件贴装,而二进制成像则根据元器件轮廓进行 BGA 元器件贴装。在某 些情况下, BGA 外形和焊球之间的公差很大。因为可以减少由元器件外形变化而导致的贴装误差 ,灰阶成像 更适合于贴装 BGA 元器件。 选择贴装设备的吸嘴是很重要的,这需要有足够表面积能把持元件同时避免在贴装过程中的偏移。吸嘴必须要 紧贴元件 ,不允许有真空泄漏,接触…
IPC-7095D-WAM1 CN 2019 年 1 月
92
对于需要较厚焊料量的带有非塌陷焊球(铜制焊球或 PbSn10)的 CBGA,可能需要使用阶梯式模板。阶梯尺
寸通常为 0.04mm 至 0.08mm,它可以在印制板表面施加两种不同的焊膏厚度。当阶梯尺寸为 0.04mm 时,金
属刮刀可正常使用。如果使用了阶梯模板,则阶梯线离开任何印刷开孔的距离应该至少 3.75mm。
因为高铅焊球不会塌陷,所以有充足的焊膏量是至关重要的。因此除了使用阶梯式模板,模板开孔也应远比连
接盘大以达到非塌陷焊球所需的焊膏量。连接盘和焊球之间的焊料填充取决于焊膏量。CBGA 和 CGA 需要有
一个最低焊膏量以实现可靠焊点。许多供应商拥有此技术能为封装提供特定焊膏量。表 7-6 展示某些陶瓷封装
(使用了锡铅或无铅(SAC)焊膏)焊膏体积要求的范例。
对于锡铅和无铅焊膏,焊膏量要求应该是相同的。另外铜制焊球或高温焊球的焊膏量要求也是相同的,因为这
两种焊球在再流过程中都不发生塌陷且所有焊料填充要求必须通过焊膏来满足。
一些 CBGA 不使用非塌陷焊球而使用在再流焊中会发生塌陷的无铅(SAC)焊球,它对焊点填充形成的贡献
如同锡铅焊球在 PBGA 中一样。
为了使含有非塌陷焊球(铜或 PbSn10)的陶瓷封装获得正确的锡膏量,有必要用开孔放大的模板外扩印刷连
接盘或使用较厚的模板来印刷。对带有 CBGA 的印制板上的其它元器件,需要对开孔尺寸进行调整以抵消由
较厚的模板带来的影响,可能有必要使用阶梯模板。举例来说,对于 1.27mm 节距的 BGA 和 CGA 而言,正确
的焊膏量分别为 78,660,000
μ
m
3
[4,800 mil
3
] 和 114,700,000
μ
m
3
[7,000 mil
3
]。
表 7-6 陶瓷阵列封装焊膏体积要求示例
器件类型
节距(mm)
[mil] 组装合金
最小焊料体积(
μ
m
3
)
[mil
3
]
标称焊料体积(
μ
m
3
)
[mil
3
]
最大焊料体积 (
μ
m
3
)
[mil
3
]
CBGA 1.27 [50] SnPb 78,657,600 [4,800] 90,128,500 [5,500] 163,870,000 [10,000]
CBGA 1.0 [39.37] SnPb 40,967,500 [2,500] 57,354,500 [3,500] 75,380,200 [4,600]
CCGA 1.27 [50] SnPb 49,161,000 [3,000] 81,935,000 [5,000] 124,541,200 [7,600]
CCGA 1.0 [39.37] SnPb 32,774,000 [2,000] 65,548,000 [4,000] 81,935,000 [5,000]
SAC CBGA 1.27 [50] SAC 24,580,500 [1,500] 36,870,750 [2,250] N/A
SAC CBGA 1.0 [39.37] SAC 13,109,600 [800] 28,677,250 [1,750] N/A
Cu CGA 1.0 [39.37] SAC 57,354,500 [3,500] 81,935,000 [5,000] 106,515,000 [6,500]
7.1.2 元器件贴装影响
采用 BGA 技术需要一些新的组装能力。取决于贴片机系统的类型,需要改变封装运
载机构而将封装从矩阵托盘转移至需要贴装的位置。基准点可帮助视觉系统辨识 BGA连接盘图形的确切位置,
这就如同在密节距外围引脚元件中所用的方式一样。取决于器件本体的尺寸,卷带料上大型 BGA 元件需要
44mm 和 56mm 的供料器,而最常见的 BGA 供料器是 JEDEC 托盘。
7.1.3 BGA 贴装视觉系统
贴装精度是 BGA 工艺十分关键的要求。强烈建议在机器贴装之后不要移动
BGA,因为这可能会造成相邻焊点间的桥连,而连接情况不能通过肉眼观察到。贴片机的精度很大程度取决
于视觉系统和吸嘴把持元器件的能力。
视觉系统与实际应用的匹配性也是很重要。视觉系统在贴装之前决定了元器件的 X、Y 坐标和补偿角
θ
。除了
确定元器件的补偿,视觉系统也可以检测元器件的尺寸完整性和焊球缺失。基于电荷耦合器件(CCD)摄像头
的系统采用两种照明方法,分别称为二进制与灰阶。这两种方法对对比度和光亮度的变化都是很敏感的。
灰阶系统使用前置照明,从底部照亮元器件。表面特征会反映至 CCD 摄像头以供处理。二进制系统使用背光
照明,从上方照亮元器件。元器件的轮廓被投影至 CCD 摄像头以供处理。二进制成像是这两种方法中较早的
一种,使用黑白图像的差异来对特征进行定位。灰度值系统通常可以体现出 256 级对比。这两种系统都采用一
种算法来确定元器件的中心。相对于灰阶成像,二进制成像对于计算能力的要求较低。
IPC-7095D-WAM1 CN2019 年 1 月
93
灰阶成像基于焊球位置进行 BGA 元器件贴装,而二进制成像则根据元器件轮廓进行 BGA 元器件贴装。在某
些情况下,BGA 外形和焊球之间的公差很大。因为可以减少由元器件外形变化而导致的贴装误差,灰阶成像
更适合于贴装 BGA 元器件。
选择贴装设备的吸嘴是很重要的,这需要有足够表面积能把持元件同时避免在贴装过程中的偏移。吸嘴必须要
紧贴元件,不允许有真空泄漏,接触感应装置是需要的,它有助于控制 Z 轴方向(垂直)的主轴行程,因为
它可防止元器件在真空吸嘴和基板之间受到挤压。
7.1.3.1 贴片机处理非标准阵列 BGA 元器件的能力
本章节描述了焊球布于非标准栅格的面阵列元器件贴装
工艺,也称作焊球随布设计(见 6.2.6)。面阵列元器件的贴装是在 SMT 生产线上采用贴片机器同其它元器件
一起完成的。
为使得贴片机能贴装偏离栅格的面阵列元器件,尤其是 BGA,需要进行离线教学和在线生产(见 7.1.3.1.1 和
7.1.3.1.2)。
7.1.3.1.1 离线教学
在一个元件供给机器贴装前,需创建元件描述。教学使用的摄像头和在线生产的一样。
元件描述通过一个高分辨率摄像头来教授。描述提供了以下细节:
• 精确的长度、宽度和各焊球间的节距
• 每个焊球尺寸
• 每个焊球的精确位置和元件的外形,包括引脚 1 的标记
另一个方法是通过输入每个焊球实际 X-Y 位置创建元件描述,将以上设置提供给摄像头以检验所有各自位置
的焊球。
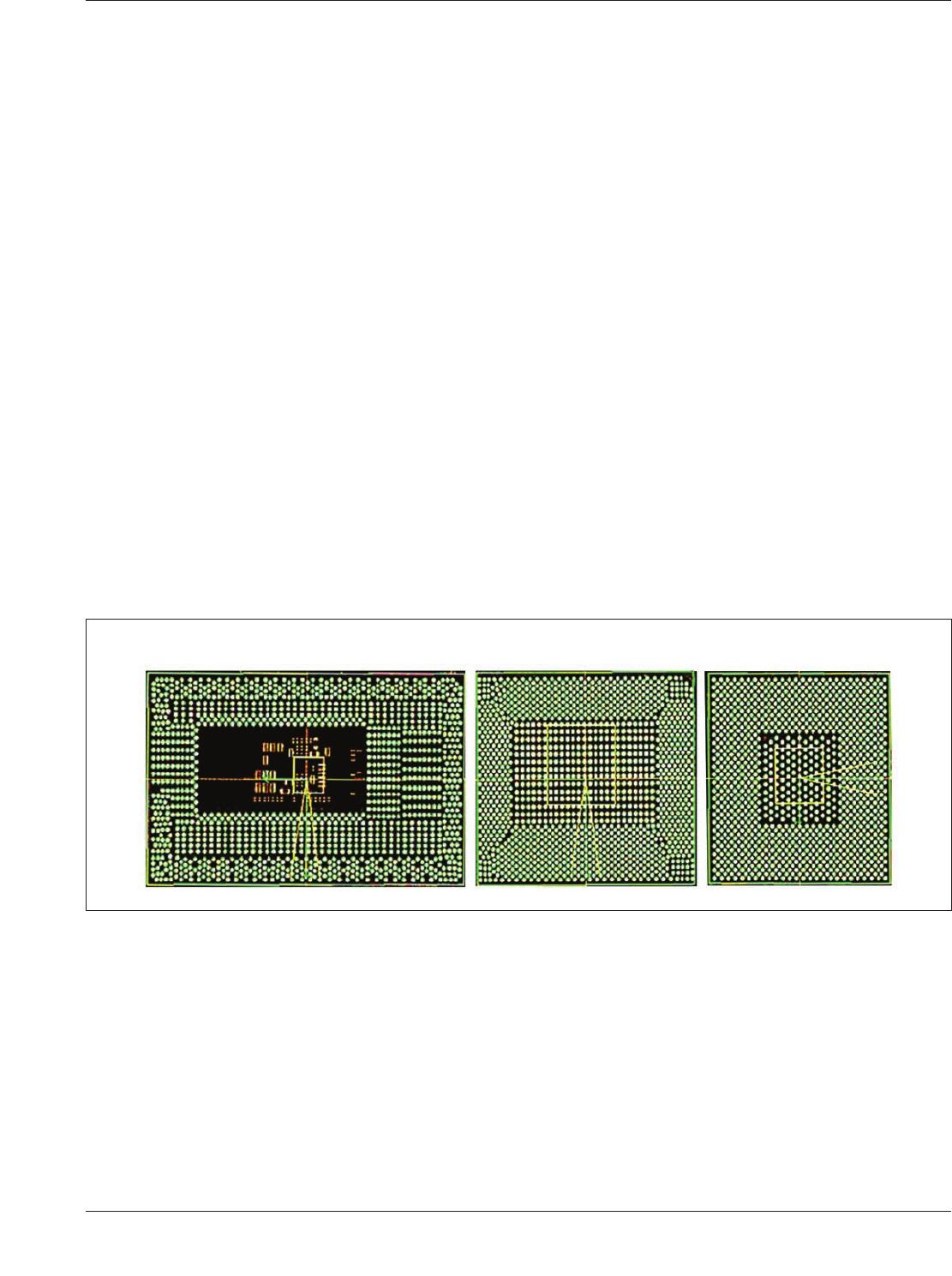
图 7-8 显示了三种不同的焊球随布阵列设计以及在离线教学站如何教授元件描述。
图 7-8 用于离线教学的焊球随布图像捕获
A– 元器件 A
B– 元器件 B
C– 元器件 C
ABC
IPC-7095d-7-8-cn
7.1.3.1.2 在线生产
在生产中,贴片头上的吸嘴将吸取元件并使用摄像头重叠元件描述中提供的细节和图像。
如果图像与元件描述没有任何形式的匹配(如焊球缺失、焊球破碎或两个焊球之间的不规则节距),摄像头将
显示视觉错误并指出位置。这种视觉错误可以借助视觉辅助查看和确认。如果没有错误,设备将把元件移至板
上的 X-Y 位置,并放置在所提供的位置。
通常在每次生产贴装第一片印制板时,操作人员会监控所有 BGA 元器件以及其它大型元器件(如,屏蔽框和
插座)。在贴片头将元件放置到位之前,下视摄像头会提供元件将要放置到板上的位置图像。这个图像将与元

IPC-7095D-WAM1 CN 2019 年 1 月
94
器件的图像重叠,操作员可以特意观察那些匹配和不匹配的焊球。如有需要,操作人员可以相应地移动元件。
这种匹配判别是实时发生的。
该过程一旦结束,操作人员保存设置,然后该元件在后续生产中将以相同的方式进行贴装。
7.1.4 再流焊接及温度曲线
再流焊是具有许多变量
的复杂工艺。所有群焊再流系统都包括对流、传导和
辐射等热传递方式,每种方式的依赖程度取决于再流
系统的设计。BGA 元器件下焊球主要是通过互连基板
的热传导受热的,图 7-9 说明了这个理由。最佳再流
焊温度曲线(温度随时间变化)包括峰值温度,随着
具体封装和整个印制板组件的不同而变化。然而,作
为一个指南,当使用 SAC305 焊膏焊接带有 SAC305
焊球的 BGA 封装时,中等复杂组件的最小峰值温度
可能需不低于 240°C。当使用锡铅共晶焊膏焊接带有
SAC305 焊球的 BGA 封装时,大部分情况下的最小峰
值温度可低至大约为 215°C。关于合适的再流温度的
建议,见表 7-7。设定再流曲线的完整细节也参见 IPC-
7530。
7.1.4.1 强制热风对流
强制热风对流为非接触加热方式,其中也有一些热量是通过辐射传递的。热量通过低
速热风传递到印制板组件。热量传送至物体的速率与热风和组件之间的温差直接成正比。
7.1.4.2 再流气氛
再流焊炉中的气氛会影响焊料润湿。再流焊在氮气环境中进行可改善焊点的润湿性,有时
也可对处于可润湿边际的印制板表面或已氧化的焊球进行弥补。为了在氮气环境中焊膏受益最大,对氮气中的
氧含量进行监控,以控制其处于以规定的工艺限值范围内。
无铅焊膏的可焊性并没有锡铅焊膏那么好。如果焊膏选择不正确,可能的情形是再流焊前用于清除焊膏、连接
盘和焊球上的氧化物的焊膏活性剂已耗尽。这会造成焊点形状不均匀以及连接盘可能未润湿。
在形成空洞时,一些焊膏成分也可能会受到再流气氛的影响。当 OSP 表面处理使用无铅工艺时,最好在氮气
环境中对产品进行再流焊接,特别是采用混合技术组装而有通孔填充问题时。通孔填充问题会在无铅工艺中出
现,特别是当使用免清洗助焊剂和第一代或第二代 OSP 时。使用水溶性强活性助焊剂和第三代 OSP 有助于尽
量减少通孔填充问题。
在氮气环境中对 OSP 板再流,不但可以为下游工艺保持连接盘的可湿润性,还可使影响 ICT 测试的测试点或
导通孔的氧化最小化。
7.1.4.3 时间 / 温度曲线
焊接曲线,也称为温度曲线,是制造工艺中显著影响产品良率的关键变量之一。传
送带速度和温区温度是焊接曲线开发的两个变量。焊接炉温曲线不仅与特定产品有关,同时也与助焊剂有关。
不同的焊膏需要不同的曲线以优化性能,所以在开发焊接曲线之前咨询焊膏制造商是很重要的。表 7-7 提供了
锡 / 铅和无铅印制板组件以及混装组件的主要再流焊温度曲线(向前和向后兼容性曲线)。需要注意的是对于
无铅焊料的温度曲线和向前兼容性的温度曲线是相同的。
对于锡铅焊料,业界对这焊料成分的共识是:SnPb37 共晶焊料,熔点为 183°C。对于这种成分,熔点(183°C)
和峰值温度(220°C)之间有很大的温差。尽管建议将整块印制板的温度保持在 210°C ~ 220°C,人们会将温
度维持在 190°C ~ 225°C 之间(温差是 35°C),以达到良好的再流焊结果。
图 7-9 BGA 或其附近各位置的峰值再流温度示例
A– 240 °C (无铅焊料) / 220 °C (锡铅焊料)
B– 245 °C (无铅焊料) / 225 °C (锡铅焊料)
C– 260 °C (无铅焊料) / 230 °C (锡铅焊料)
D– 235 °C (无铅焊料) / 217 °C (锡铅焊料)
E– 230 °C (无铅焊料) / 205 °C (锡铅焊料)
A
C
DE
B
IPC-7095d-7-9-cn