IPC-7095D-CHINESE NP 2019.pdf - 第111页
IPC-7095D-W AM1 CN 2019 年 1 月 95 表 7-7 锡铅和锡银铜合金温度曲线比较 曲线指标 锡铅合金曲线 混合 / 向后兼容曲线 无铅合金( SAC305 )向前兼容 曲线 合金固液相线温度 183 ° C 183 ° C / 220 ° C 217 ° C 至 220 ° C 目标合金峰值温度范 围 210 ° C 至 220 ° C 228 ° C 至 232 ° C 235 ° C 至 245 ° C 绝…

IPC-7095D-WAM1 CN 2019 年 1 月
94
器件的图像重叠,操作员可以特意观察那些匹配和不匹配的焊球。如有需要,操作人员可以相应地移动元件。
这种匹配判别是实时发生的。
该过程一旦结束,操作人员保存设置,然后该元件在后续生产中将以相同的方式进行贴装。
7.1.4 再流焊接及温度曲线
再流焊是具有许多变量
的复杂工艺。所有群焊再流系统都包括对流、传导和
辐射等热传递方式,每种方式的依赖程度取决于再流
系统的设计。BGA 元器件下焊球主要是通过互连基板
的热传导受热的,图 7-9 说明了这个理由。最佳再流
焊温度曲线(温度随时间变化)包括峰值温度,随着
具体封装和整个印制板组件的不同而变化。然而,作
为一个指南,当使用 SAC305 焊膏焊接带有 SAC305
焊球的 BGA 封装时,中等复杂组件的最小峰值温度
可能需不低于 240°C。当使用锡铅共晶焊膏焊接带有
SAC305 焊球的 BGA 封装时,大部分情况下的最小峰
值温度可低至大约为 215°C。关于合适的再流温度的
建议,见表 7-7。设定再流曲线的完整细节也参见 IPC-
7530。
7.1.4.1 强制热风对流
强制热风对流为非接触加热方式,其中也有一些热量是通过辐射传递的。热量通过低
速热风传递到印制板组件。热量传送至物体的速率与热风和组件之间的温差直接成正比。
7.1.4.2 再流气氛
再流焊炉中的气氛会影响焊料润湿。再流焊在氮气环境中进行可改善焊点的润湿性,有时
也可对处于可润湿边际的印制板表面或已氧化的焊球进行弥补。为了在氮气环境中焊膏受益最大,对氮气中的
氧含量进行监控,以控制其处于以规定的工艺限值范围内。
无铅焊膏的可焊性并没有锡铅焊膏那么好。如果焊膏选择不正确,可能的情形是再流焊前用于清除焊膏、连接
盘和焊球上的氧化物的焊膏活性剂已耗尽。这会造成焊点形状不均匀以及连接盘可能未润湿。
在形成空洞时,一些焊膏成分也可能会受到再流气氛的影响。当 OSP 表面处理使用无铅工艺时,最好在氮气
环境中对产品进行再流焊接,特别是采用混合技术组装而有通孔填充问题时。通孔填充问题会在无铅工艺中出
现,特别是当使用免清洗助焊剂和第一代或第二代 OSP 时。使用水溶性强活性助焊剂和第三代 OSP 有助于尽
量减少通孔填充问题。
在氮气环境中对 OSP 板再流,不但可以为下游工艺保持连接盘的可湿润性,还可使影响 ICT 测试的测试点或
导通孔的氧化最小化。
7.1.4.3 时间 / 温度曲线
焊接曲线,也称为温度曲线,是制造工艺中显著影响产品良率的关键变量之一。传
送带速度和温区温度是焊接曲线开发的两个变量。焊接炉温曲线不仅与特定产品有关,同时也与助焊剂有关。
不同的焊膏需要不同的曲线以优化性能,所以在开发焊接曲线之前咨询焊膏制造商是很重要的。表 7-7 提供了
锡 / 铅和无铅印制板组件以及混装组件的主要再流焊温度曲线(向前和向后兼容性曲线)。需要注意的是对于
无铅焊料的温度曲线和向前兼容性的温度曲线是相同的。
对于锡铅焊料,业界对这焊料成分的共识是:SnPb37 共晶焊料,熔点为 183°C。对于这种成分,熔点(183°C)
和峰值温度(220°C)之间有很大的温差。尽管建议将整块印制板的温度保持在 210°C ~ 220°C,人们会将温
度维持在 190°C ~ 225°C 之间(温差是 35°C),以达到良好的再流焊结果。
图 7-9 BGA 或其附近各位置的峰值再流温度示例
A– 240 °C (无铅焊料) / 220 °C (锡铅焊料)
B– 245 °C (无铅焊料) / 225 °C (锡铅焊料)
C– 260 °C (无铅焊料) / 230 °C (锡铅焊料)
D– 235 °C (无铅焊料) / 217 °C (锡铅焊料)
E– 230 °C (无铅焊料) / 205 °C (锡铅焊料)
A
C
DE
B
IPC-7095d-7-9-cn
IPC-7095D-WAM1 CN2019 年 1 月
95
表 7-7 锡铅和锡银铜合金温度曲线比较
曲线指标 锡铅合金曲线 混合 / 向后兼容曲线
无铅合金(SAC305)向前兼容
曲线
合金固液相线温度 183 °C 183 °C / 220
°C 217 °C 至 220 °C
目标合金峰值温度范
围
210 °C
至 220 °C 228 °C 至 232 °C 235 °C 至 245 °C
绝对最小再流峰值温
度 **
205 °C 228 °C 230 °C
元器件升温斜率 2 °C
至 4 °C / 秒 * 2 °C 至 4 °C / 秒 * 2 °C 至 4 °C / 秒 *
元器件降温斜率 2 °C
至 6 °C / 秒 * 2 °C 至 6 °C / 秒 * 2 °C 至 6 °C / 秒 *
保温或预热活化温度 100 °C
至 180 °C * 100 °C 至 180 °C * 140 °C 至 220 °C *
保温或预热活化温度 60 至 120 秒 * 60 至 120 秒 * 60 至 150 秒 *
液相线以上停留时间 60 至 90 秒 60 至 90 秒 60 至 90 秒
峰值温度停留时间 最多 20 秒 最少 20 秒 最多 20
秒
使用的焊膏 SnPb SnPb 无铅 (
SAC305)
SMT 元器件类型
所有 SMT 类锡铅和无
铅器件,但无铅 BGA
焊球除外
所有 SMT 类锡铅和无铅器件,包
括 SAC 无铅 BGA 焊球
所有元器件包括 BGA 都是无
铅,包括含有 SAC 305 无铅焊
球的 BGA
采用峰值温度的理由
无铅表面处理的 BGA
器件在 205
°C 熔化没有
问题。
所有锡铅表面处理都含
有 90% 的锡。
无铅表面处理含有接近
100% 的锡,以及其它
的无铅元素,如铋。
需要采用一个折中的温度使锡铅器
件不会过分受热,同时使 220 °C
熔点的无铅 SAC BGA 可以融化、
塌陷并和锡铅焊膏充分混合。
较低的峰值温度会导致 SAC BGA
焊球要么没有熔化,要么部分熔
化,增加了 HoP,开路以及可靠性
不良等缺陷的发生率。
所有元器件都是无铅的,能承
受较高热量。
太高的峰值温度可能导致 BGA
焊球脱落(见 8.4.1.3)、开路、
退润湿及板翘曲。
为确定 MSL 等级,大型 BGA
要在最大温度 245 °C 下测试。
* 与供应商确认
** 板上的最低温度
对于无铅组件,常用的 SAC 焊料包含了 3% 到 4% 的银,0.5% 到 0.7% 的铜以及其余的锡。这些合金的熔点大
约为 220°C。一些元器件(如某些铝电解电容)有最高温度和 230°C 以上耐受时间的限制。另外的限制将由低
成本层压板、塑料连接器和湿敏元器件决定。
为了能适应这些限制,无铅组件的峰值温度应该保持在 230°C-245°C,变化量仅为 15°C,这确是一个相当
严格的工艺窗口。比本章节之前提及的锡 / 铅印制板组件的 35°C 的变化范围下降了 60%。如果高热容量的
大型元器件和小型温敏元器件贴装于同一印制板,要达成一温度曲线来满足已定义的工艺窗口的难度会进一
步增加。
原因显而易见,高热容量的大型元器件需要更大的热输入,以满足峰值温度和液相线以上时间(TAL)的工艺
窗口要求。但是,较大的热输入可能导致小型、温敏元器件超出工艺窗口要求。要解决这个问题,必须有非常
严格的工艺控制而使整块印制板的温差范围收窄。许多组装厂在满足这些要求时会遇到很大的困难,尤其是对
于复杂的印制板,在开发再流焊温度曲线时没有协调的时间和精力。
当一些无铅元器件用于锡铅印制板组件时,麻烦会与向后兼容性问题叠加在一起。在这种情况下,曲线必须要
同时满足锡 / 铅和无铅封装要求。
IPC-7095D-WAM1 CN 2019 年 1 月
96
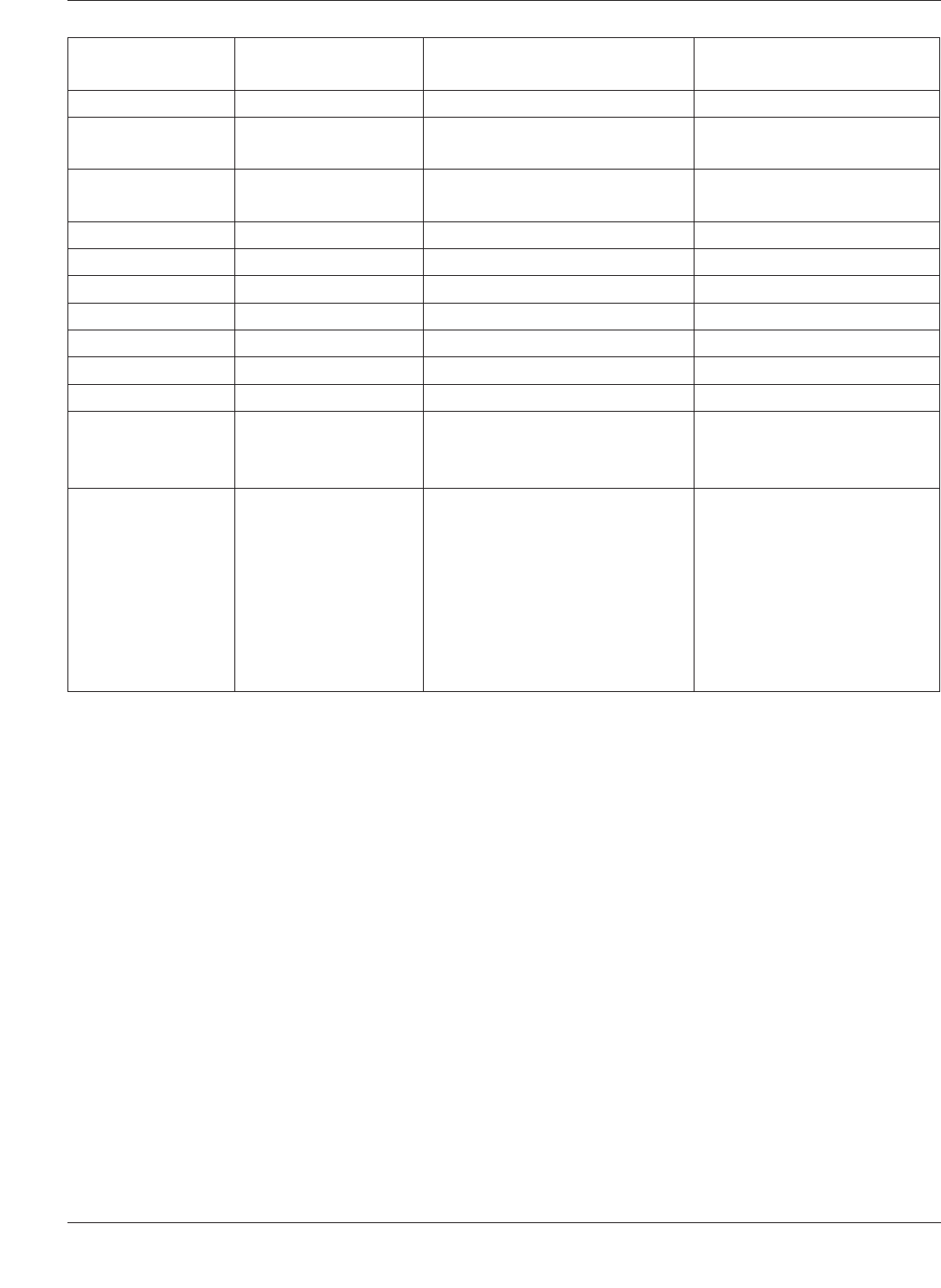
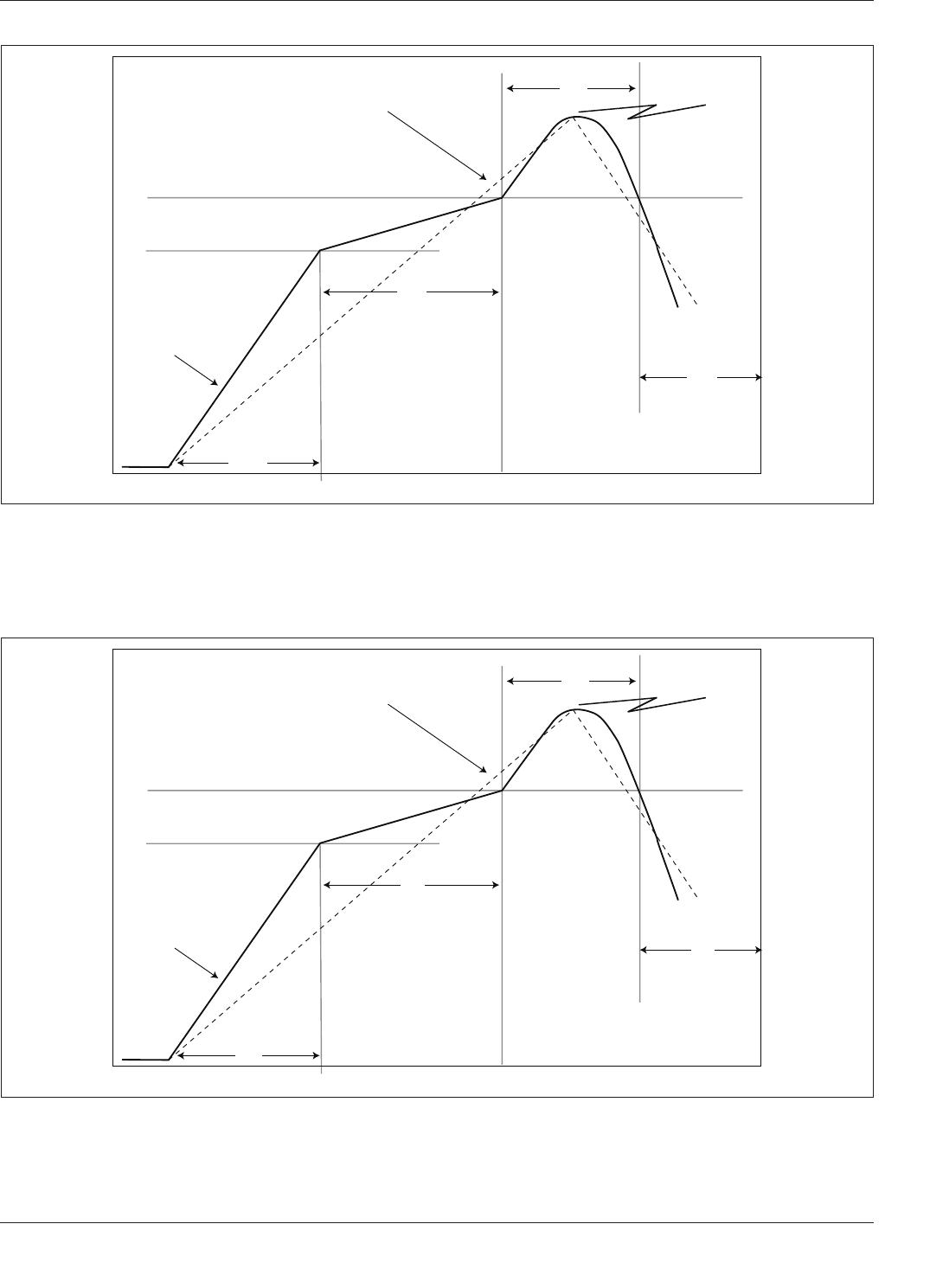
图 7-10 至 7-11 展示了印制板组件的炉温曲线原理图。
G
J
L
N
C
B
H
A
K
D
D
M
F
E
IPC-7095d-7-11-cn
G
J
L
N
C
B
H
A
K
D
D
M
F
E
IPC-7095d-7-10-cn
图 7-10 锡铅组件再流焊温度曲线原理图
A– 100 °C 至 180 °C
B– 183 °C
C– 210 °C 至 220 °C
D– 60 至 90 秒
E– 90 至 120 秒
F– 5 °C/ 秒的最大斜率
G– 预热
H– 无保温时,温度爬升至峰
值的炉温曲线
J– 保温
K– 冷 却( 4 °C/秒至 8 °C秒 ))
L– 再流
M– 30 至 60 秒(冷却至室温)
N– 冷却
图 7-11 无铅组件再流焊温度曲线原理图
A– 140 °C 至 220 °C
B– 217 °C
C– 235 °C 至 245 °C
D– 60 至 90 秒
E– 90 至 120 秒
F–5 °C/ 秒的最大温升斜率
G– 预热
H– 无保温时,温度爬升至峰
值的炉温曲线
J– 保温
K– 冷却 (4 °C/秒 至 8 °C/秒)
L– 再流
M– 30 至 60 秒 (冷却至室温)
N– 冷却