IPC-7095D-CHINESE NP 2019.pdf - 第112页
IPC-7095D-W AM1 CN 2019 年 1 月 96 图 7-10 至 7-1 1 展示了印制板组件的炉温曲线原理图。 G J L N C B H A K D D M F E IPC-7095d-7-1 1-cn G J L N C B H A K D D M F E IPC-7095d-7-10-cn 图 7-10 锡铅组件再流焊温度曲线原理图 A– 100 ° C 至 180 ° C B– 183 ° C C– 210 …
IPC-7095D-WAM1 CN2019 年 1 月
95
表 7-7 锡铅和锡银铜合金温度曲线比较
曲线指标 锡铅合金曲线 混合 / 向后兼容曲线
无铅合金(SAC305)向前兼容
曲线
合金固液相线温度 183 °C 183 °C / 220
°C 217 °C 至 220 °C
目标合金峰值温度范
围
210 °C
至 220 °C 228 °C 至 232 °C 235 °C 至 245 °C
绝对最小再流峰值温
度 **
205 °C 228 °C 230 °C
元器件升温斜率 2 °C
至 4 °C / 秒 * 2 °C 至 4 °C / 秒 * 2 °C 至 4 °C / 秒 *
元器件降温斜率 2 °C
至 6 °C / 秒 * 2 °C 至 6 °C / 秒 * 2 °C 至 6 °C / 秒 *
保温或预热活化温度 100 °C
至 180 °C * 100 °C 至 180 °C * 140 °C 至 220 °C *
保温或预热活化温度 60 至 120 秒 * 60 至 120 秒 * 60 至 150 秒 *
液相线以上停留时间 60 至 90 秒 60 至 90 秒 60 至 90 秒
峰值温度停留时间 最多 20 秒 最少 20 秒 最多 20
秒
使用的焊膏 SnPb SnPb 无铅 (
SAC305)
SMT 元器件类型
所有 SMT 类锡铅和无
铅器件,但无铅 BGA
焊球除外
所有 SMT 类锡铅和无铅器件,包
括 SAC 无铅 BGA 焊球
所有元器件包括 BGA 都是无
铅,包括含有 SAC 305 无铅焊
球的 BGA
采用峰值温度的理由
无铅表面处理的 BGA
器件在 205
°C 熔化没有
问题。
所有锡铅表面处理都含
有 90% 的锡。
无铅表面处理含有接近
100% 的锡,以及其它
的无铅元素,如铋。
需要采用一个折中的温度使锡铅器
件不会过分受热,同时使 220 °C
熔点的无铅 SAC BGA 可以融化、
塌陷并和锡铅焊膏充分混合。
较低的峰值温度会导致 SAC BGA
焊球要么没有熔化,要么部分熔
化,增加了 HoP,开路以及可靠性
不良等缺陷的发生率。
所有元器件都是无铅的,能承
受较高热量。
太高的峰值温度可能导致 BGA
焊球脱落(见 8.4.1.3)、开路、
退润湿及板翘曲。
为确定 MSL 等级,大型 BGA
要在最大温度 245 °C 下测试。
* 与供应商确认
** 板上的最低温度
对于无铅组件,常用的 SAC 焊料包含了 3% 到 4% 的银,0.5% 到 0.7% 的铜以及其余的锡。这些合金的熔点大
约为 220°C。一些元器件(如某些铝电解电容)有最高温度和 230°C 以上耐受时间的限制。另外的限制将由低
成本层压板、塑料连接器和湿敏元器件决定。
为了能适应这些限制,无铅组件的峰值温度应该保持在 230°C-245°C,变化量仅为 15°C,这确是一个相当
严格的工艺窗口。比本章节之前提及的锡 / 铅印制板组件的 35°C 的变化范围下降了 60%。如果高热容量的
大型元器件和小型温敏元器件贴装于同一印制板,要达成一温度曲线来满足已定义的工艺窗口的难度会进一
步增加。
原因显而易见,高热容量的大型元器件需要更大的热输入,以满足峰值温度和液相线以上时间(TAL)的工艺
窗口要求。但是,较大的热输入可能导致小型、温敏元器件超出工艺窗口要求。要解决这个问题,必须有非常
严格的工艺控制而使整块印制板的温差范围收窄。许多组装厂在满足这些要求时会遇到很大的困难,尤其是对
于复杂的印制板,在开发再流焊温度曲线时没有协调的时间和精力。
当一些无铅元器件用于锡铅印制板组件时,麻烦会与向后兼容性问题叠加在一起。在这种情况下,曲线必须要
同时满足锡 / 铅和无铅封装要求。
IPC-7095D-WAM1 CN 2019 年 1 月
96
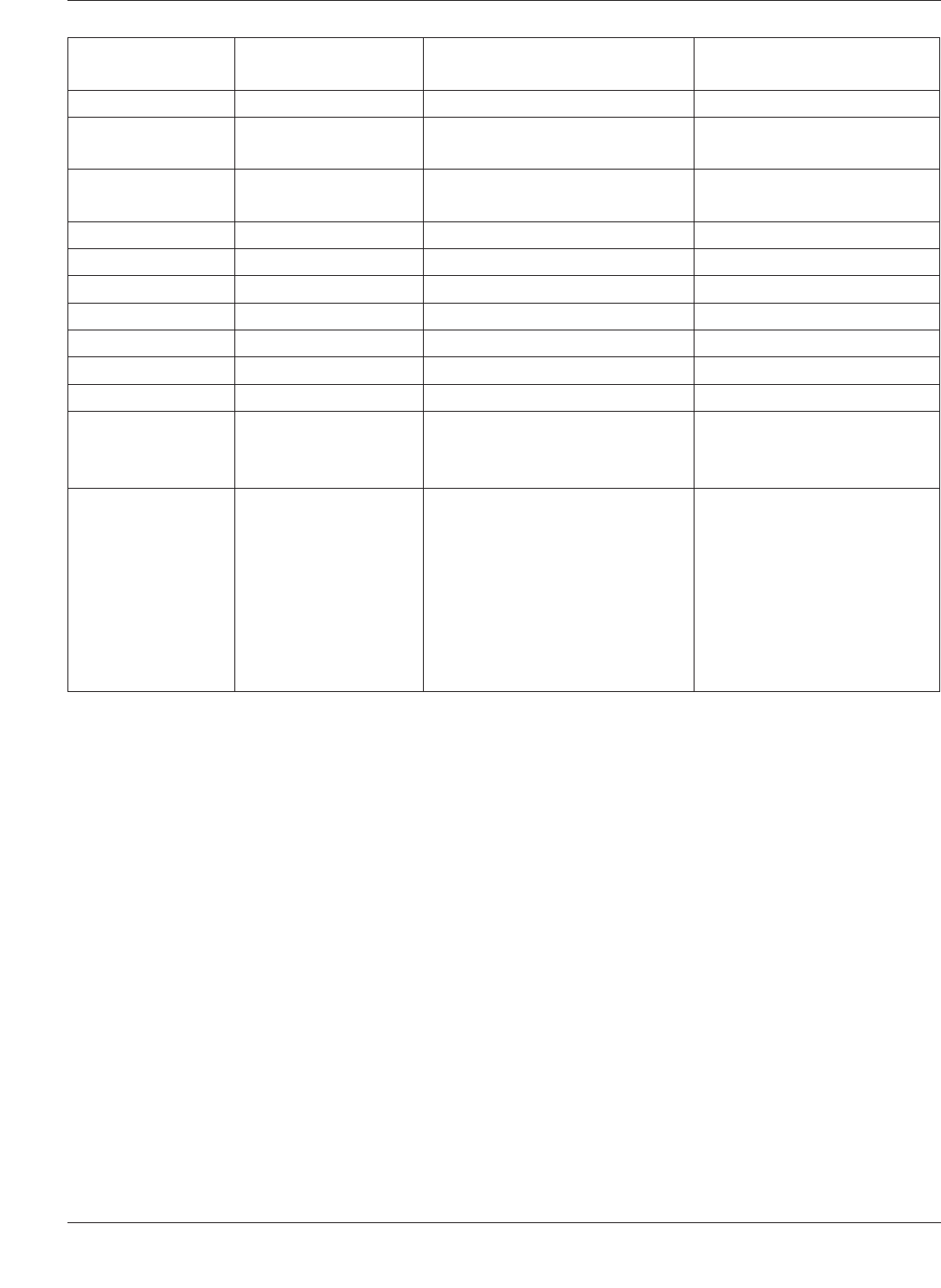
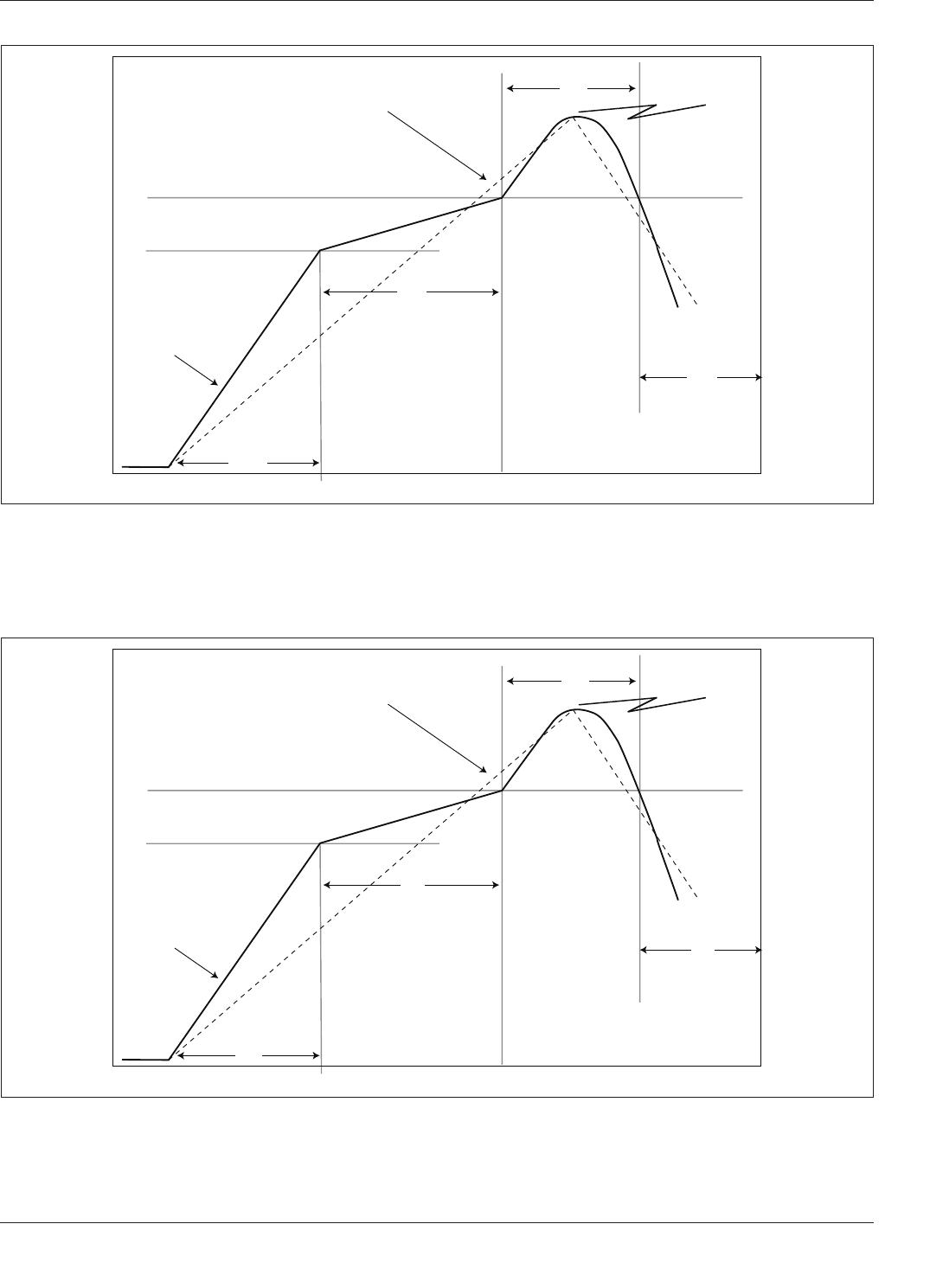
图 7-10 至 7-11 展示了印制板组件的炉温曲线原理图。
G
J
L
N
C
B
H
A
K
D
D
M
F
E
IPC-7095d-7-11-cn
G
J
L
N
C
B
H
A
K
D
D
M
F
E
IPC-7095d-7-10-cn
图 7-10 锡铅组件再流焊温度曲线原理图
A– 100 °C 至 180 °C
B– 183 °C
C– 210 °C 至 220 °C
D– 60 至 90 秒
E– 90 至 120 秒
F– 5 °C/ 秒的最大斜率
G– 预热
H– 无保温时,温度爬升至峰
值的炉温曲线
J– 保温
K– 冷 却( 4 °C/秒至 8 °C秒 ))
L– 再流
M– 30 至 60 秒(冷却至室温)
N– 冷却
图 7-11 无铅组件再流焊温度曲线原理图
A– 140 °C 至 220 °C
B– 217 °C
C– 235 °C 至 245 °C
D– 60 至 90 秒
E– 90 至 120 秒
F–5 °C/ 秒的最大温升斜率
G– 预热
H– 无保温时,温度爬升至峰
值的炉温曲线
J– 保温
K– 冷却 (4 °C/秒 至 8 °C/秒)
L– 再流
M– 30 至 60 秒 (冷却至室温)
N– 冷却
IPC-7095D-WAM1 CN2019 年 1 月
97
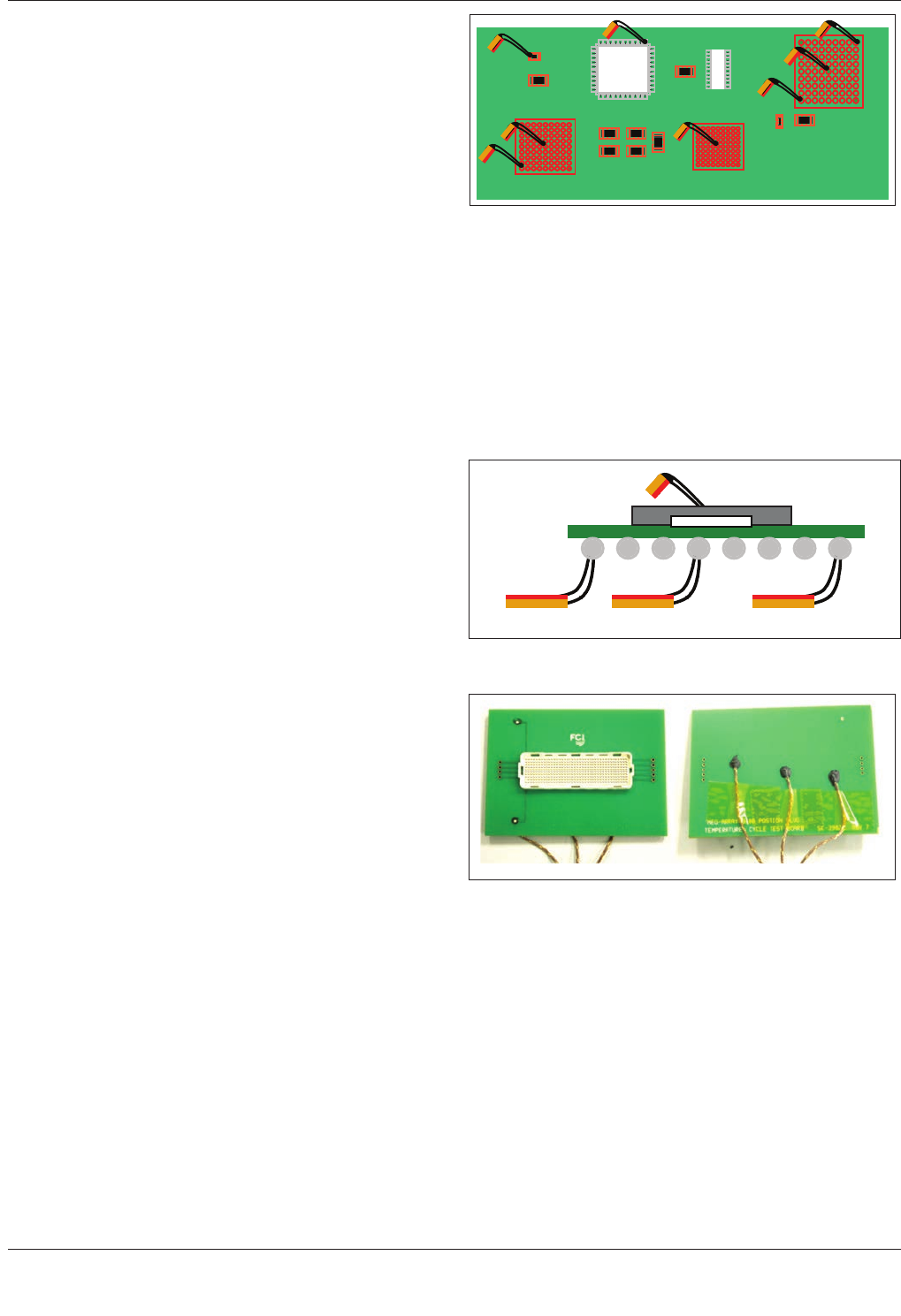
7.1.4.4 热电偶连接
图 7-12 显示了印制板组件上热
电偶建议的位置。将热电偶连接到小型或大型元器件
的焊点是很重要的。对于 BGA,将热电偶粘贴在封装
上面也是很重要的。
使用正确的热电偶对开发任何炉温曲线都是很重要
的。应该使用带有美国线规 36 导线的 k 型热电偶,
因为较粗的热电偶导线有太多散热。为保证良好的精
度,热电偶导线长度不应超过 3 英尺。同样为了保证
精度,热电偶的接合点必须熔合焊接,不要绞接、压
合或用焊料焊接
当使用高温胶带诸如聚酰亚胺(kapton)或铝制胶带时应当小心。胶带在再流焊过程中有变松的倾向,这样系
统测量的是炉子中空气的温度而非焊点的温度。
确认胶带有良好接触很重要,否则,就应该使用高温焊料或导热粘合剂将热电偶连接至焊点上。使用胶带的一
大优点在于热电偶不受损害而能重复使用。
对于 BGA,在中央和角落焊球位置的印制板背面上钻
孔,并将热电偶推到印制板正面以正确测量 BGA 焊
球温度。在同一个 BGA 上保证中心焊球和角落焊球
之间的温度差异在 2°C 之内是很重要的。
也有一些热电偶可以插入 BGA 底下,这样可省略钻
孔过程;但是,这种情况下热电偶测到的只是该器件
下方的温度。
应该连接 4 到 6 个热电偶到各种元器件位置,以代表
最低热容至最高热容区域,包括至少有两个热电偶用
于 BGA。图 7-13 显示了 BGA 上热电偶的位置。
为了确保 BGA 连接器的正确焊接,适当的温度曲线
很关键。由于连接器基板通常由树脂材料制成,热量
无法像典型的 BGA 有源器件那样通过连接器的本体
传递。至关重要的是,至少有一个热电偶放置在连接
器的中心以确认达到适当的温度。最佳的做法是将热
电偶放置在连接器的角落和中心位置。图 7- 14 显示
了连接至焊球界面的热电偶。
7.1.4.5 锡铅和无铅合金的向后兼容的热曲线
向后兼容性问题使开发再流焊温度曲线变得困难。向后兼容性
是某些元器件只能买到无铅表面处理并主要是用于无铅组件的情况。产生这种情况是因为,对许多元器件供
应商而言同时要提供无铅和锡铅两种版本的同一元器件可能是不经济的。当使用有铅元器件例如小外形集
成电路(SOIC)、塑封引线芯片载体(PLCC)或者无铅表面处理的其它密节距元器件时不会有问题。大
部分锡铅元器件主要是由 85% 锡和 15% 的铅组成的表面处理。然而当元器件制造商去除元件中的铅而电
镀纯锡时,可焊性会受到影响。为了改正这一状况,高达 5% 的铋可加入电镀合金中以改善元件的润湿性和
可焊性。
图 7-12 具有大型和小型元器件的印制板组件上的热
电偶位置
IPC-7095d-7-13-cn
图 7-13 热电偶在 BGA 上的建议位置
图 7-14 热电偶在 BGA 连接器上的适当位置
(图片来源 : FCI USA, Inc.)